Каким припоем паять медные трубы: сравнительный обзор различных видов припоя + как подобрать подходящий
Содержание
Пайка медных труб мягким припоем
Медь относится к металлам, прекрасно поддающимся пайке. Это обусловлено тем, что поверхность металла может быть сравнительно легко очищена от загрязнений и окислов без применения особо агрессивных веществ (медь слабо корродирующий металл). Имеется ряд легкоплавких металлов и их сплавов (в нашем случае олово), имеющих хорошую адгезию с медью. При нагреве в воздухе при плавке медь не вступает в бурные реакции взаимодействия с окружающими веществами и кислородом, что не требует сложных или дорогих флюсов. Все это позволяет легко осуществлять любые виды пайки.
При пайке медных труб используется капиллярный эффект. Это процесс взаимодействия молекул или атомов жидкости и твердого тела на границе раздела двух сред, приводит к эффекту смачивания поверхности. Смачивание – это явление, при котором силы притяжения между молекулами расплавленного припоя и молекулами основных металлов выше, чем внутренние силы притяжения между молекулами припоя (жидкость «прилипает» к поверхности)
Классификация медных изделий
Медные трубы в Европе в основном метрические, 6, 8, 10, 12, 15, 22, 28, 42 и 48 мм встречаются и больших диаметров, но могут быть и дюймовые:
| дюймы | мм |
| 1/4 | 6,35 x 0,8 |
| 3/8 | 9,52 x 0,8 |
| 1/2 | 12,7 x 0,8 |
| 5/8 | 15,9 x 0,8 |
| 3/4 | 19,1 x 0,8-0,9 |
Маркировка меди в российских марках: ставится буква «М» обозначающая медь.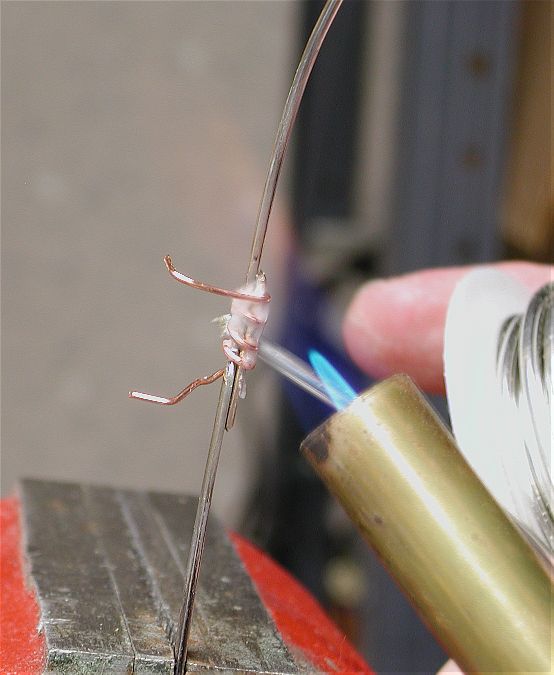 Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
Далее идут цифры показывающие степень чистоты в % (00-высокочистая, 0-чистая, 1, 2, 3 — технически чистая). Последний элемент маркировки – буква обозначающая способ изготовления меди: (к – катодная, у – катодная переплавленная, б – бескислородная, р – раскисленная, ф -раскисленная фосфором).
| Марка меди | М00 | М0 | М1 | М2 | М3 |
| Чистота | 99,99 | 99,95 | 99,90 | 99,70 | 99,50 |
Медь марок М1р, М2р и М3р при суммарном содержании примесей, одинаковом с медью марок М, М2 и М3, отличается от них тем, что они более полно раскислены и содержание кислорода в них снижено от 0,05 — 0,08 % до 0,01%. Поэтому в них дополнительно содержится от 0,002% до 0,012 % фосфора. Марка меди М1ф отличается от М1р еще большим количеством фосфора от 0.012% до 0,04%, для большего раскисления и соответственно полным отсутствием кислорода.
ХИМИЧЕСКИЙ СОСТАВ МЕДИ ПО ГОСТ 859 (%)
| Марка меди | Cu+Ag (%) | Примеси, не более (%) | ||||||||||
| Bi | Sb | As | Fe | Ni | Pb | Sn | S | Zn | O | P | ||
| М1ф | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | — | 0,04 |
| М1р | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,005 | 0,005 | 0,01 | 0,012 |
| М1 | 99,90 | 0,001 | 0,002 | 0,002 | 0,005 | 0,002 | 0,005 | 0,002 | 0,004 | 0,004 | 0,05 | — |
| М2 | 99,70 | 0,002 | 0,005 | 0,01 | 0,05 | 0,2 | 0,01 | 0,05 | 0,01 | — | 0,07 | — |
| М3 | 99,50 | 0,003 | 0,05 | 0,01 | 0,05 | 0,02 | 0,05 | 0,05 | 0,01 | — | 0,08 | — |
Применение различных марок меди в сантехнических изделиях определяется ГОСТ 52318, а в Европе – EN 1057.
В строительных изделиях: ГОСТ 495-92, в Европе – EN 1172.
Обычно водопроводные трубы содержат 99,90 меди и великолепно подходит для целей самогоноварения.
Необходимый инструмент и материалы для пайки меди
1. Труборез
Используется для нарезания труб по длине, в продаже есть множество по виду разных труборезов, но принцип работы у всех одинаков.
Труба зажимается между роликами и лезвием и начинаем вращать вокруг трубы, подтягивая натяжной болт на 1/3 оборота, после каждого оборота трубореза. Через пять шесть оборотов труба будет разрезана.
2. Горелка газовая
Используется при низко температурной пайки меди (Низкотемпературная пайка — это пайка при температуре менее 450°С ) с оловянным припоем.
В продаже есть множество разных конструкций горелок, но не все они годятся для пайки. Внимательно прочитайте инструкцию от горелки, там обычно пишут для чего она предназначена, и не стоит брать ту горелку, где инструкция начинается со слов «разжигаться мангал»! Для вас, самое главное нужно выбрать горелку с узко направленным пламенем.
Такая горелка способна нагреть трубу за несколько секунд, а газового баллончика хватит на несколько сотен стыков.
В баллон горелки заправлена смесь пропана-бутана, притом, чем выше процентное соотношение бутана к пропану, тем температура пламени будет выше.
3. Металлическая шерсть
Применяется для механической зачистки меди.
Просто следует обжать конец трубы металлической шерстью и сделать несколько вращательных движений трубой.
Также следует зачистит и фитинг но уже из внутри
Для фитингов можно также использовать специальные ёршики, но ни в коем случае нельзя пользоваться напильником или грубой наждачной бумагой!
Теперь что нужно для самой пайки:
1. В первую очередь это припой (олово)
Припой продаётся в катушках и представляет собой оловянную проволоку диаметром 3мм.
В принципе всё что нужно при выборе, это найти надпись БЕЗ СВИНЦА, или по английски LEAD FREE.
Такой припой можно использовать в водопроводах ну и конечно в самогонных аппаратах. его состав S-Sn97Ag5 (L-SnAg5) (состав Sn 97% Ag 5%),
2. Флюс
Очень важная вещь при пайке!
Для качественного соединения металлов при пайке припой должен растечься под действием капиллярных сил и «смочить» основной металл. Хорошее смачивание происходит только на совершенно чистой, не окисленной поверхности. А сам шов получается прочным при защите пайки от кислорода воздуха. Поэтому для повышения адгезии припоя и получения качественной пайки поверхности соединения обязательно механически зачищаются и используют флюсы.
В принципе при выборе Флюса, не важно предназначены они для припоя с свинцом или без, они все взаимозаменяемы, зато флюсы для пайки например нержавейки абсолютно не годятся.
Можно использовать простой канифоль, правда могут быть проблемы с нанесением.
Пайка меди
Флюс тонким слоем следует нанести на механически зачищенную трубу
После чего одеть так же механически зачищенный фитинг
Греть при помощи газовой горелки, пока медь начнёт менять цвет под горелкой и можно вносить припой
Припой мгновенно расплавится и из-за капиллярного эффекта мгновенно проникнет в щель фитинга
Несколько специфических нюансов:
1. Как припаять кран
Как припаять кран
Весь узел состоит из крана, компрессионной гайки и компрессионной кольца.
Нанести немного флюса на внутреннию часть кольца.
Прогреть 10 секунд и быстрым движением прикоснутся припоем к месту пайки.
Когда остынет можно скручивать.
Ну и конечно, что нужно делать чтобы сделать холодильник для самогонного аппарата
В фитингах из внутри есть отпрессована каёмочка чтобы труба не пролезала на сквозь, нужно взять круглый грубый напильник, и срезать её, после чего фитинг можно продеть на трубу.
Дальше остаётся собрать узел.
Техника безопасности
- В первую очередь, нужно помнить что медь сильно проводит тепло, и не стоит паять деталь, короче 30см просто держа в руках, это может привести к ожогам!
- При пайке медь сильно нагревается, и приобретает очень неприятные свойства, наносить очень сильные ожоги, в доли секунды, при прикосновении!
Например, многие могут взять в руки уголёк из костра, и перекидывать из руки в руку не нанося себе вреда, но с медью такой фокус не пройдёт, ожог гарантирован! - Во время пайки, флюс может капнуть на оголённые части тела, немедленно следует смыть водой, иначе может быть химический ожог!
- Во время работы вы должны быть одеты не в синтетическую одежду, не забывайте вы работайте с огнём, горячим металлом, и флюсом содержащим кислоту!
Синтетика как правило легко воспламеняется и плавится! - Не суйте флюс в глаза, ноздри, рот, уши и половые органы!
- При пайке откройте окно, не стоит дышать большим количеством дыма от сгоревшего Флюса!
Припои и флюсы для пайки медных труб
На странице:
20255075100
Сортировка:
По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Гель для защиты любых поверхностей от воздействия высоких температур и пламени. Идеально
Идеально
подходит для сварки и пайки. Безопасный, не токсичный. После использования легко смывается
водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую
поверхность с помощ …
1300 р.
Castolin ProTermique double face Возможность использования с обеих сторон, сверх гибкий термозащитный экран, для защиты от пламени во время пайки/сварки.
Укрепленные армированные края. Чрезвычайно гибкий и долговечный. Не содержит асбеста и керамики.
Внешние стороны коврика выполнены из сшиты …
1550 р.
Абразивные ткани Castonet на основе акриловых волокон специально предназначенных для удаления оксидов с поверхности соединений до и после пайки.
В упаковке пять листов.
Размер: 130х100мм
Упаковка: блистер.
870 р.
Errecom Best Bubbles (1л)
Это быстрое и простое решение для определения протечек хладагента в
холодильных линиях, также компонентах кондиционеров и холодильных
установок.
Принцип действия?
BEST BUBBLE должен быть нанесен вблизи утечки хладагента. Благодаря своей
уникальной фо …
700 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 192 FBK
Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр.
Максимально допустимое содержание легирующего компонета в сплаве 3% (например AlMn, AlMn1, AlMnSi 0,5, A …
150 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 195 FBK
Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр.
Имеет хорошие смачивающие свойства и высокую прочность.
Некорозийный флюс внутри прутка.
Темпер …
150 р.
BrazeTec
твердые припои
Состав в % веса
Об-ласть
плавления в°С
Рабочая
температура
в °С
Прочность
на разрыв согл.
DIN EN 127 …
60 р.
Припой Castolin RB 5246
для пайки меди и её сплавов.
Твердый припой в виде прутков на медно-фосфорной основе. Отличные капиллярные свойства и хорошее смачивание. Гладкие, плотные и беспористые швы. Припой не оказывает окислительного влияния на медь, при этом не требуется флюса.
…
60 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки.
В упаковке — 3шт..
Размер: 200х280мм
Упаковка: блистер.
1300 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки.
В упаковке один экран.
Размер: 200х280мм
Упаковка: блистер.
425 р.
BrazeTec
твердые припои
Состав в % веса
Об-ласть
плавления в°С
Рабочая
температура
в °С
Прочность
на разрыв согл.
DIN EN 127 …
3000 р.
Тугоплавкий
припой
BrazeTec
Обозначение
стандарта
согласно
DIN EN 1044
Состав
припоя
в вес. %
%
Область
темпе …
150 р.
Тугоплавкий
припой
BrazeTec
Обозначение
стандарта
согласно
DIN EN 1044
Состав
припоя
в вес. %
Область
темпе …
7140 р.
Твердый серебряный припой Ag 15% с оболочкой из флюса.
Technical data:
Silver content
15%
Solidus
650°C
Liquidus
800°C
Tensile strength
700 MPa
500 р.
BrazeTec твердые припои
Область плавления в °С
Рабочая Температура в °С
BrazeTec CoMet 4576U
630-660
670
Твердый серебряный припой с оболочкой из флюса без кадмия.
1.5mm x 3.6mm x 500mm
709 р.
BrazeTec флюсы для
высокотемпературной пайки
Действующие области
температур в °С
DIN EN 1045
Пригодность для основных
рабочих материалов
BrazeTec h
550-970°C
Fh20
Пастообразный универсальн …
660 р.
BrazeTec флюсы для
высокотемпературной пайки
Действующие области
температур в °С
DIN EN 1045
Пригодность для основных
рабочих материалов
BrazeTec spezial h
520-1030
Fh22
Пастообразный флюс, …
660 р.
Флюс для пайки меди: характеристики, разновидности
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.
Флюс для пайки меди
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.


Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.
Используются для высокотемпературной пайки меди, стали, цветных металлов.
Вазелин
Каким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.

При плавлении они хорошо затекают в зазор, проникают в поры и соединяют детали на молекулярном уровне.
При высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.
Медная труба с припоем
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Низкотемпературным способом можно паять медную проволоку и микросхемы. Для этого нужно очистить от грязи место соединения. Нанести флюс. Разогретые концы провода можно просто опустить в порошкообразную канифоль. После этого поднести припой и расплавить его. Вместо горелки используется паяльник.
Как проводится пайка меди твердым и мягким припоем
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.
Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, — проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
как паять своими руками твердым припоем
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Немного о меди
Медь — мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава — неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками — задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди
Пайка медных труб своими руками может проводиться двумя методами:
Рекомендуем к прочтению:
- Низкозмпературный способ. Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод. Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
Инструменты, необходимые для выполнения работ
Чтобы грамотно спаять медные трубы системы водопровода, необходимо запастись таким набором инструментов:
- Труборез. Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель. Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель. Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель. Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка. Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая
Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой
Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов — твёрдый и мягкий.
Рекомендуем к прочтению:
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок
При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Пайка медных труб. Какой бывает припой и способы пайки
Если вам кажется, что паять медные трубы – это задание непосильное, то вы ошибаетесь. Тем не менее, нужно соблюдать определенные правила выполнения работ, так как соединение медных труб требует точности и внимания к каждой мелочи.
Медные трубы сегодня очень часто используются в системах отопления, а также горячего и холодного водопровода. Потому нужно знать, как паять медные трубы.
Чаще всего для сварки медной трубы используется капиллярная сварка. Способ сварки говорит сам о себе. В процессе соединения труб, жидкость, которой смазываются свариваемые части, поднимается вверх по капилляру. При этом преодолевается сила тяжести. Именно так припой, который используется для сварки, равномерно распределяется по поверхности соединения.
Чтобы соединение было качественным, необходимо до блеска зачистить поверхности. В качестве смазки используются специальные флюсы-пасты. Можно не намазывать ими всю поверхность трубы. Например, достаточно будет намазать пастой трубу в нижней части спайки.
Полученная система медных труб будет качественной и надежной очень много лет. Систему можно даже залить бетоном, что недопустимо в случае резьбового соединения. Медные трубы паяются специальным припоем при температуре 450 градусов. Можно увеличивать температуру, но тут важно не превысить ее до уровня плавления материала. Сварка осуществляется силами адгезии, которые образуются при нагревании припоя и свариваемых поверхностей. Под воздействием капиллярных сил припой распределяется по поверхности сваренных частей.
Подбор материалов и оборудования
Для пайки медных труб понадобится набор для сварки меди, припой (твердый), газовая горелка, которой будет нагреваться труба.
Важно обращать внимание на такие показатели:
- максимальный диаметр свариваемых труб;
- жидкость, которая будет протекать в дальнейшем по трубам;
- цена, которая будет заплачена за выполнение работ и покупку материалов.
Инструменты
Прежде чем начинать варить медные трубы, необходимо провести их разметку. С помощью специального инструмента нарезаются куски нужной длины. Существует большое количество труборезов. В каждом случае подбирается инструмент, исходя из диаметра заготовки, которую нужно отрезать. Очень важно приобретать или использовать только качественные труборезы. Инструмент должен проводить не только отрез, но и снимать фаску. Чем качественнее ножницы, тем дороже они будут стоить.
Далее необходимо снять фаску на трубе. С помощью такой операции можно снять небольшие заусеницы с краев. Дело в том, что визуально они могут быть и не видны. Но при наполнении труб жидкостью увеличится давление. А это может привести к тому, что в местах, где были заусеницы, появится течь. Рекомендуется использовать круглый фаскосниматель. Чаще всего паяются трубы до 36 миллиметров в диаметре. Именно на столько и рассчитан этот инструмент.
Фаскосниматель
С помощью расширителя увеличивается диаметр. Такая операция проводится при сварке труб без фитингов. Фитинги для медных труб стоят дорого, потому использование расширителя труб позволяет сэкономить средства. Когда труба будет расширена слегка, в нее вставляется другой конец. От того, какой у нее диаметр зависит выбор расширителя.
Очень важно подобрать правильный припой. Выбираем мягкие припои из красной бронзы или же из латуни. Для работы еще понадобится флюсовая паста. Для капиллярной пайки используются твердые припои. Такая сварка отлично подойдет для труб, которые будут проводить горячую воду или газ ( в системах холодильного оборудования и кондиционеров).
Самый эффективный вид припоя является тот, в котором содержится серебро. По праву сегодня данный метод сварки считается самым надежным. Отлично подходит для систем горячего и холодного водоснабжения, для газовых систем.
И, тем не менее, качество пайки зависти не от припоя и пасты. Все определяет температура и степень подготовки поверхностей. Но чтобы не беспокоиться о качестве, и как говориться, сделать работу «наверняка», можно применять фосфорно-медные припои. Они предотвращают появление зазоров, микротрещин в шве за счет того, что из места сварки полностью выводится кислород. Однако запрещается использовать данный припой для сварки металлов, которые в своем составе содержат более десяти процентов никеля.
Пайка медных труб своими руками
Прежде чем начинать пайку, нужно провести чистку поверхности. Важно отметить, что для зачистки поверхности не используются абразивные материалы типа наждачной бумаги. Нужно использовать только специальные щетки.
Чтобы сварка прошла качественно и надежно, нужно высушить и обезжирить поверхность. В противном случае припой может распадаться при воздействии давления и температуры, которая будет присутствовать в трубах при их работе.
В системах, которые не будут проводить жидкости и газы при температуре свыше 110 градусов, использовать фитинги не обязательно. Как уже говорили, труба расширяется с помощью труборасширителя. Трубу нужно расширить так, чтобы второй конец вошел в нее примерно на длину, равную диаметру изделия. Зазор на швах должен составлять 0,12 миллиметров.
Труба нагревается открытым огнем. Припой нагревать не нужно. Не преувеличивайте температуру плавления металла! Достаточно нагревать две соединенные трубы, а потом поднести припой, который сам расплавится от жара и равномерно затечет в соединение. Капиллярный процесс позволяет затекать припою в трубы. Однако ему помогает гладкая поверхность, которую мы заранее подготовили.
Итак, при пайке медных труб нужно нагревать изделия медленным огнем, который позволяет быстро и равномерно прогреть соединения. Поверхности обезжириваются и высушиваются. Тщательно проверяются зазоры. Наносить припой нужно по минимуму, однако, важно проконтролировать, чтобы его хватило для шва.
При проведении работ очень важно соблюдать технику безопасности. Во-первых, работы выполняются с открытым огнем. Если работа выполняется в помещении, то необходимо обеспечить защиту легковоспламеняющихся предметов. Под трубу подкладывается асбестовый щит. При нагревании труб и припоя выделяются некоторые газы, вредные для здоровья.
Потому важно, чтобы окна в помещении были открыты при проведении работ.
Что касается собственной безопасности: все работы проводятся в перчатках. Трубы нагреваются до высоких температур. Если случайно прикоснуться к ним, то можно получить сильный ожог.
Самостоятельно провести сварку работ впервые может быть очень тяжело. Для качественного выполнения работ рекомендуется пройти теоретический курс. Кроме того, можно на отдельных, так сказать, черновиках проверить свои навыки. В конце работы нужно проверять все соединения труб сначала визуально, а потом в деле. Для этого в систему подается жидкость. Если появилась течь, то работу нужно переделать.
При малейшем сомнении в собственных силах, необходимо доверить работу профессионалом. Иначе дорогостоящие материалы и время будут испорчены.
пайка холодильных трубок, пайка холодильников, пайка медных труб
Пайка труб медных осуществляется двумя методами:
Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
Низкотемпературный, применяемый для трубопроводов с низкой нагрузкой, в холодильниках это швы испарителя медь-алюминий, обратного трубопровода низкого давления.
В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого
Согласно современным представлениям процесс образования паяных соединений протекает в две стадии: возникновение и развитие физического контакта и образование химической связи между атомами контактирующих поверхностей вследствие квантомеханического взаимодействия их электронных оболочек.
При пайке возникновение физического контакта и возбуждение химической связи между атомами на поверхностях достигается на стадии смачивания жидким припоем поверхности паяемого металла. Прочность соединения зависит от типа действующих на контактной поверхности межатомных сил. При слабом взаимодействии, например при физической адсорбции, смачивание приводит к получению относительно малопрочных соединений. Если твердый и жидкий металлы способны к химическому взаимодействию, то смачивание обеспечивает образование прочной связи.
Газопламенная пайка
Применяются горелки, работающие на ацетилене, пропане и бытовом газе, установки для механизированной газопламенной пайки.
Границы применения. Размеры: детали любой формы толщиной 1—10 мм.
Материал: углеродистые и низколегированные стали, серый чугун, медь, никель, медно-никелевые сплавы, алюминий, серебро, золото и др. металлы.
Область использования: мелкосерийное и массовое производство; изготовление трубопроводов, теплообменников холодильная техника,, деталей автомобилей, электротехнических и ювелирных изделий, устранение дефектов чугунного и алюминиевого литья.
Параметры пайки: температура пайки выбирается на 30—50 °С выше температуры применяемого припоя, избыточное давление пропана 100—400 кПа, ацетилена 60—80 кПа, бытового газа 30 кПа. Продолжительность пайки 0,5—3 мин.
Припои: оловянно-свинцовые, оловянно-цинковые, алюминиевые, медные, серебряные, золотые и др.
Флюсы: выбираются в зависимости от температуры пайки и припоя; при массовом производстве используют газообразные флюсы.
Техника пайки. Перед пайкой необходима предварительная подготовка поверхности деталей. Пайку выполняют с применением флюсов за исключением соединений из меди, паяных серебряно-медно-фосфористыми и медно-фосфористыми самофлюсующими припоями. При нагреве изделий горелками используют факел пламени на расстоянии ~ 10 мм от конца ядра. При пайке массивных деталей применяют многосопловые горелки, обеспечивающие мягкий и равномерный нагрев. Пайка медно-цинковыми припоями качественно получается при нагреве окислительным пламенем за счет уменьшения испарения цинка. При нагреве нержавеющих сталей рекомендуется нормальное пламя с целью исключения образования карбидов хрома, способствующих развитию межкристаллитной коррозии. При пайке разнородных и разнотолщинных материалов пламя направляют на деталь, имеющую большую теплопроводность и массу.
Дефекты паяных соединений
Качество паяных изделий определяется их прочностью, степенью работоспособности, надежностью, коррозионной стойкостью, способностью выполнять специальные функции (теплопроводность, электропроводность, коммутационные характеристики и т.п.). Обеспечение этих характеристик достигается оптимальными решениями в процессе производства паяного изделия. Дефекты, возникающие при изготовлении паяных изделий, можно разделить на дефекты заготовки и сборки, дефекты паяных соединений и паяных изделий.
К наиболее типичным дефектам паяных соединений относятся поры, раковины, шлаковые и флюсовые включения, непропаи, трещины. Эти дефекты классифицируют на две группы: связанные с заполнением расплавом припоя зазора между соединенными пайкой деталями и возникающие в процессе охлаждения изделия с температуры пайки. Дефекты первой группы связаны главным образом с особенностями заполнения капиллярных зазоров в процессе пайки. Дефекты второй группы обусловлены уменьшением растворимости газов в металлах при переходе их из жидкого состояния в твердое и усадочными явлениями. К ним также относится пористость кристаллизационного и диффузионного происхождения. Кроме пор к дефектам сплошности относятся трещины, которые могут возникать в металле шва, в зоне спаев или в паяемом металле. Большую группу дефектов составляют шлаковые и флюсовые включения.
Причиной образования непропаев, которые берут начало у границы раздела с паяемым металлом, может явиться неправильное конструирование паяного соединения (наличие «глухих», не имеющих выхода полостей), блокирование жидким припоем газа при наличии неравномерного нагрева или неравномерного зазора, местное отсутствие смачивания жидким припоем поверхности паяемого металла. Причиной появления блокированных остатков газа в швах может быть неравномерность движения фронта жидкости при затекании припоя в зазор. Фронт дробится на участки ускоренного и замедленного продвижения, в результате чего могут отсекаться малые объемы газа. Таким же образом может происходить захват флюса и шлаков в шве.
В процессе охлаждения соединения из-за уменьшения растворимости газов происходит их выделение и образование рассеянной газовой пористости. Опыт высокотемпературной пайки алюминиевых сплавов с предварительной дегазацией припоев и флюсов показывает, что пористость металла шва при этом резко уменьшается.
Другой весьма распространенной причиной образования рассеянной пористости является возникновение так называемой усадочной пористости. Это явление характерно для случая затвердевания сплава с широким интервалом кристаллизации. При малых зазорах усадочные междендритные пустоты, как правило, тянутся в виде цепочки в центральной части шва. При больших зазорах усадочные поры располагаются в шве более равномерно в междендритных пространствах.
Причиной образования пор в паяных швах может быть эффект сфероидизации.
В этом случае пористость в зоне шва возникает в результате нескомпенсированной диффузии атомов припоя и паяемого металла. Такого рода пористость возникает в системах припой — паяемый металл, у которых имеется заметное различие в коэффициентах диффузии.
Трещины в паяных швах могут возникать под действием напряжений и деформаций металла изделия в процессе охлаждения. Принято различать холодные и горячие трещины. Холодные трещины образуются при температурах до 200 °С. Горячими называются трещины, образующиеся при температуре выше 200 °С. Эти трещины обычно имеют кристаллизационное или полигонизационное происхождение. Если в процессе кристаллизации скорость охлаждения высока и возникающие напряжения велики, а деформационная способность металла шва мала, то появляются кристаллизационные трещины. Полигонизационные трещины возникают уже при температурах ниже температуры солидуса после затвердевания сплава по так называемым полигонизационным границам, образующимся при выстраивании дислокации в металле в ряды и образовании сетки дислокаций под действием внутренних напряжений. Холодные трещины возникают чаще всего в зоне спаев, особенно в случае образования прослойки хрупких интерметаллидов. Трещины в паяемом металле могут появиться и в результате воздействия жидких припоев, вызывающих адсорбционное понижение прочности.
Неметаллические включения типа флюсовых или шлаковых возникают при недостаточно тщательной подготовке поверхности изделия к пайке или при нарушении ее режима. При слишком длительном нагреве под пайку флюс реагирует с паяемым металлом с образованием твердых остатков, которые плохо вытесняются из зазора припоем. Шлаковые включения могут образоваться также из-за взаимодействия припоев и флюсов с кислородом воздуха или пламенем горелки.
Правильное конструирование паяного соединения (отсутствие замкнутых полостей, равномерность зазора), точность сборки под пайку, дозированное количество припоя и флюсующих сред, равномерность нагрева — условия бездефектности паяного соединения.
| ПРИПОЙ ДЛЯ ПАЙКИ АЛЮМИНИЯ | ||
| Жидкоплавкий припой в виде прутков на основе цинк – алюминий с низкой рабочей температурой, высокой прочностью и относительным удлинением. Хорошие смачивающие свойства. Для мягкой пайки чистого алюминия и алюминиевых сплавов с макс. 3% легирующего компонента | ||
| СВАРОЧНЫЙ ПОСТ | ||
| Переносной газосварочный пост — переносное устройство, состоящее из платформы, баллона с кислородом, баллона с MAРР- газом, газопламенной горелки, газовые рукава,регулятор давления баллонный кислородный одноступенчатый (редуктор). |
1 2 3 4 5 6 7 8 9 10
Типы припоя
— Руководство по покупке Thomas
Припой — это материал, который используется для соединения или плавления предметов вместе, таких как труба с фитингом или электрический провод с клеммой или разъемом. В концепции пайки используется металлический сплав, температура плавления которого ниже, чем у соединяемых объектов. Для пайки тепло подается с помощью горелки или других средств, например, к стыку между медной трубой и коленом трубы, и после достаточного нагрева припой может быть помещен в стык, и он расплавится и потечет, чтобы герметизировать стык и обеспечить прочная связь между медной трубой и коленом трубы.
Пайка отличается от других подходов к соединению металлов, таких как пайка или сварка, как по температуре, используемой для создания соединения, так и по конечной прочности соединения. Общепринятое определение пайки, данное Американским сварочным обществом, заключается в том, что пайка происходит при температурах ниже 840 o F (450 o C). Процессы склеивания при более высоких температурах создают более прочные связи, которые не подвержены ползучести, вызванной напряжением.
Основные области применения припоя — в сантехнической промышленности, где припой для сантехников используется для обеспечения герметичных соединений в трубах, и в электронной промышленности, где электрический припой используется для соединения компонентов схем с печатными платами (PCB), проводки жгуты и соединители, например.
Часто используются три основных типа припоя, а именно:
- Кислотный припой сердечника
- Припой для стержней из канифоли
- Припой со сплошным сердечником
Припои также доступны в различных форм-факторах, и припои существуют для конкретных приложений или отраслей. В этом руководстве приводится краткое описание различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
Типы припоя по стилю сердечника
Припой с кислотным сердечником состоит из припоя, который изготавливается в виде проволоки, но с полым сердечником, заполненным флюсом на кислотной основе, который является более сильной и агрессивной формой очищающего флюса.Использование флюса для припоя помогает удалить и предотвратить образование оксидов металлов, которые могут препятствовать образованию прочного паяного соединения. Эти припои предназначены для обработки стали или других металлов, но требуют, чтобы остатки флюса были очищены после завершения операции пайки, чтобы избежать коррозии. Припои с кислотным сердечником чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Канифольный припой с сердечником также изготавливается с полым сердечником внутри припоя, но используемый флюс представляет собой более мягкую разновидность канифоли, которая представляет собой твердую форму смолы, полученной из хвойных пород, таких как сосна.Остатки флюса, связанные с канифольным припоем сердечника, не вызывают коррозии и поэтому используются для создания паяных соединений в электрических устройствах, где может быть трудно удалить остатки флюса после завершения операции пайки.
Припои с кислотным сердечником и канифольным сердечником характеризуются как припой с флюсовым наполнением или самофлюсующийся припой.
Припои с твердым сердечником, в отличие от разновидностей кислотного сердечника или канифольного сердечника, не имеют полого сердечника, заполненного флюсовым материалом.Вместо этого эти припои состоят из сплошной проволоки, состоящей из припоя или материала. Флюс необходимо наносить отдельно в случае использования припоя с твердым сердечником.
Типы припоя по сплаву или материалу
Существует множество сплавов или материалов, используемых для производства припоев для различных целей. Как правило, пропорция элементов, используемых в припоях, будет определять температуру плавления припоя, которая затем согласуется с возможными областями применения этого припоя.
Одно из основных различий заключается в том, содержит ли припой в качестве элемента свинец. Свинец, который ценится при пайке из-за его низкой температуры плавления, представляет опасность для здоровья людей, особенно детей младшего возраста. По этой причине использование бессвинцового припоя в приложениях, где существует потенциальный риск воздействия или выщелачивания в источники воды (например, при использовании для соединения медных труб в линиях подачи питьевой воды), в основном было принято.
Примеры бессвинцового припоя:
Большинство припоев представляют собой сплавы одного или нескольких элементов.Например, бессвинцовый сплав, такой как серебряный припой, может иметь состав 94% олова и 6% серебра. Другие примеры припоев из сплавов без свинца:
- олово-сурьма (95/5)
- олово-медь (97/3)
- олово-серебро (95/4)
Припои на основе свинца используют систему нумерации, которая определяет процентное содержание свинца, а также смешанный металл в сплаве, называемую соотношением свинцового сплава (где первое число — процент олова, второе — процент свинца). Распространенные сплавы, являющиеся оловянными припоями, включают:
- 63/37
- 60/40
- 50/50
- 30/70
- 10/90
Типы припоев по форм-фактору
Хотя наиболее распространенным форм-фактором для припоя является припой, поставляемый на катушках, припой также можно приобрести в виде прутков припоя, таблеток припоя, колец припоя, ленточного припоя, стержней припоя, слитков припоя, фольги припоя и полос припоя, в зависимости от в приложении.Существуют также шайбы для пайки с предварительно нанесенным покрытием, которые используются для автоматизации операций пайки сквозных компонентов в электронике. Сферы припоя, продаваемые на держателях лент и катушек, также могут использоваться в автоматизированных паяльных операциях.
Типы припоев по применению
Хотя область применения припоя наиболее широко используется в сантехнике и электронике, существуют и другие области применения этого материала. Припой для самолетов должен соответствовать требованиям условий окружающей среды, которые включают вибрацию и термоциклирование.При ремонте радиаторов автомобильный припой используется для устранения утечек, которые возникают в теплообменниках охлаждающей жидкости автомобилей и других транспортных средств. Также припой используют для домашнего ремонта и в таких хобби, как создание витражей.
Существуют специальные составы припоев для соединения металлов, которые труднее паять. Примеры таких припоев включают алюминиевый припой и припой для чугуна.
Сводка
В этой статье представлен краткий обзор распространенных типов используемых припоев с разбивкой по типу сердечника, сплаву / материалу, форм-фактору и применению.Для получения информации по дополнительным темам обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.hunker.com/13417672/what-is-acid-core-solder-used-for
- https://www.harrisproductsgroup.com/en/Expert-Advice/tech-tips/rosin-and-acid-core-solders.aspx
- https://www.machinedesign.com/fasteners/whats-difference-between-soldering-brazing-and-welding
- https: // www.hooverandstrong.com/platinum-solder
- https://chestofbooks.com/home-improvement/workshop/Handy-Man/Gold-Solders.html
- https://app.aws.org/
- https://superiorflux.com/techniques-for-soldering-aluminium/
- https://www.indium.com/solders/wire/indium-wire/
- http://armyordnance.tpub.com/OD0017/Fluxes-141.htm
Прочие «виды» изделий
Другие товары из категории Машины, инструменты и расходные материалы
Наконечники для пайки медных трубок
Как припаять медную трубу — Вы делаете это, когда расплавляете твердый припой и позволяете ему течь в крошечный зазор между трубкой и фитингом.Красные стрелки указывают на припой серебристого цвета. Авторские права 2018 Тим Картер
«Самая большая ошибка новичка при пайке меди состоит в том, что они позволяют теплу горелки расплавить припой. НЕ делайте этого».
Контрольный список для пайки медных труб
- Медные трубки и фитинги должны быть чистыми
- Перемешать флюсовую пасту
- Используйте бессвинцовый припой
- Медь должна быть нагрета, чтобы расплавить припой НЕ пламя горелки
- Посмотрите следующее видео:
Как паять медную трубу — САМЫЙ ВАЖНЫЙ СОВЕТ
Самая большая ошибка новичка при пайке меди заключается в том, что они позволяют теплу горелки расплавить припой.Не делай этого. Вы должны нагреть медную трубку и фитинг в течение десяти или пятнадцати секунд, прежде чем коснуться припоя к горячей меди.
Горячая медь расплавит припой , а не горелку.
Для пайки медной трубы необходимо нагреть медную трубу и припаиваемый фитинг до достаточной температуры. Когда медь достаточно горячая, она втягивает припой в соединение за счет капиллярного притяжения. Вы не поверите, но припой действительно будет стекать в гору.
Какой резак лучше всего использовать?
Простая пропановая горелка с навинчивающимися баллонами подойдет для пайки труб диаметром до 3/4 дюйма.
Это отличный комплект фонарика. Это газ MAP, который горит сильнее, чем пропан. К фонарю подойдет обычный баллон с пропаном. НАЖМИТЕ ЗДЕСЬ или фото, чтобы доставить его к вам домой в считанные дни. ПОСМОТРЕТЬ видео ниже.
Сантехники обычно используют ацетиленовые горелки по двум причинам. Ацетилен горит сильнее, чем пропан, что позволяет сократить время пайки.Ацетилен доступен в больших резервуарах, которые крепятся к удобным шлангам и легким горелкам. Если вам нужен ацетилен, вам просто нужно отправиться в большой магазин сантехники или в место, где обслуживают сварщиков.
Какие типы припоя я могу купить?
Припой, доступный в свинцовом и бессвинцовом вариантах, прикрепляется к трубе на молекулярном уровне.
Это припой с содержанием свинца 50 процентов. Посмотрите на цифры на конце катушки. НЕ используйте этот припой для водопроводных труб для питьевой воды.НАЖМИТЕ ЭТО ФОТО, чтобы купить припой для использования в свинцовом стекле, паяльных проводах и других проектах.
Это бессвинцовый припой. Используйте ЭТУ ПАЙКУ для медной трубы, по которой проходит питьевая вода. НАЖМИТЕ ФОТО СЕЙЧАС, чтобы доставить его к вам домой в считанные дни.
Как работает припой?
Припой прикрепляется к медной трубе при нагревании. Это очень похоже на то, как свариваются два куска стали.
Поверхность паяного соединения фактически становится сплавом, в котором медь и припой смешиваются.
Почему нужно чистить медь?
Медная труба должна быть чистой, чтобы атомы меди могли легко связываться с атомами расплавленного припоя. Припой НЕ БУДЕТ СВЯЗАТЬСЯ, если медь окислена или загрязнена.
Для этого медь должна быть очень чистой и без окисления. Очистить медную трубу можно разными способами. Вы можете использовать грубую стальную вату, наждачную бумагу и / или проволочную щетку. Специальные круглые проволочные щетки бывают разных размеров для очистки внутренней части медных фитингов и клапанов.Просто поверните щетки или трубку, чтобы очистить их. Даже если вы приобретете новую медную трубу, ее тоже следует прочистить. Вам нужно только осветлить область, на которую будет наноситься припой.
Почему мне нужно использовать флюс?
Флюс — это химическое вещество, которое помогает при пайке. Флюс предотвращает окисление меди при нагревании меди горелкой.
На самом деле он заканчивает работу по очистке, которую вы начали с наждачной бумагой и щетками. Кроме того, он предотвращает окисление трубы при ее нагревании.Можно паять без флюса, но это действительно сложно! Флюс наносится как на трубу, так и на фитинг с помощью удобной миниатюрной кисточки. Чтобы быть эффективным, вам не нужны огромные суммы. Кроме того, как только вы начинаете нагревать трубу, 90 процентов ее выкипает и испаряется.
Какие бывают типы припоев?
Припой обычно бывает трех типов: 50% свинца / 50% олова; 95 процентов олова-сурьмы / 5 процентов свинца; и бессвинцовый припой.
Любая водопроводная труба должна быть припаяна припоем, содержащим не более 5 процентов свинца.По возможности используйте бессвинцовый припой. Припой на 50 процентов свинца используется для медных дренажных линий. Он плавится при более низкой температуре и способен перекрывать большие промежутки при охлаждении. Это удобно при работе с медными трубами и фитингами большого диаметра (до 4 дюймов!). Покупая припой, НЕОБХОДИМО обращать внимание Роллы весом в 1 фунт выглядят очень похожими. Внимательно посмотрите на этикетку, так как вы можете купить не ту.
Как зажечь факел?
Сантехнические фонари можно зажечь спичками, зажигалками или, желательно, кремневым бойком.Некоторые горелки имеют встроенные воспламенители. Посмотрите это видео:
НАЖМИТЕ ЗДЕСЬ, чтобы приобрести фонарик, который я использую в приведенном выше видео.
Спички и зажигалки могут быть опасными, поскольку их нельзя тушить. Кремневый ударник производит искры, которые воспламеняют пламя. Кроме того, одного кремня в отбойнике может хватить домовладельцу на 10 и более лет! Температура пламени важна. Вам нужно установить пламя на средний или высокий уровень, чтобы выделить достаточно тепла для расплавления припоя. Если ваше пламя отрегулировано правильно, оно будет гореть синим цветом разных оттенков.Вы заметите в центре пламени более темную синюю секцию, которая подходит к точке. Это самая горячая часть пламени. Вы прикладываете эту часть пламени к медной трубе.
Как нагреть медную трубу?
Не бойтесь нагревать обе стороны трубы. Поверните горелку вокруг стыка для равномерного распределения тепла. Когда я использую свою ацетиленовую горелку и паяю трубу диаметром 1/2 дюйма, я обычно могу нагреть трубу до нужной температуры за 10 секунд или меньше. Пропановая горелка может занять от 15 до 20 секунд.
Как предотвратить возгорание при использовании резака?
Вы предотвратите возгорание, используя тонкий кусок листового металла в качестве теплозащитного экрана. Поместите экран между медной трубкой и чем-либо легковоспламеняющимся.
Всегда смотрите за пределы трубы. Чрезвычайно высокие температуры выходят за пределы видимых частей пламени.
Можно легко опалить пиломатериалы или проволоку. Если вы выполняете пайку возле старых пиломатериалов или в местах балок возле вертикальных стен, вы можете легко поджечь свой дом.Будьте осторожны и используйте пламегасители. Это огнестойкие ткани или простые куски листового металла, которые поглощают и / или отклоняют тепло.
Всегда имейте под рукой 5-галлонное ведро воды на случай, если вы все-таки начнете пожар. Если у вас в доме еще есть вода, и рядом с вами может быть заряженный садовый шланг, это лучший вариант.
Нажмите здесь , чтобы посмотреть видео о пайке медных труб и фитингов.
Как нанести припой?
По мере нагрева трубы и фитинга вы увидите, что флюс закипает и испаряется.Как только флюс перестанет кипеть, труба станет достаточно горячей для пайки. Отодвиньте резак и прикоснитесь припоем к трубе.
Расплавление припоя может занять от 2 до 3 секунд. Если труба расположена горизонтально, нанесите припой на верхнюю часть трубы. Припой мгновенно покатится.
Если вы все выполнили правильно, капля припоя окажется внизу соединения. Вы можете стряхнуть расплавленный припой старой тряпкой.
Обдув стык позволит ему остыть.Будет жарко, но быстро протрите стык старой тряпкой, чтобы удалить остатки флюса. Это также полирует припой. Внимательно проверьте соединение, чтобы увидеть, нет ли вокруг всего соединения серебряной полосы. В таком случае ваше первое паяное соединение может быть идеальным. Как я бы сказал по работе «Еще одна качественная установка!»
Колонка B353
Сводка
Название статьи
Как припаять медную трубу — это действительно просто — отличное видео здесь
Описание
Вам нужно знать, как припаять медную трубу.Я мастер-сантехник и могу показать вам, как это сделать за три минуты или меньше.
Автор
Тим Картер
Имя издателя
AsktheBuilder.com
Логотип издателя
В чем разница между электрическим припоем и медным водопроводным припоем?
Автор Майлз Будимир
Старший редактор, WTWH Media
Пайка электрической платы с помощью паяльника и электрического припоя.
Пайка — это метод, используемый для соединения двух отдельных металлов с использованием другого металла (или металлического сплава) с низкой температурой плавления. Источник тепла, такой как паяльник, повышает температуру соединяемых двух металлов. Когда припой соприкасается с нагретыми металлами, он плавится. Расплавленный припой растекается по металлам и быстро затвердевает, связывая их друг с другом.
Этот плавящийся металлический сплав, сам припой, бывает разных видов в зависимости от предполагаемого использования.Таким образом, припой для электрических применений отличается от припоя, используемого, например, для медной сантехники. Исторически свинец был обычным компонентом припоя из-за его относительно низкой температуры плавления. Другие сопутствующие металлы, часто встречающиеся в припое, — это олово, медь и серебро.
Припой можно разделить на две категории; припои на основе свинца (обычно комбинация свинца и олова) и более новые бессвинцовые припои, в которых олово используется вместе с другими металлами, такими как серебро, медь, висмут или сурьма.
Электрические припои имеют более низкую температуру плавления (около 360 ° F), в то время как припои, используемые в сантехнике, имеют более высокие температуры плавления, обычно значительно превышающие 400 ° F. Вот почему электрическая пайка может выполняться с помощью паяльника, в то время как в большинстве случаев пайки в сантехнике используется газовая горелка для нагрева металлов. Электрические припои, как правило, имеют меньшую толщину, что означает, что они плавятся быстрее, в отличие от водопроводных припоев, которые обычно имеют большую толщину и для плавления требуется больше тепла.
В водопроводах существует еще одно различие в том, используются ли трубы для канализации или для питьевой воды.Для первых приемлем припой на основе свинца. Однако большинство местных норм и правил требуют использования бессвинцового припоя для всех соединений водопровода.
Возможно, ключевое различие между электрическим и водопроводным припоем — это тип флюса, который используется в каждом случае. Флюс используется для очистки соединяемых металлов, удаления окислов и предотвращения их образования. Флюс также способствует смачиванию, помогая припою течь и легче сцепляться с металлами.
Обычно электрический припой содержит канифольный сердечник; В припое для сантехники используется флюс на кислотной основе.Поэтому не рекомендуется использовать водопроводный припой для электрических соединений, потому что кислота во флюсе может повредить проводку и привести к сбою соединения.
Сантехника: TechCorner — объяснение пайки и пайки
В течение многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные и проверенные методы во многом схожи, но есть также несколько явных различий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Самый распространенный метод соединения медных труб — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности.Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Рисунок 1. Соединение внахлест — трубчатые детали
Присадочный металл — это металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга. Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840ºF, выполняется пайка. Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство к меди и хочет прилипать к трубке и фитингу из медного сплава.Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла. До 1986 года наиболее распространенным присадочным металлом, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который состоял на 50% из олова (Sn) и на 50% из свинца (Pb). В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды.С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединения или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова.Однако эта повышенная прочность обычно обеспечивается присадочными металлами, изготовленными из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B обозначает пайку, Cu — химический символ меди, а P — химический символ фосфора.Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра. В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или твердой пайкой, существуют определенные основные шаги, которые необходимо выполнять для стабильного получения прочных соединений.Эти основные этапы описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла. Более подробно они описаны в Руководстве по медным трубам CDA.
Независимо от того, используется ли процесс соединения — пайка или пайка, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Рисунок 2. Деталь Трубное соединение
Глубина перекрытия или глубина раструба в фитинге внахлест или капиллярном соединении указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом. Хотя желательно 100% проникновение и заполнение фитинга капиллярного пространства, заполнение 70% паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыка внахлест или заполнении, необходимом для развития полной прочности соединения. В паяных соединениях по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого места соединения по всей длине не является необходимым для достижения полной прочности соединения. Согласно Американскому сварочному обществу (AWS), предполагается, что припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба.Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое небольшое проникновение наполнителя приведет к тому, что правильно изготовленное паяное соединение будет прочнее, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено таким образом, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Эта галтель, или крышка, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтели. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещин под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
Рис. 3. Пояснение правила AWS 3-T
Помимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжиг, или переход от твердого состояния (жесткий) к состоянию после отжига (мягкий). С этим изменением характера происходит внутренняя потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Руководство по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Спецификация присадочных металлов для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
Как паять медные трубы
Хотя существует множество проектов по благоустройству или ремонту дома, которые лучше всего доверить обученным и опытным специалистам, пайка и замена медных труб в вашем доме не обязательно должны быть одним из них. Процесс пайки выглядит немного устрашающе для начинающего самостоятельного проекта, но это довольно простой процесс, если вы будете следовать нескольким основным инструкциям.
Обратите внимание, что вы обязательно должны следовать инструкциям по безопасности на протяжении всего этого руководства.
Необходимые припасы
- Защита глаз
- Перчатки тяжелые
- Противопожарная ткань
- Огнетушитель
- Медная труба
- Фитинги для медных труб
- Труборез
- Инструмент для снятия заусенцев
- Проволочная щетка
- наждачная бумага с зернистостью 120 или тонкая стальная мочалка
- Пропановая горелка и регулятор со встроенным воспламенителем
- Бессвинцовая паяльная паста (также известная как «флюс») с кисточкой для флюса
- Проволока для припоя
- Тряпки
Подготовьте трубы и фитинги
Перед тем, как приступить к какой-либо части этого проекта, обязательно наденьте защиту для глаз.
Отрежьте трубы до длины
- Зажмите трубу между отрезным кругом и направляющим колесом трубореза. Для более длинных трубок заправьте другой конец под колено, чтобы оно было устойчиво.
- Поверните резак, чтобы надрезать трубу по всему периметру.
- Затяните ручку резака на четверть оборота. Снова надрежьте трубу со всех сторон; это сделает линию подсчета очков немного глубже.
- Затяните ручку резака еще на четверть оборота и надрежьте трубу в третий раз.Продолжайте затягивать и надрезать, пока труба не отломится; это займет около восьми ходов.
Очистите и обработайте флюсом трубы и фитинги
- Используйте инструмент для удаления заусенцев или проволочную щетку, чтобы развернуть внутреннюю часть трубы. Заусенец — это небольшой выступ из меди, который образуется и вдавливается в трубу, когда вы ее режете. Если вы не удалите его, он может затруднить поток воды по трубе или вызвать утечку.
- Используйте наждачную бумагу, наждачную бумагу или стальную мочалку, чтобы очистить внешнюю поверхность трубы и ту часть фитинга, которая будет соединяться с трубой.В чистом состоянии труба должна быть блестящей. Как только это будет сделано, не прикасайтесь к трубе голыми руками, чтобы не оставлять жир для тела на поверхности. Это может помешать схватыванию припоя и вызвать утечки.
- Нанесите кистью тонкий слой флюса на последний дюйм трубы.
Совет по безопасности: не наносите флюс пальцами! Это кислота, которая может вызвать повреждение кожи, глаз и других мягких тканей. - Нанесите флюс на внутреннюю поверхность фитингов, где они будут соединяться с трубой.
- Вставьте трубу в фитинг до упора на всю глубину фитинга.
- Сотрите излишки флюса тряпкой.
Паять трубы и фитинги вместе
Перед тем, как приступить к этим действиям, наденьте толстые перчатки и убедитесь, что вы все еще пользуетесь защитными очками. На всякий случай убедитесь, что поблизости есть огнетушитель.
- Накройте любую легковоспламеняющуюся поверхность возле рабочего места противопожарной тканью.
- Отрежьте от 8 до 10 дюймов припоя; согните последние 2 дюйма под углом 90 градусов.
- Зажгите пропановую горелку с помощью встроенного запальника.
- Следуя инструкциям производителя для горелки, отрегулируйте синий конус пламени примерно на 1 1/4 дюйма.
- Держите резак так, чтобы кончик синего конуса пламени касался фитинга. Перемещайте его вперед и назад, чтобы равномерно нагреть фитинг. Не нужно топить трубу горелкой; об этом позаботится тепло от арматуры.Вы должны услышать шипение флюса при нагревании металла.
- Поместите конец паяльной проволоки в стык на противоположной стороне фитинга от пламени горелки. По мере того, как металл нагревается, проволока становится жидкой и течет в стык, заполняя пространство.
- Заполняйте стык до тех пор, пока припой не начнет стекать; для этого потребуется от 1/2 до 3/4 дюйма припоя, в зависимости от размера трубы и фитинга.
- Дайте паяному соединению остыть от 30 до 45 секунд перед приложением любого давления.Удалите излишки припоя.
- Установите трубу и проверьте ее на герметичность. Если он протекает, снимите его, разобрать трубу и фитинг, а затем спаяйте их.
Подсказка
Каждый раз, когда вы отключаете подачу воды к главному клапану в своем доме, не забывайте медленно включать его снова. В результате давление воды будет равномерно распределено по всем компонентам системы, что снизит вероятность выхода из строя более старых трубопроводных фитингов. Это также позволит вам проверить новые фитинги на герметичность, прежде чем подавать на них полное давление воды.
- Очень медленно поворачивайте задвижку (задвижку или шаровой кран), пока не услышите, как через него течет небольшое количество воды.
- Дайте воде стечь в систему в течение нескольких минут.
- Если по прошествии нескольких минут вода все еще течет, вы можете немного увеличить поток, повернув клапан еще на небольшую величину.
- Когда все компоненты системы заполнены водой, вы больше не услышите, как вода течет по трубам.
- Теперь вы можете повернуть клапан в полностью открытое положение.
Если вы паяете уже вставленную трубу, обязательно слейте воду и тщательно просушите внутреннюю часть перед пайкой; пропановая горелка может помочь ускорить это, если применяется осторожно.
Когда паять и когда паять медные провода: взгляд на плюсы и минусы каждой
Когда паять
Для пайки требуется горелка и припой.
Что касается фонарей, то есть два основных типа: дешевые и более дорогие.Дешевый вид — это газовая или пропановая горелка MAPP, в которой используется одноразовый резервуар на 14 унций, который вы можете купить в любом хозяйственном магазине, и также называемый турбо-горелкой.
Более дорогой вариант более объемный и включает в себя два резервуара сжатого газа: кислорода и ацетилена. Если вы когда-либо выполняли сварку, это тоже очень типичная горелка, которую вы будете использовать. Если вы занимаетесь этим надолго, стоит подумать о приобретении кислородно-ацетиленовой установки.
Газ MAPP или пропановое топливо достаточно нагреваются для использования припоя.Ацетилен становится еще горячее, поэтому работа будет выполняться быстрее. Если вы используете очень маленькие и тонкие медные линии, подобные тем, которые чаще используются в новых строительных установках, вы можете даже обнаружить, что ацетилен слишком горячий и сжигает ваши провода. Обычно это можно компенсировать, регулируя давление.
Что касается припоя, то он поставляется в катушке, которую вы разматываете, поскольку вам нужно больше, чтобы расплавить соединение.
Стандартный припой — это металлический сплав, состоящий в основном из олова, никеля или некоторых металлов с относительно низкой температурой плавления.Никогда не используйте припой со свинцом в системах отопления, вентиляции и кондиционирования воздуха. Вам может сойти с рук это в дренажных линиях, арматуре холодной воды и линиях холодной воды, которые не будут испытывать больших изменений давления или температуры, но, как правило, вы захотите использовать тот, который содержит от 15 до 30 процентов серебра, известен как мягкий припой. Чем выше процентное содержание серебра, тем выше температура плавления и тем прочнее будет соединение. Эти припои по-прежнему будут в основном на основе олова или никеля, но волшебным ингредиентом будет серебро.Да, это более дорого, но работа с чем-либо менее 15% серебра становится неуправляемой, и, скорее всего, в конечном итоге вам придется переделывать соединения с припоем, который содержит более высокий процент серебра.
Вы услышите, как люди говорят вам, что на отопительных или холодильных установках вы должны паять. По этому поводу существуют противоречивые мнения, в зависимости от того, с кем вы разговариваете. Чтобы уладить это в ваших собственных уникальных обстоятельствах с устройством, над которым вы работаете, все, что вам нужно сделать, это сравнить характеристики производителя вашего устройства HVAC со спецификациями вашего припоя с содержанием серебра.Например, характеристики типичного припоя, содержащего всего пять процентов серебра:
Эти уровни давления намного выше, чем давление в трубопроводе большинства бытовых и легких коммерческих систем HVAC.
То же самое и с температурой. На линии нагнетания компрессорной установки HVAC в жилом или малом коммерческом секторе часто указывается максимальная температура 225 ° C. Опять же, проверьте руководство производителя, чтобы определить это. Даже если у вашего компрессора плохой день и он нагревается до 300 ° C, он, вероятно, сначала поджарится, прежде чем пятипроцентный серебряный припой достигнет точки плавления около 430 ° C.
Могут ли эти паяные соединения протекать? Да. Могут ли паяные соединения протекать? Да. Если вы работаете в пределах спецификации производителя и ваш блок HVAC протекает, скорее всего, вы плохо выполнили пайку / пайку. Пайка вместо пайки в любом случае не исправит плохой работы.
Хотя могут быть некоторые споры о том, паять или паять с линией нагнетания компрессорной установки, пайка чувствительных соединений, таких как соединения с клапанами, реверсивными клапанами или расширительными клапанами, не является спорным.На них нельзя паять, потому что температура может расплавить резиновые и нейлоновые втулки внутри.
У пайки
также есть два других важных аспекта, которые могут быть полезными в зависимости от того, что вы делаете:
Припой
Silver относится к случаям, когда вы используете припой, содержащий около 45 процентов серебра или выше. Вы не будете использовать этот тип припоя слишком часто. Это полезно при выполнении соединений со сталью, например, при соединении медных проводов со сталью или при соединении стали со сталью.Например, вы можете использовать это на сервисных клапанах, которые крепятся к компрессору.
Использование серебряного припоя с таким процентным содержанием известно как твердый припой. Из-за более высокого процентного содержания серебра температура, необходимая для плавления этого припоя, больше похожа на температуру пайки, поэтому вы можете думать о серебряной пайке как о грани между пайкой и пайкой.
Как паять медную трубу — прочтите, прежде чем пытаться сделать свой собственный перегонный куб! — Learn to Moonshine
Если вы хотите построить свой собственный самогонный аппарат, но не знаете, как его спаять.Не волнуйтесь, это руководство научит вас основам пайки. Если после прочтения этого руководства у вас возникнут какие-либо вопросы, не стесняйтесь оставлять комментарии, и я постараюсь помочь. Если вы хотите припаять нержавеющую сталь к меди, ознакомьтесь с моей статьей: Как паять, сваривать и припаять медь к нержавеющей стали, это особенно полезно при пайке 2-дюймовых трехзажимных зажимов из нержавеющей стали либо к котлу, либо к 2-дюймовой колонне, которая все еще строится. для использования с бойлером для пивных бочонков.
Пайка медной трубы зависит от капиллярного действия, которое втягивает припой в соединение и должным образом герметизирует трубу. Для этого используется тепло от пропановой горелки.Будьте предельно осторожны при пайке, как при работе с открытым пламенем. Также убедитесь, что вы даете суставам остыть, прежде чем прикасаться к ним.
Чтобы ваша жена была довольна, не забудьте спаять свой неподвижный элемент в гараже или на улице. Поверьте, она не обрадуется, когда вы сожжете ее столешницу. Там было сделано!
Какой припой использовать при изготовлении самогонного аппарата?
Убедитесь, что вы используете припой , не содержащий свинца и кадмия, или припой , это важно, потому что вы не хотите, чтобы свинец попадал в ваш самогонный аппарат.Это заставит ваших приятелей ослепнуть. Вы можете использовать припой для сантехников, который продается в вашем местном строительном магазине, и предпочтительнее флюс на водной основе.
Что вам понадобится
- Пропановая горелка
- Труборез или ножовка
- Высококачественный припой для серебра — ** Бессвинцовый
- Медная труба
- Наждачная бумага
- Высококачественный флюс для лужения серебра
- Круглая проволочная щетка
Инструкции:
Шаг 1 — Соберите все, что вам нужно.Распечатайте список материалов из плана, который вы собираетесь построить, и убедитесь, что у вас есть материалы и инструменты, которые я перечислил выше.
Шаг 2 — С помощью трубореза или ножовки разрежьте все медные трубы, включенные в ваш план, на длину. Мне нравится делать всю резку сразу.
Шаг 3 — Используя полоску наждачной бумаги очистите концы медной трубы, которую вы будете паять. Не забудьте также удалить медные заусенцы с внутренней стороны трубы.Когда вы закончите, медь должна стать блестящей. Если вы не удалите окисление с меди, припой не будет должным образом прилипать к трубе, это может привести к утечке самогона в вашем здании, мы не хотим, чтобы это так хорошо его очищало.
Шаг 4 — Используйте круглую проволочную щетку для очистки внутренней части медных фитингов.
Шаг 5 — Прежде чем паять что-либо вместе, соберите все части и убедитесь, что все встало правильно. Может потребоваться некоторая корректировка.
Шаг 6 — Нанесите тонкий слой высококачественного серебряного флюса для лужения на все поверхности, которые вы будете паять. Убедитесь, что вы попали внутрь любых фитингов и снаружи всех медных труб. Теперь соберите перегонный куб.
Шаг 7 — Зажгите пропановую горелку. Нагрейте соединение, которое вы хотите припаять, с помощью внутреннего пламегасителя, медленно перемещая его, чтобы равномерно нагреть фитинг.
Шаг 8 — Через 5-10 секунд прикоснитесь концом припоя к верхней части соединения.Если медь достаточно горячая, в стык должен втянуться припой. Теперь вы должны увидеть, как припой капает с нижней части соединения. Если нет, продолжайте нагрев.