Объем электролита в 55 аккумуляторе: Сколько электролита в аккумуляторе 60
Содержание
объем АКБ 55 и 60
Аккумулятор — это один из двух источников тока, которые питают энергией каждый автомобиль с двигателем внутреннего сгорания. Для его зарядки на машине установлен генератор. Эти элементы работают поочерёдно. Чтобы генератор надёжно работал, необходим электролит. В инструкции точно указано, сколько электролита в аккумуляторе. 60 а/ч — это показатель ёмкости. Автомобильная батарея с такой характеристикой может давать ток силой в три ампера в течение 20 часов. Полная маркировка этой батареи — 6 ст-60.
Накопитель электричества в автомобиле
Современные машины с бензиновым и дизельным двигателем комплектуются свинцово-кислотной аккумуляторной батареей, которая состоит из свинцовых электродов и электролита. Как правило, АКБ, предназначенная для легковых автомобилей, состоит из 6 элементов, соединённых последовательно. Каждое из звеньев имеет электродвижущую силу порядка 2,1 вольта.
Легко посчитать, что номинальное напряжение батареи составляет 12,6 вольта, количество электролита в аккумуляторе 60 составляет около трёх литров, АКБ 132 около десяти литров.
Основным параметром аккумулятора является его ёмкость, выраженная в ампер-часах (Ah) и пусковой ток амперах (А). Ёмкость зависит от режима разряда, в связи с этим внесена норма для расчёта 10 часов, т. е. батарея 55 Ah разрядится в течение 10 часов, при расходе тока 5,5 ампер, а объем электролита в аккумуляторе 55 примерно 2,5 литра.
Источник тока в машине обеспечивает электроэнергией электрические приборы, датчики, светильники во время стоянки (когда двигатель не работает) или при слишком малой частоте вращения коленчатого вала. Таким образом, понятно, что, когда заводится машина, стартер и система зажигания используют ток только от стационарного источника питания. Более того, именно он позволяет, например, прослушивать радио во время стоянки автомобиля. Во время езды её роль заканчивается, единственным источником тока является генератор.
Об аккумуляторах часто вспоминают во время зимы с наступлением сильных морозов, ибо он разочаровывает многих водителей, когда температура падает до нескольких градусов ниже нуля. Это происходит потому, что при морозах ёмкость накопителя резко уменьшается, вызывая проблемы с запуском двигателя. В экстремальных условиях может произойти замерзание кислотного раствора, что необратимо повредит аккумулятор.
Это происходит потому, что при морозах ёмкость накопителя резко уменьшается, вызывая проблемы с запуском двигателя. В экстремальных условиях может произойти замерзание кислотного раствора, что необратимо повредит аккумулятор.
Когда-то существовал обычай, что во время морозов и низких температур, водитель снимал с автомобиля аккумулятор во время стоянки и забирал его на ночь в тёплое помещение, а устанавливал только непосредственно перед поездкой.
В наше время, некоторые производители не рекомендуют самостоятельное вмешательство в батарею, ибо отключение может привести к повреждению электроники и стиранию памяти драйверов.
Функции электролита
Аккумуляторная батарея заполняется на 37% электролитом. Без сомнения, можно сделать вывод, что он необходим для нормального функционирования источника питания автомобиля. Поэтому у свинцово-кислотного раствора необходимо постоянно контролировать:
Поэтому у свинцово-кислотного раствора необходимо постоянно контролировать:
- плотность;
- уровень;
- чистоту.
При падении уровня электролита может произойти открытие пластин, а это чревато сульфатацией, при этом они значительно потеряют свои свойства. Особенно это опасно при проблеме с зажиганием, продолжительном периоде простоя автомобиля, эксплуатации в зимний период. В долгосрочной перспективе это приведёт к рассыпанию пластин и необратимому повреждению аккумулятора.
Если есть доступ к специальным отверстиям, через которые можно долить дистиллированную воду, необходимо их открыть и проверить состояние пластин и уровень раствора. Если возникли проблемы необходимо привести в норму показатели электролита. Просто долить немного дистиллированной воды, чтобы слегка покрыть пластины.
Следует иметь в виду, что доступ к ним затруднён и возможен только через длинное и узкое отверстие. Теоретически можно приобрести шприц и попытаться восполнить недостаток, но лучше обратиться в специализированную мастерскую и провести полное обслуживание батареи.
Поддержка специалистов
Отсутствие доступа к банкам не означает, что аккумулятор нельзя обслужить. Мастера сервисного центра его протестируют и в случае надобности попытаются восстановить. Это не сложная операция, но, без сомнения, требует много времени и практики.
Не стоит недооценивать низкий уровень электролита в аккумуляторе, даже когда кажется, что он незначительно ниже нормы. Однако это в значительной степени влияет на работу аккумулятора, только профессионалы знают сколько нужно электролита в 60 аккумулятор, поэтому им можно доверить этот капризный узел автомобиля, какой часто приносит сюрпризы.
Каковы действия автовладельца, когда выяснилось, что аккумулятор требует зарядки. Для этого необходимо помнить о некоторых правилах:
- Во-первых, сначала отсоединить отрицательный, а затем положительный полюсы.
- Во-вторых, при демонтаже не наклонять батарею, чтобы уменьшить риск утечки электролита.
- Подключив аккумулятор к зарядному устройству, рекомендуется заряжать его в помещении с хорошей вентиляцией, потому что в процессе зарядки выделяется водород и кислород.

Как правило, он заряжается несколько часов, чтобы не было перезарядки лучше использовать выпрямитель, который автоматически отрегулирует процесс и время зарядки.
В автомагазинах продаются аккумуляторы, которые не требуют обслуживания. Выражение «отсутствие необходимости в обслуживании» означает, что в этом приборе меньше убыли электролита по сравнению с традиционным кислотным аккумулятором.
Но это не освобождает пользователя от ухода за ним и соблюдения основных правил его эксплуатации.
Часто неопытные владельцы легковых машин устанавливают на них аккумулятор ёмкостью выше, чем рекомендует производитель. Например, вместо рекомендованного 6 ст-55 устанавливают 6 ст-75, зная, сколько электролита в аккумуляторе 75, но не понимают, что он слишком большой и будет заведомо не полностью заряженный, поэтому износится быстрее, чем его меньший аналог.
Как обращаться с аккумулятором
Для того чтобы накопитель электрического тока служил долго необходимо соблюдать некоторые рекомендации от специалистов:
- Зимой, перед запуском двигателя выключить все ненужные электрические приборы (радио, свет, вентилятор).
- Не нагружать источник тока длительным вращением стартёра. Производить короткие, до пяти секунд интервалы и между отдельными пробами дать ему отдохнуть около половины минуты.
- Помнить о нажатии на сцепление во время этого действия, это существенным образом облегчит вращение коленчатого вала двигателя.
- При эксплуатации автомобиля в городском режиме, иногда стоит выполнить более длинную поездку, чтобы аккумулятор имел возможность полностью зарядиться.

Правильная зарядка
Это ненормально, когда машину невозможно запустить без помощи извне. Энергетический баланс транспортного средства должен быть постоянным. Зарядка батареи во время работы двигателя должна проводиться исправно, а генератор вырабатывать столько тока, сколько потребляет авто.
Однако на практике это не всегда так. Поэтому один и тот же аккумулятор на одной машине, работает без проблем даже 8 лет, а на другой уже второй зимний сезон часто подводит водителя. Это потому что аккумулятор, во-первых, не терпит постоянной неполной зарядки, а во-вторых, неэкономно используется ток, например, музыка, свет во время стоянки.
Это потому что аккумулятор, во-первых, не терпит постоянной неполной зарядки, а во-вторых, неэкономно используется ток, например, музыка, свет во время стоянки.
Ничто так не вредит батарее, как частые и длительные разрядки, заниженный заряд или перезаряд. Во всех этих случаях причиной может быть слишком слабый или слишком сильный ток зарядки. Это легко проверить в мастерской, и просто исправить. Берегите свой аккумулятор, для этого выполняйте рекомендации профессионалов:
- Не приближаться с огнём во время зарядки, есть опасность вспышки выделяемого водорода.
- Нельзя соединять полюса куском металла.
- Оставлять автомобиль без подзарядки накопителя на период более двух месяцев рискованно.
- Надёжно крепить батарею к кузову автомобиля.
- Перегружать прибор, заряжая слишком большим током или напряжением запрещено.
- Эксплуатировать слишком большим потреблением тока стартёром.
Нельзя надевать клемы на аккумулятор, ударяя сверху.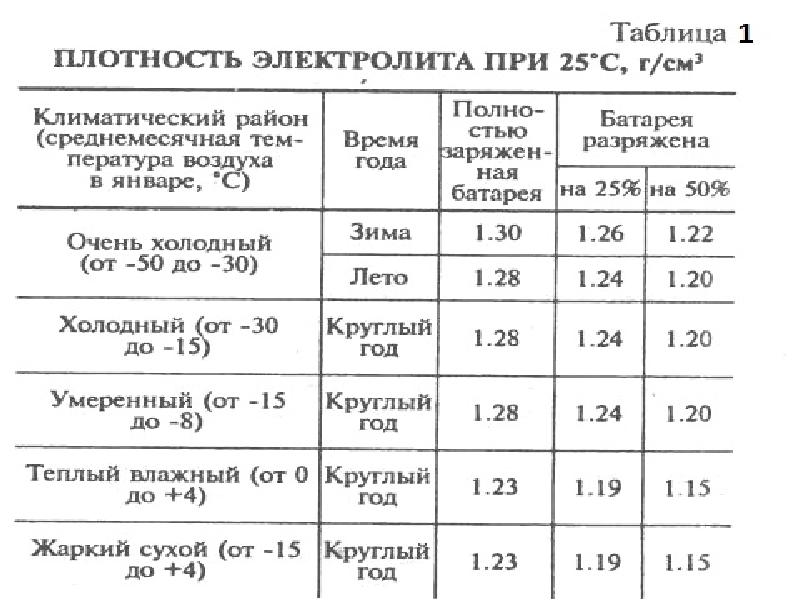 Необходимо раскрутить винт, разогнуть отвёрткой посадочное место на кабеле, аккуратно надеть на электрод.
Необходимо раскрутить винт, разогнуть отвёрткой посадочное место на кабеле, аккуратно надеть на электрод.
Выбор аккумуляторной батареи
Если источник энергии в машине разочаровывает все чаще и чаще, скорее всего, единственным выходом из ситуации является покупка нового. Консультанты сервиса по ремонту авто рекомендуют выбрать продукцию известных, авторитетных производителей, которые обеспечивают качество и простота в использовании, например, аккумулятор 6 ст-62, у него ёмкость 62 а/ч, а пусковой ток 550 а/ч, сколько электролита в аккумуляторе 62 указано в инструкции по эксплуатации от производителя.
Чаще всего на легковой автомобиль устанавливают накопительный прибор 6 ст-60, у него ёмкость 60 а/ч, сколько литров электролита в аккумуляторе 60, можно найти в паспорте изделия.
Первым этапом выбора является определение правильной технологии. В настоящее время на рынке существует три основных типа аккумуляторов. Батарея с жидким электролитом. Это традиционная конструкция, которая устанавливается на машины, водителями, совершающими поездки на длинные расстояния. Аккумуляторные батареи AGM. Эти батареи отлично служат водителям автомобилей с гибридным приводом, которые эксплуатируются интенсивно.
В настоящее время на рынке существует три основных типа аккумуляторов. Батарея с жидким электролитом. Это традиционная конструкция, которая устанавливается на машины, водителями, совершающими поездки на длинные расстояния. Аккумуляторные батареи AGM. Эти батареи отлично служат водителям автомобилей с гибридным приводом, которые эксплуатируются интенсивно.
Гелевые источники постоянного тока отличаются применением силикагеля, который уплотняет электролит. Они находят применение там, где требуется длительное питание — например, в домах-фургонах, но не подходят для применения в качестве стартерных аккумуляторов.
Страница не найдена — Энциклопедия аккумуляторов
Автомобильные
Выполнить зарядку аккумуляторной батареи намного сложнее, чем подключить обычный зарядник. Если автолюбитель хочет сделать
Если автолюбитель хочет сделать
Обзор
Владельцы мототехники неизменно сталкиваются с необходимостью покупки батареи для своего железного коня. Качественный аккумулятор
Автомобильные
Никто не знает, почему автомобиль отказывается заводиться именно тогда, когда он больше всего нужен.
Для телефонов
Современные смартфоны поражают своим функционалом. С их помощью можно выходить в интернет, отвечать на
С их помощью можно выходить в интернет, отвечать на
Автомобильные
Мировой рынок аккумуляторов на сегодняшний день заполнен разнообразной продукцией большого количества поставщиков. Есть здесь
Автомобильные
Аккумулятор — важная часть многих электронных устройств, автомобиль не исключение. Он заводит машину, питает
Страница не найдена — Энциклопедия аккумуляторов
Автомобильные
В продаже сегодня предлагается широкий выбор АКБ для автомобилей от самых разных производителей. Есть
Есть
Автомобильные
Новые автомобильные АКБ имеют довольно высокую стоимость, а выйти из строя они могут из-за
Для телефонов
Планшетные компьютеры и смартфоны на базе ОС Android нередко «страдают» от частой проблемы: через
Автомобильные
Раствор электролита является катализатором электрохимической реакции, благодаря которой аккумуляторная батарея работает. Он на 65%
Он на 65%
Автомобильные
Необходимость в извлечении аккумуляторной батареи со штатного места может возникнуть в силу разных причин.
Автомобильные
Приобретая транспорт для своих малышей, родителям часто приходится сталкиваться с заменой аккумулятора для детского
Страница не найдена — Энциклопедия аккумуляторов
Автомобильные
Современные аккумуляторные батареи способны питать автомобиль на протяжении длительного периода, а также генерировать мощный
Автомобильные
Иногда на аккумуляторных клеммах появляется беловатый налет, что доставляет множество проблем не только начинающим
Автомобильные
Немецкое качество — это понятие стало нарицательным. В полной мере это относится и к
В полной мере это относится и к
Щелочные
Очень популярный вид энергетического накопителя — щелочные аккумуляторы — это объясняется их многофункциональностью. В
Автомобильные
Заменять аккумулятор рано или поздно приходится для каждой машины, исключением в этом случае не
Автомобильные
Любая деталь автомашины требует контроля и своевременного обслуживания. Роль батареи в авто является одной
Роль батареи в авто является одной
Сколько электролита должно быть в аккумуляторе?
Как показывает практика далеко не каждый, кто интересуется вопросом, сколько электролита в аккумуляторе, знает, что вообще такое электролит и зачем он нужен, поэтому сейчас вы получите ответы на все озвученные вопросы. Итак, обо всем по порядку.
Что такое электролит и зачем он вообще нужен?
Если вы уже успели прочитать на нашем портале статью: «Какая кислота в аккумуляторе автомобиля», то общее представление об электролите вы уже имеете. Если нет – разъясняем.
Электролит – это раствор серной кислоты и простой дистиллированной воды. Им в нужной концентрации и объеме заполняют свинцово-кислотные аккумуляторные батареи для того, чтобы те благодаря химическим процессам происходящим с этим раствором могли хранить энергию. Отсюда, если концентрация или количество электролита в АКБ уменьшается, она перестает справляться в полной мере со своими обязанности и начинает нуждаться в замене или восстановлении. В последнем случае перед автомобилистами как раз и встает вопрос: сколько электролита должно быть в аккумуляторе.
В последнем случае перед автомобилистами как раз и встает вопрос: сколько электролита должно быть в аккумуляторе.
Итак, сколько электролита должно быть в АКБ?
То, сколько электролита должна содержать аккумуляторная батарея автомобиля для максимально эффективной своей работы, напрямую определяется ее емкостью. Конечно, в зависимости от производителя возможна некоторая разбежка, но в целом объем электролита для аккумуляторов разной емкости будет следующим:
- 55 А·ч – 2,5 л +/- 100 г;
- 60 А·ч – 2,7-3 л;
- 62 А·ч – около 3 л;
- 65 А·ч – около 3,5 л;
- 75 А·ч – 3,7-4 л;
- 90 А·ч – 4,4-4,8 л;
- 190 А·ч – порядка 10 л.
Но это лишь примерный литраж, он нужен больше для справки перед походом в магазин. В процессе же восстановления аккумулятора нужно ориентироваться не на него, а на особые метки, присутствующие на корпусе последнего. Теперь подробнее.
Какой должен быть уровень электролита в аккумуляторе?
Если в вашем аккумуляторе присутствует шкала с минимумом и максимумом, то вопрос, до какого уровня следует заливать электролит, решается очень просто – по верхнюю черту, то есть до отметки «MAX»,
Если же такой шкалы нет, возможно, в отверстиях вашего аккумулятора есть «язычки», тогда электролита в АКБ нужно заливать столько, чтобы они покрылись 5 мм слоем раствора (полностью в него погрузились).
Ну, а если нет ни того, ни другого, залейте в АКБ электролит в рекомендуемом выше объеме (его должно быть не под завязку, а чуть меньше), а затем для самоконтроля возьмите стеклянную трубочку, диаметром до 5 мм и опустите ее внутрь АКБ, пока она не упрется в предохранительный щиток. Закройте верхнее отверстие трубочки пальцем и выньте ее наружу. Если уровень оставшегося в ней электролита находится в пределах 10-15 мм вы все сделали правильно – уровень электролита в АКБ оптимален.
Важно!
Если вы заметили, что уровень электролита в автомобильном аккумуляторе со временем стал меньше необходимого, его восполнение следует осуществлять лишь дистиллированной водой с небольшой плюсовой температурой – 15-25˚С, подробнее в статье – «Как поднять плотность электролита в аккумуляторе». Электролит может использоваться лишь в отношении абсолютно пустых АКБ.
Видео.
Рекомендую прочитать:
55, 60, 75, 132, 190, количество, сколько нужно лить, объем
Автор Акум Эксперт На чтение 6 мин Просмотров 370 Опубликовано
Самые распространённые автомобильные аккумуляторы – ёмкостью 60 А/ч и выше т.к. модели АКБ меньшей ёмкости просто не обеспечивают силу тока для запуска двигателя большинства машин. А сколько электролита в них лить разберемся в статье.
Таблица объёма электролита в аккумуляторах
Чтобы понять, сколько электролита должно быть в аккумуляторе, исходят из такого принципа: чем выше ёмкость батареи, тем больше потребуется использовать свинца, что скажется на ее объёме. Также нужно больше электролита для нормальной работы батареи.
В продаже имеются упаковки разных объемов — от 1 до 20 литров. Можно купить канистру 5 литров для доливки, её хватит для большинства АКБ. Но электролит — химически активная жидкость, и хранить его больше 1 года в полиэтиленовой канистре не рекомендуется.
Для удобства вычисления значений ёмкости аккумуляторных батарей и объёма заливаемого в них электролита сведены в таблицу. Пользуясь ей, можно быстро определить, сколько электролита в аккумуляторе 60 А*ч и другой ёмкости.
В статье рассматриваются только обслуживаемые АКБ. В необслуживаемых батареях уровень электролита остаётся примерно одинаковым на протяжении всего периода эксплуатации.
| Емкость АКБ, А*час | Объем электролита, л |
|---|---|
| 55 | 2,5 |
| 60 | 2,7-3,0 |
| 75 | 3,7-4,0 |
| 90 | 4,4-4,8 |
| 132 | 9,5 |
| 190 | 10 |
Для определения ёмкости АКБ, установленной в автомобиле, необходимо правильно расшифровать её маркировку. Аккумуляторы отечественного производства маркируются по ГОСТу 959-91. Маркировка включает 4 категории. Читается слева направо.
Первая, цифровая, говорит о количестве банок в АКБ. Вторая категория, буквенная («СТ»), сообщает, что батарея стартерная. Третья часть, числовая, указывает на ёмкость в ампер*часах (А*час). Четвертая, буквенная, указывает на особенности исполнения батареи.
Например, для батареи 6СТ-75 АЗ расшифровка маркировки указывает на то, что цифра «6» обозначает количество элементов АКБ.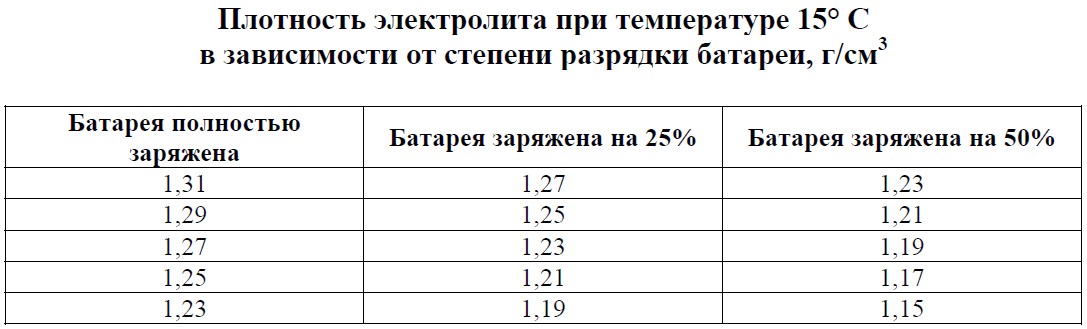 Буквы «СТ» указывают, что АКБ стартерная, число «75» — это ёмкость аккумулятора в А*час. Сочетание «АЗ» говорит о том, что в АКБ применена общая для всех элементов крышка. Перед продажей АКБ была заполнена электролитом и заряжена.
Буквы «СТ» указывают, что АКБ стартерная, число «75» — это ёмкость аккумулятора в А*час. Сочетание «АЗ» говорит о том, что в АКБ применена общая для всех элементов крышка. Перед продажей АКБ была заполнена электролитом и заряжена.
Для маркировки АКБ, изготовленных в Европе, применяются два стандарта. ENT является международным, а в Германии используется DIN.
Для расшифровки маркировки, нанесенной по стандарту ENT, надпись нужно поделить на 4 части.
Первая говорит о диапазоне ёмкости батареи в А*ч. Причем цифра «5» сообщает о диапазоне до 99 А*ч, цифра «6» — от 100 до 199 А*ч, а «7» — от 200 до 299 А*ч.
Вторая часть — обозначение точной ёмкости АКБ. В третьей части маркировки, состоящей из трех цифр, указаны конструктивные отличия модели — тип исполнения корпуса, полярность аккумулятора, вид и т. д. Оставшиеся три цифры указывают на пусковой ток в амперах. Для того чтобы его определить, это значение умножается на 10.
Кроме числовых обозначений на маркировке можно увидеть пиктограммы. Они указывают на особенности АКБ — совместимость с другим оборудованием, возможность работы с системой «Старт-стоп», назначение батареи и т. п.
Они указывают на особенности АКБ — совместимость с другим оборудованием, возможность работы с системой «Старт-стоп», назначение батареи и т. п.
Маркировка по стандарту DIN похожа на нанесённую по стандарту ENT. Она условно делится на 3 части. В первой, состоящей из одной цифры, указан диапазон ёмкости аккумулятора: цифра «5» говорит о ёмкости до 100 А*ч, «6» — до 200 А*ч, «7» — выше 200 А*ч. Вторая и третья цифры обозначают ёмкость АКБ, последняя, четвёртая и пятая — полярность, габариты, тип корпуса и т. п.
Как проверить уровень электролита
В АКБ с полупрозрачным корпусом производитель предусмотрел специальные отметки, по которым определяется содержание электролита. Для этого нужно установить батарею на ровную поверхность и на свету определить его уровень. Он должен находиться между отметок MIN и MAX.
Если корпус аккумуляторной батареи непрозрачный, уровень определяется специальной стеклянной мерной трубочкой. Если такого приспособления нет, подойдёт прозрачный корпус от шариковой авторучки.
Аккумуляторную батарею следует отсоединить от клемм, снять крепления и установить на ровной поверхности. Затем открутить пробки на заливочных горловинах. Замеряется уровень электролита просто — трубочка опускается в каждый отсек АКБ до соприкосновения с пластинами. Большим пальцем руки верхний конец трубочки зажимается, и она вынимается из отсека.
Проверка уровня электролита
По линейке или по отметкам на трубочке определяется уровень. Он должен быть от 12 до 15 мм. Если уровень электролита ниже этих значений, следует долить дистиллированной воды до требуемого. При значительном понижении уровня или для доливки в новую, сухозаряженную АКБ применяется электролит.
Доливать дистиллированную воду нужно потому что в аккумуляторе начинает испаряться вода. Серная кислота в основном не испаряется.
Понижение уровня электролита может быть связано с неисправностью реле-регулятора автомобиля. При этом зарядный ток от генератора не ограничивается, и аккумулятор находится в режиме постоянного заряда.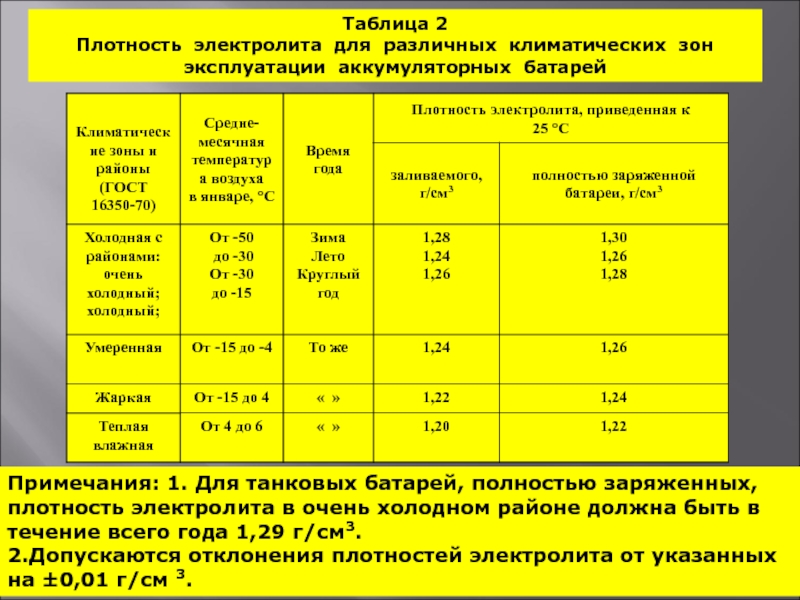 Происходит «закипание» электролита и испарение воды.
Происходит «закипание» электролита и испарение воды.
Проверка и выравнивание плотности
Кроме замеров уровня нужно . При замере плотности учитываются климатические особенности местности. Для проверки применяют специальные приборы — ареометры. Они бывают двух типов: постоянной массы и поплавковые.
Ареометр прямого измерения
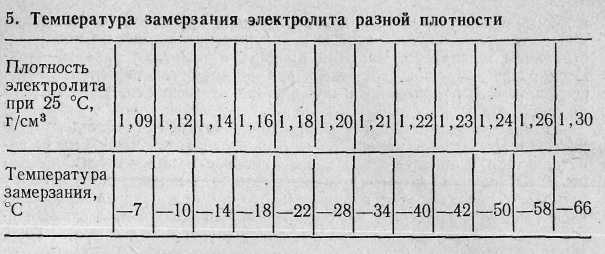
Плотность должна находиться в пределах 1,27 г/см³ во всех отсеках для регионов со средним умеренным климатом. Если она низкая, при отрицательных температурах электролит замерзает. Батарея неизбежно выйдет из строя.
Если плотность выше требуемой, срок службы аккумулятора снижается из-за сульфатации пластин и выпадения солей в осадок. Последний при достижении определенного уровня может замкнуть пластины в отсеке АКБ. Это повлияет на ёмкость и пусковой ток аккумулятора.
Плотность электролита замеряется при температуре воздуха +25 °С.
После определения уровня и плотности электролита аккумуляторную батарею нужно зарядить. Но перед этим подождать не менее трех часов для распределения электролитических свойств жидкости.
Но перед этим подождать не менее трех часов для распределения электролитических свойств жидкости.
Перед зарядом аккумуляторную батарею нужно снять с автомобиля, установить на ровной площадке, очистить корпус от загрязнений. Также необходимо зачистить клеммы аккумулятора от оксидной пленки и загрязнений. Пробки заливных горловин всех банок нужно снять.
Подведем итоги
Срок службы аккумуляторной батареи автомобиля зависит от поддержания таких параметров: уровень и плотность электролита и уровень заряда. В противном случае любой, даже самый дорогой аккумулятор от известных мировых производителей быстро выйдет из строя.
Замеры уровня, доливка электролита и заряд аккумуляторной батареи производятся в хорошо проветриваемом помещении с применением средств защиты лица, глаз и рук. Попадание электролита на незащищённые части тела вызывает сильный химический ожог, а вдыхание его паров — отравление и заболевания. Не допускается использование открытого огня вблизи аккумуляторной батареи.
Сколько свинца в аккумуляторе | Таблица содержания свинца по маркам АКБ
От того, сколько свинца в аккумуляторе, зависит цена источника питания при продаже на лом. Зная точное количество металла, вы решите, как поступить с батареей: разобрать и сдать чистый цветной металл или отправить на переработку в собранном виде.
Содержание свинца в различных типах аккумуляторов
Приём б/у аккумуляторов включает анализ устройства на содержание металлов в составе. Количество цветмета зависит от ёмкости АКБ и представлено такими значениями:
- 55 А/ч. Всего – до 10,5 кг свинца. Извлечь без специального оборудования получится около 3-3,5 кг.
- 60 А/ч. Всего – 12 кг. Сколько свинца в АКБ доступного к самостоятельному извлечению? Только 3,4 кг чистого сплава.
- 75 А/ч. Всего – 15,5 кг. Для самостоятельного извлечения доступно 4,5 кг.
- 90 А/ч. Всего – 19 кг, из которых вы извлечёте 5,5 кг.
- 190 А/ч. Всего – 30 кг, количество добываемое вручную сплава – 8-9 кг.

Чаще встречаются источники питания на 55, 60 и 190 А/ч. Ёмкие модели выгоднее разбирать и сдавать на лом чистый металл.
Сколько электролита в аккумуляторе?
Сколько свинца в 1 аккумуляторе зависит от содержания электролита. Рабочее вещество занимает 20-25% от массы устройства. Точный объём жидкости связан с ёмкостью источника.
В батареях на 55 А/ч – 2,5 литра электролита. Для моделей на 60 А/ч используют на 0,2-0,5 литра больше. Чем выше ёмкость устройства, тем больше электролита требуется.
Вес составных частей аккумулятора
Когда проводится скупка аккумуляторов, важно не только сколько свинца в автомобильном аккумуляторе или устройствах другого типа. Важен вес всех элементов конструкции, так как некоторые из них тоже подходят для утилизации и могут принести доход.
Общее содержание неметаллических элементов, а также цветных металлов другого вида – 10-12% от массы устройства. Для установления точного веса понадобится разобрать источник питания и взвесить каждую пластину и другие составляющие. В обычном АКБ на 55 Ампер содержится 1,5-1,7 кг неметаллических элементов (то есть выполненных из ПВХ).
В обычном АКБ на 55 Ампер содержится 1,5-1,7 кг неметаллических элементов (то есть выполненных из ПВХ).
Зачем знать содержание свинца в аккумуляторе?
Компания К-2 занимается скупкой металлолома, в том числе источников питания для переработки и утилизации. Зная, сколько цветного металла в устройстве, вы заранее просчитаете стоимость батареи и выберите удобный вариант сотрудничества – с самостоятельным разбором и АКБ на цветмет или предоставив сортировку и прочие сложные работы нашим сотрудникам.
Аккумуляторы стартерные
| Наименование | Масса, кг |
| Аккумулятор 6 ст-55 | 12,1 |
| Аккумулятор 6 ст-60 | 13,2 |
| Аккумулятор 6 ст-66 | 14,3 |
| Аккумулятор 6 ст-74 | 15,4 |
| Аккумулятор 6 ст-77 | 16,2 |
| Аккумулятор 6 ст-90 | 20,5 |
| Аккумулятор 6 ст-100 | 19,8 |
| Аккумулятор 6 ст-110 | 25,6 |
| Аккумулятор 6 ст-132 | 31,4 |
| Аккумулятор 6 ст-140 | 36,9 |
| Аккумулятор 6 ст-190 | 47,9 |
| Аккумулятор 6 ст-215 | 27,3 |
| Аккумулятор 3 ст-150 эм | 23,2 |
| Аккумулятор 3 ст-155 эм | 25 |
| Аккумулятор 3 ст-215 эм | 35,8 |
| Аккумулятор 6 ст-50 эм | 17,5 |
| Аккумулятор 6-ст 55 эм | 19,2 |
| Аккумулятор 6 ст-60 эм | 21,1 |
| Аккумулятор 6 ст-75 эм | 25,6 |
| Аккумулятор 6 ст-75 тм | 23,9 |
| Аккумулятор 6 ст-90 эм | 30,4 |
| Аккумулятор 6 ст-132 эм | 43,1 |
| Аккумулятор 6 ст-182 эм | 60,4 |
| Аккумулятор 6 ст-190 тм | 61,7 |
Стационарные АКБ открытого типа
| Наименование | Масса, кг |
| Аккумулятор ПСК, СК-1 | 6,8 |
| Аккумулятор ПСК, СК-2 | 12 |
| Аккумулятор ПСК, СК-3 | 16 |
| Аккумулятор ПСК, СК-4 | 21 |
| Аккумулятор ПСК, СК-5 | 25 |
| Аккумулятор ПСК, СК-6 | 30 |
| Аккумулятор ПСК, СК-8 | 37 |
| Аккумулятор ПСК, СК-10 | 46 |
| Аккумулятор ПСК, СК-12 | 53 |
| Аккумулятор ПСК, СК-14 | 61 |
| Аккумулятор ПСК, СК-16 | 68 |
| Аккумулятор ПСК, СК-18 | 101 |
| Аккумулятор ПСК, СК-20 | 110 |
| Аккумулятор ПСК, СК-24 | 138 |
| Аккумулятор ПСК, СК-28 | 155 |
| Аккумулятор ПСК, СК-32 | 172 |
| Аккумулятор ПСК, СК-36 | 188 |
| Аккумулятор ПСК, СК-40 | 208 |
| Аккумулятор ПСК, СК-44 | 226 |
| Аккумулятор ПСК, СК-48 | 243 |
| Аккумулятор ПСК, СК-52 | 260 |
| Аккумулятор ПСК, СК-56 | 278 |
| Аккумулятор ПСК, СК-60 | 295 |
| Аккумулятор ПСК, СК-64 | 312 |
| Аккумулятор ПСК, СК-68 | 330 |
| Аккумулятор ПСК, СК-72 | 347 |
| Аккумулятор ПСК, СК-76 | 365 |
| Аккумулятор ПСК, СК-80 | 382 |
| Аккумулятор ПСК, СК-84 | 397 |
| Аккумулятор ПСК, СК-88 | 414 |
| Аккумулятор ПСК, СК-92 | 434 |
| Аккумулятор ПСК, СК-96 | 450 |
| Аккумулятор ПСК, СК-104 | 467 |
| Аккумулятор ПСК, СК-108 | 487 |
| Аккумулятор ПСК, СК-112 | 506 |
| Аккумулятор ПСК, СК-116 | 524 |
| Аккумулятор ПСК, СК-120 | 541 |
| Аккумулятор ПСК, СК-124 | 559 |
| Аккумулятор ПСК, СК-128 | 577 |
| Аккумулятор ПСК, СК-132 | 592 |
| Аккумулятор ПСК, СК-136 | 312 |
| Аккумулятор ПСК, СК-140 | 631 |
| Аккумулятор СКЭ-16 | 69 |
| Аккумулятор СКЭ-18 | 75 |
| Аккумулятор СКЭ-20 | 85 |
| Аккумулятор СКЭ-24 | 105 |
| Аккумулятор СКЭ-28 | 120 |
| Аккумулятор СКЭ-32 | 144 |
| Аккумулятор СКЭ-36 | 159 |
| Аккумулятор СКЭ-40 | 176 |
| Аккумулятор СКЭ-44 | 191 |
| Аккумулятор СКЭ-48 | 208 |
| Аккумулятор СКЭ-52 | 223 |
| Аккумулятор СКЭ-56 | 240 |
| Аккумулятор СКЭ-60 | 255 |
| Аккумулятор СКЭ-64 | 271 |
| Аккумулятор СКЭ-68 | 287 |
| Аккумулятор СКЭ-72 | 303 |
| Аккумулятор СКЭ-76 | 319 |
Стационарные АКБ закрытого типа
| Наименование | Масса, кг |
| Аккумулятор 3 СН-36 | 13,2 |
| Аккумулятор СН-72 | 7,5 |
| Аккумулятор СН-108 | 9,5 |
| Аккумулятор СН-144 | 12,4 |
| Аккумулятор СН-180 | 14,5 |
| Аккумулятор СН-216 | 18,9 |
| Аккумулятор СН-228 | 23,3 |
| Аккумулятор СН-360 | 28,8 |
| Аккумулятор СН-432 | 34,5 |
| Аккумулятор СН-504 | 37,8 |
| Аккумулятор СН-576 | 45,4 |
| Аккумулятор СН-648 | 48,6 |
| Аккумулятор СН-720 | 54,4 |
| Аккумулятор СН-864 | 64,5 |
| Аккумулятор СН-1008 | 74,2 |
| Аккумулятор СН-1152 | 84 |
Корреляция объема электролита и электрохимических характеристик в литий-ионных ячейках с графитовыми анодами и катодами NMC532 (журнальная статья)
Ан, Сон Джин, Ли, Цзяньлинь, Моханти, Дебасиш, Дэниел, Клаус, Ползин, Брайант Дж. , Крой, Джейсон Р., Э. Траск, Стивен и Вуд, Дэвид Л. Корреляция объема электролита и электрохимических характеристик в литии - Ячейки с ионным мешком с графитовыми анодами и катодами NMC532. США: Н.стр., 2017.
, Крой, Джейсон Р., Э. Траск, Стивен и Вуд, Дэвид Л. Корреляция объема электролита и электрохимических характеристик в литии - Ячейки с ионным мешком с графитовыми анодами и катодами NMC532. США: Н.стр., 2017.
Интернет. https://doi.org/10.1149/2.1131706jes.
Ан, Сон Джин, Ли, Цзяньлинь, Моханти, Дебасиш, Дэниел, Клаус, Ползин, Брайант Дж., Крой, Джейсон Р., Э. Траск, Стивен и Вуд, Дэвид Л. Корреляция объема электролита и электрохимических характеристик в литии - Ячейки с ионным мешком с графитовыми анодами и катодами NMC532. Соединенные Штаты. https://doi.org/10.1149/2.1131706jes
Ан, Сон Джин, Ли, Цзяньлинь, Моханти, Дебасиш, Даниэль, Клаус, Ползин, Брайант Дж., Крой, Джейсон Р., Э. Траск, Стивен и Вуд, Дэвид Л. Пт.
«Корреляция объема электролита и электрохимических характеристик в литий-ионных ячейках с графитовыми анодами и катодами NMC532». Соединенные Штаты. https://doi.org/10.1149/2.1131706jes. https://www.osti.gov/servlets/purl/1352759.
Соединенные Штаты. https://doi.org/10.1149/2.1131706jes. https://www.osti.gov/servlets/purl/1352759.
@article {osti_1352759,
title = {Корреляция объема электролита и электрохимических характеристик в литий-ионных ячейках с графитовыми анодами и катодами NMC532},
author = {An, Seong Jin and Li, Jianlin and Mohanty, Debasish and Daniel, Claus и Ползин, Брайант Дж.и Крой, Джейсон Р. и Э. Траск, Стивен и Вуд, Дэвид Л.},
abstractNote = {В данной работе сообщается об исследованиях, направленных на изучение корреляции между объемом электролита и электрохимическими характеристиками полноценных элементов, ячеек-пакетов, состоящих из графит / Li1,02Ni0,50Mn0,29Co0,19O2 (NMC-532) в качестве электродов и 1,2 M LiPF6 в этиленкарбонате: этилметилкарбонате (EC: EMC) в качестве электролита. Кроме того, показано, что минимальный объемный коэффициент электролита, в 1,9 раза превышающий общий объем пор компонентов ячейки (катода, анода и сепаратора), необходим для долгосрочной циклируемости и низкого импеданса. Меньшее количество электролита приводит к увеличению измеренных омических сопротивлений. Повышенные отношения сопротивлений для слоев переноса заряда и пассивирования на катоде по сравнению с начальными значениями составили 1,5 2,0 после 100 циклов. На катоде сопротивление от переноса заряда было в 2-3 раза выше, чем у пассивирующих слоев. И, наконец, анализ дифференциального напряжения показал, что аноды в меньшей степени отслаивались после разряда по мере циклирования ячеек.},
Меньшее количество электролита приводит к увеличению измеренных омических сопротивлений. Повышенные отношения сопротивлений для слоев переноса заряда и пассивирования на катоде по сравнению с начальными значениями составили 1,5 2,0 после 100 циклов. На катоде сопротивление от переноса заряда было в 2-3 раза выше, чем у пассивирующих слоев. И, наконец, анализ дифференциального напряжения показал, что аноды в меньшей степени отслаивались после разряда по мере циклирования ячеек.},
doi = {10.1149 / 2.1131706jes},
journal = {Journal of the Electrochemical Society},
number = 6,
volume = 164,
место = {США},
год = {2017},
месяц = {4}
}
Количество свободного жидкого электролита в коммерческих крупноформатных призматических литий-ионных аккумуляторных элементах
В таблице II приведены результаты измерений количества свободного жидкого электролита в исследуемых литий-ионных аккумуляторных элементах.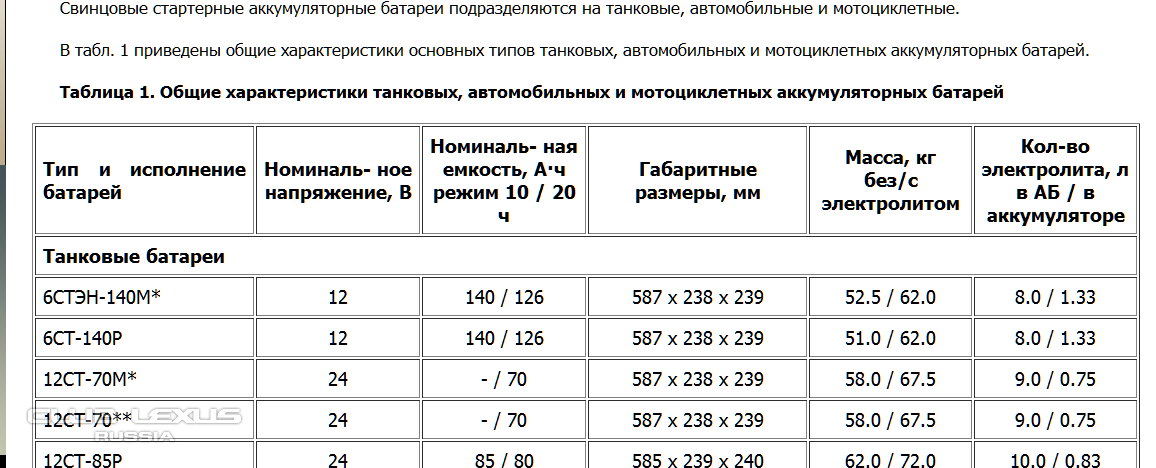 Как видно из таблицы II, элементы типа 1 и 2 содержат заметные количества свободного жидкого электролита, при этом среднее общее количество достигает ок. 32 и ок. 36 г (около 30 и 35 мл) соответственно. В нашем предыдущем исследовании было обнаружено, что элементы от тех же производителей, но с меньшей номинальной емкостью (40 Ач вместо 60 Ач) содержат ок. 19–30 г (примерно 20–30 мл) свободного жидкого электролита (с одной ячейкой, содержащей более 70 г (50 мл) свободного электролита), 8 , предполагая, что количество свободного жидкого электролита в ячейках типа 1 и 2 увеличивается с увеличением емкости ячейки.Большой разброс в количестве свободного электролита наблюдается для ячеек как типа 1, так и типа 2, при этом разница между минимальным и максимальным количествами достигает прибл. 16 г (или 40–50%) (см. Таблицу II).
Как видно из таблицы II, элементы типа 1 и 2 содержат заметные количества свободного жидкого электролита, при этом среднее общее количество достигает ок. 32 и ок. 36 г (около 30 и 35 мл) соответственно. В нашем предыдущем исследовании было обнаружено, что элементы от тех же производителей, но с меньшей номинальной емкостью (40 Ач вместо 60 Ач) содержат ок. 19–30 г (примерно 20–30 мл) свободного жидкого электролита (с одной ячейкой, содержащей более 70 г (50 мл) свободного электролита), 8 , предполагая, что количество свободного жидкого электролита в ячейках типа 1 и 2 увеличивается с увеличением емкости ячейки.Большой разброс в количестве свободного электролита наблюдается для ячеек как типа 1, так и типа 2, при этом разница между минимальным и максимальным количествами достигает прибл. 16 г (или 40–50%) (см. Таблицу II).
Таблица II. Количество свободного жидкого электролита в различных элементах.
 0 (10) 30,3 (30) 29,0 (25)
0 (10) 30,3 (30) 29,0 (25) д. нет данных
д. нет данных 8 (<< 5) 0
8 (<< 5) 0
* Ячейки не были полностью открыты, поскольку предыдущий опыт показал, что дополнительного электролита ожидать не приходится.
Было обнаружено, что элементы типа 3 содержат значительно меньшее количество свободного электролита, в среднем ок. 4 г (<5 мл), количество воспроизводимо в 3 различных экспериментах (см. Таблицу II). В элементах типа 4 не было обнаружено свободного жидкого электролита, хотя все компоненты ячейки, такие как электроды, сепаратор и внутренняя пластиковая набивка в виде роликового желе, визуально наблюдались как полностью смоченные электролитом.То же самое было обнаружено в пакетных ячейках Типа 5 - в ячейках не было свободного жидкого электролита, в то время как все компоненты ячейки были полностью смочены электролитом. Напротив, значительное количество свободного жидкого электролита, ок. 18 г (от 15 до 20 мл) в среднем воспроизводимо было обнаружено в мешочных клетках типа 6.
18 г (от 15 до 20 мл) в среднем воспроизводимо было обнаружено в мешочных клетках типа 6.
Наличие воспроизводимого количества свободного жидкого электролита в свежих элементах определенных типов (например, типов 3 и 6) указывает на то, что избыток электролита, вероятно, был помещен в элементы намеренно, как часть хорошо контролируемого производственного процесса.В описании процесса производства литий-ионных элементов 9 говорится, что хорошо контролируемое количество «… электролита добавляется в элемент с помощью точного насоса … Прецизионные насосы измеряют точное количество электролита. необходим для хорошей работы ячейки ». Добавление некоторого (небольшого) избытка электролита может потребоваться во время изготовления элемента, так как известно, что электролит частично расходуется как во время формирования элемента 2,9,10 , так и во время работы элемента, 10 при слишком большом избытке электролита Излишне увеличит вес и стоимость ячейки.
Напротив, большой разброс количества свободного жидкого электролита, обнаруженный для элементов типа 1 и 2, предполагает, что стадия заполнения электролитом производственного процесса этих элементов не контролируется должным образом. Это также может быть причиной большего среднего количества свободного жидкого электролита, обнаруженного в этих элементах.
Никакой тенденции в отношении корпуса элемента не наблюдалось: было обнаружено, что свежие ячейки типа 6 содержат свободный жидкий электролит, а ячейки типа 5 не содержат; такая же ситуация была обнаружена для свежих элементов с металлическим корпусом (элементы типа 3 содержали некоторое количество свободного жидкого электролита, а элементы типа 4 не содержали его).
Количество электролита, извлеченного через просверленные отверстия из ячеек с пластиковым корпусом, варьировалось в разных экспериментах (см. Таблицу II). Вероятно, это связано со значительным образованием заусенцев на внутренней части пластикового корпуса во время бурения, которые впоследствии могут препятствовать потоку жидкого электролита через отверстие (см. Рисунок 7). Этот эффект не наблюдался для ячеек с металлическим или карманным корпусом.
Рисунок 7). Этот эффект не наблюдался для ячеек с металлическим или карманным корпусом.
Увеличить
Уменьшить
Сбросить размер изображения
Рисунок 7. Заусенец, образовавшийся на внутренней стороне пластмассового кожуха ячейки при просверливании отверстия диаметром 3 мм.
Никаких тенденций в отношении химического состава ячеек не наблюдалось (по крайней мере, на уровне детализации, известном авторам о химическом составе анодных и катодных компонентов исследуемых ячеек).
Было обнаружено, что один из четырех состаренных ячеек 3-го типа содержит небольшое количество свободного жидкого электролита, приблизительно. 0,8 г (<< 5 мл) (см. Таблицу II). Это количество примерно в 4 раза ниже, чем в свежих клетках того же типа (сравните старые клетки типа 3 и 3, таблица II).Остальные три ячейки не содержали свободного жидкого электролита, но все компоненты ячейки были смочены электролитом. Было обнаружено, что клетки типа 7 содержат ок. 24 г (<25 мл) свободного жидкого электролита после 3 лет календарного старения при комнатной температуре в разряженном состоянии.
Эти результаты согласуются с предыдущими наблюдениями постепенного расхода электролита во время работы и циклического старения литий-ионных элементов, 10–12 , которое, как показано, происходит в основном из-за восстановления электролита на аноде, способствующего росту межфазного твердого электролита (SEI) 10,12,13 и ссылки в нем.Также сообщается о формировании защитной пленки на катоде, но ожидается, что она будет играть менее значительную роль в расходе электролита по сравнению с SEI при нормальных рабочих условиях 12,13 и ссылки в них. Обсуждение механизма образования SEI и его динамики при работе от аккумулятора, а также других возможных путей потребления электролита выходит за рамки данной работы; тем не менее, по этой теме доступен ряд отличных обзорных публикаций. 13–16
Наши результаты показывают, что потребление электролита происходит с неодинаковой скоростью в разных элементах внутри блока, даже если элементы установлены в одинаковых местах в одном блоке. Наши результаты также демонстрируют, что некоторые литий-ионные элементы в блоке тяговых аккумуляторных батарей могут по-прежнему содержать свободный жидкий электролит в конце срока их службы в аккумуляторном блоке электромобиля, хотя и в значительно меньшем количестве по сравнению со свежими элементами того же типа.
Наши результаты также демонстрируют, что некоторые литий-ионные элементы в блоке тяговых аккумуляторных батарей могут по-прежнему содержать свободный жидкий электролит в конце срока их службы в аккумуляторном блоке электромобиля, хотя и в значительно меньшем количестве по сравнению со свежими элементами того же типа.
Как показано в Таблице I, информация о составе электролита не всегда предоставляется производителями аккумуляторных элементов.Фактически, качественная информация об основных компонентах электролита была представлена только в паспорте безопасности материалов для элементов типа 1, типа 2, типа 4 и типа 7, что указывает на то, что эти электролиты основаны на карбонате и в зависимости от типа элемента содержат диметиловый эфир. карбонат (DMC), диэтилкарбонат (DEC), этилметилкарбонат (EMC), этиленкарбонат (EC) и этилацетат (EA) в качестве основных растворителей и LiPF 6 в качестве соли.
FTIR-спектры жидких электролитов, извлеченных из ячеек Типа 3 и Типа 6, показаны на Рисунке 8.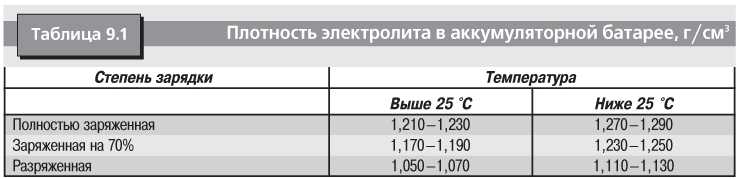 Эти два спектра выглядят качественно похожими, что свидетельствует о схожем составе электролитов в этих двух типах ячеек. Однако наблюдаемое соотношение пиков отличается, что указывает на то, что относительное соотношение компонентов может быть различным для двух электролитов.
Эти два спектра выглядят качественно похожими, что свидетельствует о схожем составе электролитов в этих двух типах ячеек. Однако наблюдаемое соотношение пиков отличается, что указывает на то, что относительное соотношение компонентов может быть различным для двух электролитов.
Увеличить
Уменьшить
Сбросить размер изображения
Рис. 8. FTIR-спектры свободных жидких электролитов, извлеченных из ячеек Типа 3 и Типа 6.Наиболее интенсивные пики для электролита типа 3 четко не разрешены, вероятно, из-за насыщения детектора. Отрицательные полосы поглощения связаны с остаточным атмосферным CO 2 в отсеке для образца FTIR-спектрометра.
В спектрах можно выделить несколько областей: прежде всего, интенсивный пик в области 1700–1850 см –1 , характерный для карбонатных растворителей, соответствующий валентному колебанию карбонильной связи C = O. 17–22 В области между 1260 см –1 и 1320 см –1 наблюдаются интенсивные пики, относящиеся к растяжению O-C-O. 18–22 Множественные пики в области между 1375 см –1 и 1480 см –1 соответствуют различным режимам изгиба CH 2 и CH 3 (виляние, ножницы и т. Д.) И области между 2850 см -1 и 3030 см -1 характерны для валентных колебаний СН. 18–22
18–22 Множественные пики в области между 1375 см –1 и 1480 см –1 соответствуют различным режимам изгиба CH 2 и CH 3 (виляние, ножницы и т. Д.) И области между 2850 см -1 и 3030 см -1 характерны для валентных колебаний СН. 18–22
Опубликованное сравнение FTIR-спектров чистых растворителей и смешанных с солями лития показывает, что сольватация ионов лития влияет на большинство ИК-пиков, которые смещаются в красный или синий цвет и / или расщепляются. 17,18,20,22 Пики, соответствующие растяжению карбонильных (C = O) и алкокси (C-OR) групп, подвержены наибольшему влиянию, 17,20,22 , тогда как сигналы в других спектральных областях, таких как, например, в CH 3 и CH 2 области изгиба и растяжения CH затронуты в меньшей степени. 20,22
В зависимости от структуры карбоната, пик растяжения C = O наблюдается при немного разных волновых числах. Например, для DMC он наблюдается при 1749–1755 см –1 , для DEC при 1742 см –1 , для EMC при 1752 см –1 и для EC при 1804–1806 см –1 . 17–22 При координации карбонатов с катионом лития в этой области появляются дополнительные пики, соответствующие растяжению карбонильных групп в молекулах растворителя, координированных катионами лития. 17,18,20,22 Эти пики смещены в красную область на ок. 20–32 см −1 , например для DMC согласованный пик поглощения наблюдается при 1720–1724 см –1 , для DEC при 1711–1715 см –1 , для EMC при 1714 см –1 и для EC при 1763 см –1 , и обычно более интенсивны по сравнению с их некоординированными эквивалентами. 17,18,20,22
Несколько широких и перекрывающихся пиков наблюдаются в спектральном окне 1700–1850 см –1 (см. Рисунок 8), что указывает на то, что электролиты типа 3 и 6 содержат смесь линейных а также циклические карбонаты как в литий-координированной, так и в некоординированной форме. Дополнительное небольшое смещение и уширение пиков растяжения карбонильных связей происходит из-за координации ионов лития смешанным растворителем, когда молекулы разных растворителей, например EC и DMC, координируются с одним и тем же ионом лития. 17,20
Сильные пики, наблюдаемые при 1073 см –1 , 1157–1162 см –1 и 1198 см –1 вместе с меньшим, но четко разрешенным пиком при 1863 см –1 , характерны для ЭК и соответствуют колебаниям растяжения и дыхания кольца. 19,22 Кроме того, наблюдаются пик на 1391–1393 см –1 и плечо на 1420 см –1 , оба относятся к вилянию CH 2 в ЭК, 19,20,22 поддерживают наличие этиленкарбоната в обоих электролитах.
Множественные пики в области между 1370 см -1 и 1480 см -1 соответствуют различным режимам изгиба CH 2 и CH 3 , присутствующим как в линейных, так и в циклических карбонатах. 19–21 Четко разрешенный пик при 1371 см –1 предполагает присутствие этильных групп в линейных карбонатах 18,20,22 (различие между EMC и смесью DEC и DMC, к сожалению, невозможно на основа нашего качественного анализа).Пики при 2990 см -1 , 2940 см -1 и 2878 см -1 также указывают на присутствие этильных групп в линейных карбонатах. 22 Пик при 1009 см -1 характерен как для DEC 18 , так и для EMC, 22 , указывая на то, что эти соединения могут присутствовать в экстрагированных электролитах.
Сильный пик на ок. 1275 см -1 соответствует асимметричному колебанию O-C-O в DMC. 21 Дополнительное плечо прибл.1310–1315 см –1 , наблюдаемый для электролита типа 6, и интенсивный пик между 1300 и 1320 см –1 , наблюдаемый для электролита типа 3, соответствуют колебаниям ДМК, координированному катионом лития. 22 Плечо на 1885 см −1 , соответствующее сумме колебаний O-CH 3 и небольшого, но четко видимого пика на 1117 см −1 , соответствующего симметричной вибрации OCO в DMC, дальнейшая поддержка наличие ДМК в обоих электролитах. 21
Оба электролита не содержат ни пропиленкарбоната (PC), ни этилацетата (EA), поскольку ИК-пики характерны для этих соединений (например, при 1049 см -1 , 1180 см -1 , 1352 см −1 , 1387 см −1 и 1042 см −1 , 2086 см −1 , 2469 см −1 соответственно, 23,24 ) не наблюдаются. С другой стороны, несколько пиков, например на 1588 см -1 и 1985 см -1 , не могут быть отнесены и остаются неидентифицированными.
Вкратце, информация о составе электролита, полученная от производителей элементов (ячейки типа 1, типа 2, типа 4 и типа 7), а также качественный FTIR-анализ свободных жидких электролитов, извлеченных из свежих элементов типа 3 и типа 6 показывают, что электролиты в исследованных ячейках содержат в качестве основных растворителей линейные карбонаты (диметилкарбонат, диэтилкарбонат и этилметилкарбонат) и циклические карбонаты (этиленкарбонат).
Ранее опубликованные расчеты показывают, что при комнатной температуре относительно небольшое выделение электролита может привести к образованию потенциально токсичной атмосферы в объеме, занимаемом автомобилем среднего размера с клиренсом 1 м, т.е.е. ок. 62 м 3 . 5 Например, для DMC и DEC, определенных в исследуемых электролитах, количество растворителя, необходимое для достижения уровня концентрации критериев защитного действия, при котором необратимые или другие серьезные последствия для здоровья и нарушение способности принимать защитные меры (концентрация PAC-2 ) составляет всего 24,7 и 1,4 мл соответственно. 5 Для достижения PAC-2 концентрации фтороводорода (HF), который является продуктом гидролиза электролитной соли LiPF 6 , требуется утечка 20.Достаточно 5 или 12,3 мл электролита, в зависимости от стехиометрии реакции гидролиза. 5
Сравнивая результаты настоящей работы с ранее опубликованной количественной оценкой токсичности электролитов литий-ионных аккумуляторов, 5 можно сделать вывод, что как свежие, так и старые коммерческие литий-ионные аккумуляторные элементы могут содержать свободную жидкость. электролит в количествах, достаточных для образования потенциально токсичной атмосферы в закрытых помещениях после выброса электролита из одного элемента батареи.Особую тревогу вызывает то, что литий-ионные элементы, содержащие значительное количество свободного жидкого электролита (например, элементы типа 3 и 6), используются в серийных PHEV и BEV, которые были представлены на рынке ЕС в 2013 и 2010 годах соответственно. и которые входят в десятку самых продаваемых моделей электромобилей в ЕС (см. Таблицу I).
Также важно понимать, что высвобождение содержащегося в нем свободного жидкого электролита представляет собой лучший сценарий, поскольку его количество соответствует минимальному количеству электролита, которое может высвободиться из аккумуляторного элемента в случае нарушения целостности корпуса элемента.Значительно больше электролита, в том числе поглощенного компонентами элемента, может быть вытеснено в условиях неправильного обращения 7 , тем самым увеличивая риски.
Влияние количества электролита на литий-ионные элементы
В производственной цепочке литий-ионных аккумуляторных элементов процесс заполнения имеет первостепенное значение для качества конечного продукта и затрат. Заполнение состоит из нескольких этапов дозирования жидкого электролита в ячейку и последующего (промежуточного) смачивания компонентов ячейки.Количество залитого электролита не только влияет на скорость смачивания электродов и сепаратора, но также ограничивает емкость ячейки и влияет на срок службы батареи. Однако слишком много электролита является мертвым грузом, приводит к более низкой плотности энергии и излишне увеличивает стоимость батареи. Для обеспечения низких затрат на производство и в то же время высокого качества ячеек в данной статье исследуется оптимальное количество электролита. На основе экспериментальных данных спектроскопии электрохимического импеданса, процесса заполнения, процесса формирования, а также испытания на срок службы представлены взаимозависимости между количеством электролита, скоростью смачивания, емкостью, плотностью энергии и сроком службы для крупноформатных ячеек.
Литий-ионные батареи (LIB) в качестве электрохимических систем хранения энергии являются ключевой технологией для замены ископаемого топлива и позволяют хранить возобновляемые ресурсы из-за их малого веса, высокой плотности энергии и длительного срока службы. 1 Эти батареи за последние три десятилетия заняли доминирующее положение в бытовой электронике и послужили толчком к успеху мобильных устройств, таких как сотовые телефоны и портативные компьютеры. Таким образом, ожидается, что рынок электротранспорта и стационарного хранения энергии будет активно продвигаться за счет LIB. 2 Цель более высокой плотности энергии в автомобильных приложениях может быть достигнута за счет уменьшения процентного содержания неактивных материалов, таких как фольга токосъемника, компоненты корпуса или сепараторы на элемент. Это способствует тенденции к увеличению размеров ячеек 3 , а также к более толстым электродам. 4 Ячейки большого формата, однако, создают проблемы для производственных процессов, таких как заполнение жидкими электролитами. Для обеспечения надежной работы и высокой производительности все полости и поры электродов и сепаратора должны быть увлажнены перед началом цикла пласта. 5 В противном случае существует опасность образования неоднородной межфазной фазы твердого электролита (SEI), которая является продуктом реакции компонентов растворителя электролита и лития на поверхности анода. 6 В то время как SEI на аноде создается во время этих начальных циклов зарядки и разрядки, межфазная фаза катодного электролита (CEI) является результатом старения при повышенных температурах или циклического воздействия высоких напряжений. 7 Преждевременная зарядка до полного смачивания может привести к сильным локальным колебаниям толщины слоя, которые могут вызвать частичное отрывание слоя. 8 Тогда, в отличие от реальной функции SEI, возможен перенос электронов от электрода к электролиту (восстановление электролита) и блокирование ионов, что отрицательно сказывается на емкости и сроке службы элемента. . 9
Увеличение количества слоев, толщины электрода и площади поверхности на ячейку еще больше снижает трудоемкое смачивание компонентов ячейки электролитом. 10 Небольшие поверхности в монетных элементах не представляют проблемы для смачивания, так как электролит может достичь всех полостей за короткое время.Однако при промышленном производстве ячеек большого формата выполняется несколько периодических циклов смачивания и формирования, в результате чего общая продолжительность составляет до 3 недель. 11 Это подразумевает значительные расходы, так как десятки тысяч циклов, а также складские помещения необходимы для управления требуемой пропускной способностью. 11
Один из способов снизить стоимость LIB — ускорить процесс смачивания. 12 Weydanz et al. 13 показали, что розлив под вакуумом до 100 мбар значительно ускоряет этот производственный этап.Habedank et al. 14 даже достиг в 12 раз более быстрого смачивания за счет лазерного структурирования электродов, что дополнительно улучшает поведение C-rate. 15 Состояние смачивания определяется как смоченные и насыщенные поверхности и полости электродов и сепаратора по сравнению с полными поверхностями и полостями узла ячейки. Заполнение полостей, которые представляют собой внутренние поверхности среды, можно описать как микроскопическое смачивание. А смачивание (макроскопических) поверхностей можно рассматривать как поверхностное смачивание.Первые можно измерить с помощью спектроскопии электрохимического импеданса (EIS). 16,17 Последнее можно визуализировать с помощью нейтронной радиографии. 18 Еще один способ снизить затраты на киловатт-час — это снизить материальные затраты, например, за счет минимизации количества электролита на элемент. 12 В лабораторных условиях дозируется непропорционально большое количество электролита по сравнению с поверхностями компонентов в однослойных ячейках. Напротив, при производстве промышленных ячеек в ячейках большого формата не хватает пустого пространства для содержания электролита в таком же соотношении к поверхности активного материала и сепаратора. 19 Кроме того, поскольку электролит является неактивным материалом, слишком много и, следовательно, ненужного электролита является мертвым грузом, что снижает плотность энергии и увеличивает стоимость батареи. 10
Чтобы точно определить влияние количества производимого электролита, были построены большие ячейки, заполненные разным количеством электролита. Эти ячейки были измерены во время смачивания с помощью импедансной спектроскопии, затем подверглись процедуре формирования и были циклически проверены в испытании на срок службы.
Cell-Assembly
Ячейки-пакеты, состоящие из 13 анодных листов и 12 катодных листов, были собраны в Техническом университете Мюнхена на полуавтоматических машинах в сухом помещении с точкой росы ниже -55 ° C. Катодные листы состояли из двустороннего покрытия LiNi 1/3 Co 1/3 Mn 1/3 O 2 (NCM111) на алюминиевой фольге коллектора, а для анода в качестве активного материала использовался графит. покрытый с обеих сторон медный коллектор.Точные характеристики имеющихся в продаже электродов с покрытием показаны в Таблице I. Электродные листы были разделены в процессе удаленной лазерной резки, как описано в Ref. 20 до формата 101 мм × 73 мм (катод) и 104 мм × 76 мм (анод). Коммерческий сепаратор (Celgard 2325) был зажат между электродами, чтобы обеспечить электрическую изоляцию, и обернут вокруг пакета ячеек для обеспечения механической стабильности, удерживая электроды в их точном положении. Язычки и фольга токосъемника были соединены с помощью ультразвуковой сварки, и готовый пакет ячеек был упакован в гибкий пакет с углубленным карманом.С трех сторон пакет из фольги запечатывали импульсными запаивающими планками, оставляя одну сторону открытой для заполнения электролитом. Чтобы предотвратить нежелательные побочные реакции с остаточной влажностью, как указано в Ref. 21, они были высушены в вакуумной печи при 60 ° C и 20 мбар перед последующим заполнением в течение ночи. Подробности процедуры заполнения будут объяснены в следующем разделе. До и после каждого этапа производства ячейки взвешивались, чтобы отобразить влияние каждого этапа процесса на плотность энергии продукта посредством сборки ячеек, как показано на рисунке 1.
Таблица I. Спецификация используемых электродов.
| шт. | катод | анод | |
|---|---|---|---|
| активный материал | мас.% | 93,0 (NCM111) | 92,5 (графит) |
| проводящий углерод | мас.% | 3,0 | 0,5 |
| связующее | мас.% | 4.0 | 7,0 |
| загрузка емкости | мАч см -2 | 2,748 | 3,606 |
| пористость | % | 32,1 | 32,2 |
| Толщина электрода | мкм | 118 | 130 |
| толщина фольги подложки | мкм | 20 (Al) | 10 (Cu) |
Увеличить
Уменьшить
Сбросить размер изображения
Рисунок 1. Изменение доли NMC на этапах процесса сборки электролизера после изготовления электродов в качестве индикатора влияния сборки электролизера на удельную энергию продукта. Объемный коэффициент vf описывает количество дозированного электролита и приведен в таблице II.
Filling-Process
1 М раствор LiPF 6 в смеси этиленкарбоната (EC) и этилметилкарбоната (EMC; массовое соотношение EC: EMC 3: 7) с 2 мас.% Виниленкарбоната (VC ) от BASF служил электролитом.Как правило, для крупноформатных ячеек требуется несколько итераций дозирования после поглощения жидкости узлом ячеек из-за небольшого количества пустого пространства в ячейке и высокого сопротивления потоку пористых структур. 22 Для данной экспериментальной схемы из-за небольшого количества электролита по сравнению с объемом пустот между гибкой фольгой пакета и стопкой одной стадии дозирования было достаточно. В результате наполнение состояло из шести этапов: промывка инертным газом, вакуумирование, дозирование, герметизация, удаление воздуха и смачивание.Электролит дозировали в вакуумную камеру при абсолютном давлении 80 мбар. Количество варьировалось по объемному коэффициенту.
от 0,6 до 1,8 объема пор компонентов ячейки (сепаратора и электродов). Средний объем пор ячеек составил 8,85 мл. Точность дозирования и полученные объемы электролита сведены в Таблицу II. Давление закрытия герметизирующих стержней было установлено на 3 бара в течение 3 секунд при температуре герметизации 195 ° C.
Таблица II. Точность дозирования, итоговое количество дозированного электролита и емкость ячеек после формирования, которые соответствуют токам при испытании на срок службы.
| объемный коэффициент | – | 0,6 | 0,8 | 1.0 | 1,2 | 1,4 | 1,6 | 1,8 |
| Количество электролита | мл | 5.35 | 7,11 | 8,77 | 10,98 | 12,54 | 14,26 | 15,82 |
| стандартное отклонение | мл | 0,08 | 0,04 | 0,17 | 0,04 | 0,13 | 0,16 | 0,19 |
| Количество электролита | мл Ач — 1 теор | 1,10 | 1,46 | 1,81 | 2.26 | 2,58 | 2,93 | 3,26 |
| Емкость ячейки | Ач рев. | 2,68 | 3,23 | 3,33 | 3,16 | 3,28 | 3,41 | 3,44 |
| стандартное отклонение | Ач рев. | 0,12 | 0,07 | 0,04 | 0,07 | 0,11 | 0,01 | 0.02 |
| кол-во ячеек | – | 3 | 5 | 6 | 3 | 4 | 3 | 4 |
После вентиляции камеры ячейки выдерживались под давлением окружающей среды в течение 180 минут перед первой загрузкой. Во время этого смачивания электрохимические измерения проводились с помощью потенциостата Interface 5000E от Gamry Instruments. Последовательность состояла из измерений потенциала открытого тока (OCV) и EIS и была запрограммирована на повторение в течение не менее 90 минут.Сначала измеряли OCV в течение 15 секунд с периодом выборки 0,5 секунды. Впоследствии потенциостатический EIS был запущен с начальной частотой 100 кГц и был изменен на 1 Гц с 10 точками на декаду и амплитудой 10 среднеквадратичных мВ в качестве сигнала возбуждения переменного тока, подаваемого на ячейку. Постоянное потенциальное смещение, которое может применяться к ячейке во время сбора данных, было установлено равным нулю по сравнению с OCV ячейки. Напряжение переменного тока суммировалось с напряжением постоянного тока.
Кривые EIS были проанализированы с акцентом на высокочастотное сопротивление (HFR).HFR ячейки — это значение импеданса, при котором мнимая часть равна нулю. Он интерпретируется как внутреннее сопротивление ячейки и изменяется во время смачивания компонентов ячейки жидким электролитом. 17
Процесс формирования и испытание на срок службы
Формирование проводили с использованием испытательной системы ячеек BaSyTec, подключенной к ячейкам в температурной камере при 25 ° C. Процесс состоял из 2 циклов при скорости C 0,1 ° C (что соответствует 4,86 Ач или ).Ячейки заряжались в режиме постоянного тока при постоянном напряжении (CCCV) с ограничением тока, соответствующим C / 20, в то время как разряд выполнялся в режиме постоянного тока (CC). Верхнее напряжение отсечки было установлено на 4,2 В, а нижнее напряжение отсечки было установлено на 2,5 В.
Перед началом испытания срока службы элементы были дегазированы, удаляя газ, который образовывался во время первых циклов зарядки и разрядки в результате химических реакций между ними. электроды и электролит, а также активация электродов.Сначала клетки были измерены с помощью EIS, используя ту же процедуру, что и в последнем разделе. Из-за временной стабильности EIS только трех циклов измерения было достаточно, чтобы зафиксировать поведение импеданса ячейки после цикла. Затем клетки помещали в вакуумную камеру. Камера промывалась инертным газом и откачивалась до 100 мбар, что было немного выше, чем уровень давления для дозирования электролита в последней секции. Ячейки открыли для удаления газа и снова запечатали. После вентиляции камеры мешок с избыточным газом упаковки был вырезан, и клетки снова были измерены с помощью EIS и взвешены.
Обратимые емкости клеток определяли по второму циклу формирования. Вернувшись в температурную камеру, циклирование выполнялось при 1 C (Ah rev ) и 25 ° C в режиме CCCV для зарядки с ограничением тока, соответствующем C / 20, и в режиме CC для разряда. Перед каждой серией из 50 циклов при 1 ° C выполняли один цикл при 0,1 ° C, а затем один цикл при 0,5 ° C. После завершения испытания на срок службы клетки были измерены с помощью EIS в четвертый раз.
Для каждого варианта были протестированы не менее трех независимых ячеек, и данные на рисунках всегда представляют собой среднее значение этих ячеек. Планки погрешностей на рисунках представляют собой стандартное отклонение измерений.
На рис. 1 показана массовая доля NMC в общей массе промежуточного продукта в процессах сборки ячеек. Поскольку (без электролита) активный материал катода является единственным резервуаром лития в элементе, содержание NMC является показателем плотности энергии элемента.Начальная доля катода в 76% уменьшается за счет таких этапов сборки, как z-образное складывание, при котором добавляются сепаратор и аноды. Затем удельный вес дополнительно увеличивается за счет приваренных ультразвуком язычков и алюминиевой фольги упаковки. График разделен на различные количества электролита для секции, представляющей процесс заполнения. С увеличением количества электролита весовая доля NMC еще больше уменьшается. От vf 0,6 до 1,8 наблюдается разница почти в 10% в доле NMC.Окончательное увеличение доли NMC связано с удалением фольги мешка для отходов после дегазации.
Измерения EIS после дозирования электролита показаны на рисунке 2a для смачивания ячеек. Результирующая HFR изменяется во времени и сходится к окончательному значению, как описано в [4]. 17. Эта точка схождения зависит от количества жидкого электролита. Большие дозированные количества приводят к более низким значениям HFR клеток после смачивания. Кроме того, HFR уменьшается и сходится для величин, больших или равных vf 1, тогда как он снова увеличивается для меньших величин перед сходимостью.Относительно скорости смачивания
(со степенью смачивания) влияние на скорость смачивания также становится заметным на Рисунке 2b. Скорость смачивания клеток с vf 0,6 и 0,8 пересекает нулевую линию в отрицательный диапазон и медленно снова приближается к нулю. В отличие от ячеек с большим количеством электролита, эти ячейки еще не завершили смачивание за время измерения 150 мин. Увеличение HFR и связанное с этим более длительное смачивание элементов является результатом недостаточного количества электролита в элементе.На этом этапе можно провести различие между двумя фазами микроскопического смачивания. Во время первой фазы смачивания HFR элементов уменьшается, как и в элементах с большим количеством электролита. Причина этого может заключаться в том, что электролит сначала проникает через участки поверхности компонентов ячейки, которые находятся в непосредственном контакте с жидкостью, и начинает сжимать или замещать остаточный газ в порах. Эта фаза смачивания заканчивается минимальной HFR (Рисунок 2a) или переходом через нуль скорости смачивания (Рисунок 2b).Минимум получается из-за локального избытка электролита, который замыкает электрическую цепь параллельно несмачиваемым участкам во время измерения EIS. На втором этапе жидкость электролита перераспределяется в оставшиеся поры, которые еще не заполнены электролитом в такой же степени. Капиллярные силы, действующие во время проникновения, зависят от радиуса пор. 23 Следовательно, объемная доля жидкого электролита в малых порах увеличивается за счет более крупных пор с тем же углом смачивания, если присутствует недостаточно электролита.Вторая фаза завершается, когда между порами всех компонентов ячейки достигается равновесие сил (например, капиллярных сил, сжатия газа, силы тяжести и т. Д.). Макроскопически теперь наблюдается однородное распределение жидкого электролита. HFR остается неизменным с течением времени, а скорость смачивания приближается к нулю.
Увеличить
Уменьшить
Сбросить размер изображения
Рис. 2. а) HFR ячеек при смачивании жидким электролитом; б) Скорость смачивания как функция времени после дозирования жидкого электролита.
Помимо недонасыщения жидким электролитом, подробное картирование скорости смачивания показывает, что зависимость от количества электролита незначительна (для исследованных количеств и формата ячейки). Влияние гидростатического давления столба жидкости на пакет ячеек приводит к разнице 0,06 мОм в первые 10 минут и снижается до менее 0,01 мОм через 20 минут. Можно предположить, что гидростатическое давление не оказывает большого влияния, поскольку даже максимальный дозируемый объем составляет 16.01 мл остается небольшим по сравнению с смачиваемыми поверхностями.
Влияние количества электролита на обратимую емкость и плотность энергии ячеек после формирования показано на Рисунке 3 как функция от коэффициента C. Объемный коэффициент 1 соответствует дозированному количеству электролита, равному величине всех полостей электродов и сепаратора. Однако никакие границы раздела или объемы между сепаратором и электродами не принимаются во внимание. Следовательно, для достижения максимально возможной производительности за счет смачивания всех пустотных объемов необходим коэффициент, превышающий vf 1.Емкость при 0,1 ° C увеличивается с vf 0,6 до 1,2, а затем остается постоянной, поскольку vf продолжает увеличиваться. При 0,5 и 1 ° C он не меняется до vf 1,4. Превосходное электрическое поведение ячеек с vf 1 или меньшим, чем 1 C, может быть объяснено диффузией носителей заряда: во время этих более длительных фаз заряда / разряда носители заряда имеют достаточно времени для обхода недостаточно (достаточно ) смоченные участки ячеек. Максимальная плотность энергии достигается при 0,1 C и vf 0,8. Чем больше электролита дозируется в ячейки, тем ниже становится плотность энергии после этого пика.Причина такого поведения — уменьшение веса активного материала, которое имеет большее влияние, чем увеличение емкости. Также можно показать, что плотность энергии при 1 ° C не уменьшается так быстро, как при более низких уровнях C.
Увеличить
Уменьшить
Сбросить размер изображения
Рисунок 3. Обратимая удельная емкость (столбцы слева) и удельная энергия (столбцы справа) ячеек в зависимости от количества электролита в течение первых трех циклов (0.1 C, 0,5 C, 1 C) срока службы.
На рисунке 4 показана удельная емкость ячеек во время испытания на срок службы в зависимости от объемного фактора, а также от коэффициента C. Емкость тем выше, чем ниже C-rate, и уменьшается с увеличением количества циклов. Поскольку после 50 циклов клетки циклируются с двумя более низкими скоростями C, на графике появляются небольшие скачки при 1 C, что свидетельствует о восстановлении клеток после низких скоростей. Ячейки с vf 0,6 уже испытывают резкое падение емкости в течение первых 50 циклов и теряют свою функциональность из-за недостаточного количества электролита внутри элементов.Ян и др. 24 различают линейное и нелинейное старение. В то время как рост SEI за счет электролита играет доминирующую роль в линейной фазе, нелинейное старение является индикатором литиевого покрытия, вызванного большими локальными градиентами электролита в аноде и на границе раздела с сепаратором. 24 Здесь после формирования кулоновская эффективность ячеек с vf 0,6 [vf 1] составляет 99% (± 1) [102,5% (± 1,1)] при 0,1 C. При 1 ° C она быстро падает до 78% ( ± 2) [95.8% (± 0,5)], а затем требуется около 30 циклов [1 цикл] для достижения эффективности 97% (± 1) [99,9% (± 0)]. Предполагается, что емкость, которую не удалось восстановить во время разряда, на которую указывает эффективность, будет размещена в позднем здании ГЭИ. В дополнение к восстановлению SEI из-за растрескивания во время работы, 9 дополнительный SEI образуется из несмаченных участков, вытягивающих электролит из уже увлажненных участков из-за изменения преобладающего равновесия сил. Низкая максимальная эффективность 97% при 1 ° C для vf 0.6 является результатом местных плохо или даже не увлажненных участков, которые имеют более высокое сопротивление и, следовательно, способствуют нанесению литиевого покрытия по сравнению с другими участками. 25 При дальнейшем истощении электролита ионная проводимость через поры сепаратора уменьшается, прекращая функциональность ячеек. По этой причине предполагается, что истощение электролита и последующее литиевое покрытие является механизмом разрушения элементов.
Увеличить
Уменьшить
Сбросить размер изображения
Рисунок 4. Работоспособность ячеек в течение всего срока службы после формирования. Тест состоял из 20 [0,1 C, 0,5 C, 50 [1 C]] циклов в режиме CCCV для зарядки и в режиме CC для разряда.
По мере увеличения количества электролита до vf 1,4 характеристики ячеек улучшаются, так что потери емкости в течение их срока службы уменьшаются. Однако для больших количеств (vf 1,6–1,8) большая потеря емкости может наблюдаться в увеличенном виде первых 200 циклов при 1 ° C на Рисунке 4.Ячейки могут до некоторой степени компенсировать эту потерю: даже несмотря на то, что емкость при 0,5 ° C после 650 циклов снова выше, чем для vf 1,2, элементы остаются ниже производительности этих элементов с vf 1,4 даже при более высоких циклах. Этот нежелательный эффект потери емкости во время первых циклов можно объяснить избытком VC. Добавка, не израсходованная во время формирования, создает CEI во время цикла до тех пор, пока не будет исчерпана. Таким образом он связывает литий, который впоследствии больше не может участвовать в перезарядке. 26
Два разных эффекта, потеря лития и истощение электролита, также можно наблюдать на рисунке 5, представляющем напряжение разряда в зависимости от емкости элементов. Во время первого цикла преобладает недостаток электролита. Чем больше электролита присутствует в элементах, тем выше напряжение во время разряда и тем выше емкость, при которой напряжение падает до напряжения отсечки. Это эквивалентно уменьшению перенапряжения при увеличении количества электролита и, следовательно, увеличению разрядной емкости элемента.После 100 циклов ячейка с vf 0,6 уже разрушилась. Поскольку применялись высокие скорости зарядки при относительно низких температурах, возможными причинами могут быть нанесение литиевого покрытия уже в первых циклах 27 или недоступные электродные области. Ячейки с vf 1,6 и vf 1,8 остаются при более высоких напряжениях примерно до 2,5 А · ч, но затем падают, так что емкость ячеек соответствует емкости ячеек с vf 0,8. Эта потеря емкости связана с недоступным количеством лития, который лигирован в CEI.Ячейки с vf 1,2 и 1,4 по-прежнему генерируют высокое напряжение во всем диапазоне емкости, а также высокую конечную емкость. Однако после 500 циклов эти элементы (vf 1.2 и 1.4) страдают от потери напряжения в начале фазы разряда, что, как предполагается, является результатом литиевого покрытия в сочетании с повышенным SEI. Хотя ячейки, заполненные vf 1.4, все еще достигают максимальной емкости, напряжение vf 1.6 и 1.8 выше при одновременной более низкой емкости. Как правило, напряжение в начале процесса разряда падает из-за того, что в элементах присутствует меньше электролита.Однако потеря лития в элементах (из-за чрезмерного наращивания CEI) указывается преждевременным падением напряжения с высокого уровня по сравнению с элементами без чрезмерного CEI.
Увеличить
Уменьшить
Сбросить размер изображения
Рис. 5. Напряжение разряда по емкости характеристической ячейки как функция количества электролита для 1 st , 100 th и 500 th цикл при 1 C срока службы.
CV-доля определяется как емкость, заряженная в режиме CV, по отношению к общей заряженной емкости Q в режимах CC и CV:
и показан на рисунке 6. Процент заряда может служить индикатором возможности быстрой зарядки ячеек и зависит от C-rate: с увеличением SOC потенциал катода увеличивается, а потенциал графита приближается. 0 В по сравнению с Li + / Li . Разница между двумя потенциалами определяет напряжение ячейки.Таким образом, в режиме CC напряжение зарядки повышается, чтобы обеспечить определенный ток. Анод должен интеркалировать атомы лития за заданное время (определяемое скоростью C). Если скорость интеркаляции на аноде ниже, чем скорость переноса Li + в электролите, вызванная током заряда, литий накапливается на поверхности анода. Потенциал графита падает ниже 0 В по сравнению с Li + / Li , и металлическое покрытие литием происходит поверх анода.Следовательно, высокие концентрации углерода способствуют нанесению литиевого покрытия. 28 Кроме того, гальваническое покрытие может быть вызвано несмачиваемыми участками анода или сепаратора из-за результирующего неоднородного распределения плотности тока. 29 Отрицательный потенциал анода (по сравнению с литием) приводит к тому, что напряжение ячейки превышает потенциал катода, так что верхнее напряжение отсечки и, следовательно, фаза CV достигается раньше. 30 На верхнем уровне напряжения отсечки напряжение поддерживается постоянным в режиме CV, и элемент будет заряжаться до тех пор, пока ток не упадет до состояния отсечки.Таким образом, небольшая доля CV является синонимом высокой скорости интеркаляции анода и полностью увлажненного сепаратора, как показано на рисунке 6: чем больше электролита дозируется в ячейки, тем ниже доля CV. С увеличением количества циклов и C-rate доля CV увеличивается. Следовательно, элементы не только должны заряжаться в течение более длительного времени, но они также должны подвергаться более длительному воздействию более высоких напряжений, что представляет собой нагрузку на компоненты элементов. 31
Увеличить
Уменьшить
Сбросить размер изображения
Рисунок 6. CV-доля клеток в течение жизненного цикла после формирования. CV-доля определяется как емкость, заряженная в режиме CV, по отношению к общей заряженной емкости в режимах CC и CV. Испытание на срок службы состояло из 20 [0,1 C, 0,5 C, 50 [1 C]] циклов в режиме CCCV для зарядки и в режиме CC для разряда.
HFR всех ячеек после смачивания, формирования, дегазации и испытания на срок службы показано на рисунке 7. Предполагалось, что SOC всех ячеек равняется 0%, поскольку они либо никогда не заряжались (просто смачивались), либо разряжались до напряжения 2.5 В. HFR после дегазации немного выше, чем после образования. Причина этого может заключаться в том, что небольшое количество жидкого электролита вытягивается из пор во время дегазации и должно повторно занимать это пространство. Для ячеек с vf от 0,6 до 1,2 оба значения HFR после образования и дегазации выше, чем HFR после смачивания. От vf 1,4 до 1,8 HFR после образования и после дегазации ниже, чем после смачивания. В сочетании с электрохимическими характеристиками во время испытания на срок службы измерения показывают, что количество электролита не менее vf 1.4 требуется, чтобы позволить SEI полностью сформироваться во время формирования и обеспечить оптимальную ионную проводимость через сепаратор, необходимую для перезарядки. Перенос заряда между электролитом и анодом даже улучшается за счет образования SEI с достаточным количеством электролита, как показывают значения HFR. Однако в течение срока службы внутреннее сопротивление элемента увеличивается из-за расхода электролита, нежелательных реакций и образования дополнительных SEI и CEI. Стандартное отклонение измерений не позволяет делать какие-либо существенные выводы, но существует тенденция к тому, что HFR увеличивается в меньшей степени в течение срока службы с большими количествами электролита, чем с элементами с небольшими количествами электролита.
Увеличить
Уменьшить
Сбросить размер изображения
Рис. 7. HFR ячеек после смачивания, формирования, дегазации и испытания на срок службы (1040 циклов без образования) для различных количеств электролита при SOC 0.
Исследование, на котором основана эта статья, показало, что плотность энергии, а также емкость литий-ионных батарей зависят от количества электролита. Слишком мало электролита приводит к потере емкости и срока службы, тогда как слишком большое количество электролита снижает плотность энергии.Для оптимального смачивания компонентов ячейки электролитом было определено минимальное количество электролита, соответствующее объему пор. Кроме того, избыток ВК сравнивали с недостатком электролита в течение срока службы элементов. Оба механизма отказа можно распознать по разному напряжению разряда в зависимости от емкости. При недостатке электролита напряжение резко падает уже в начале процесса разряда, а превышение VC приводит к более позднему, но более сильному падению напряжения в конце фазы разряда.Доля CV при циклировании увеличивается с уменьшением количества электролита и без влияния чрезмерных количеств VC. Следовательно, предполагается, что без чрезмерной добавки VC и с увеличением количества электролита производительность увеличивается в течение срока службы, особенно при более высоких скоростях C. Также было показано, что HFR уменьшается с увеличением количества электролита. При слишком низком количестве электролита можно использовать EIS для обнаружения перераспределения электролита в порах.Таким образом, EIS не может использоваться только для измерения распределения электолита после завершения смачивания компонентов ячейки, но также помогает выяснить, было ли дозировано достаточное количество электролита для данной пористой структуры. Этапы производства после заполнения и цикла влияют на внутреннее сопротивление ячейки в зависимости от дозированного объема электролита, который также можно измерить с помощью EIS и наблюдать с помощью HFR.
Становится очевидной не только необходимость адаптации состава электролита к активным материалам и количества электролита на поверхность активного материала, но также необходимость адаптации количества электролита к желаемому заказчику применению.
Авторы выражают признательность Федеральному министерству образования и исследований Германии (BMBF) за финансирование их исследований в рамках проекта Cell-Fi (номер гранта 03XP0069C). Авторы благодарят Таню Цюнд за ее критический отзыв об электрохимической интерпретации, Яна Бернд Хабеданка и Ходу Мохсени за техническую поддержку в лазерной резке и ультразвуковой сварке, а также Gamry Instruments за предоставление потенциостата.
Флориан Дж. Гюнтер 0000-0002-5967-6801
Руководство по батареям и техническим условиям
КИСЛОТА
Серная кислота.Это электролит или жидкость, содержащаяся в элементах батареи
.
АКТИВНЫЙ МАТЕРИАЛ
Активным материалом в положительных пластинах батареи является диоксид свинца, а в отрицательных пластинах — металлический губчатый свинец. Когда создается электрическая цепь, эти материалы реагируют с серной кислотой во время зарядки и разрядки в соответствии со следующей химической реакцией
PbO2 + Pb + 2h3SO4 = 2PbSO4 + 2h3O
АКТИВАЦИЯ
Добавление электролита в сухую батарею.
AGM
Абсорбирующий стеклянный мат
AGM BATTERY
Аккумулятор, не содержащий свободного жидкого электролита. Электролит абсорбируется стекломатом, расположенным в каждой из ячеек батареи. Аккумуляторы AGM и VRLA имеют одинаковую конструкцию
АМПЕР (Ампер., A.)
Единица измерения скорости потока электронов или тока через цепь
АМПЕР-ЧАС (Ампер-час, Ач)
Единица измерения электрической накопительной емкости батареи, полученная путем умножения силы тока в амперах на время разряда в часах.(Например, аккумулятор, который выдает 5 ампер в течение 20 часов, дает 5 А x 20 часов = 100 Ач емкости)
СУРЬМА
Твердый хрупкий серебристо-белый металл с высоким блеском из семейства мышьяка. Химическая формула Sb, атомный номер 51.
CADMIUM
Металлический элемент, обладающий высокой устойчивостью к коррозии, используемый в качестве защитного покрытия компонентов батареи. Химическая формула Cd, атомный номер 48.
ЕМКОСТЬ
Способность полностью заряженной батареи выдавать определенное количество электроэнергии (Ач) с заданной скоростью (А) в течение определенного периода времени (Час).Емкость батареи зависит от ряда факторов, таких как: вес активного материала, плотность активного материала, адгезия активного материала к сетке, количество, конструкция и размеры пластин, расстояние между пластинами, конструкция разделителей, конкретные плотность и количество доступного электролита, сплавы сетки, конечное предельное напряжение, скорость разряда, температура, внутреннее и внешнее сопротивление, возраст и срок службы батареи.
ТЕСТ ЕМКОСТИ
Тест, при котором батарея разряжается постоянным током при комнатной температуре до тех пор, пока напряжение не упадет до 1.75 вольт на ячейку.
ЯЧЕЙКА
Базовый электрохимический токоподводящий блок в батарее, состоящий из набора положительных пластин, отрицательных пластин, электролита, сепараторов и корпуса. Свинцово-кислотная батарея на 12 вольт состоит из шести элементов.
ЗАРЯЖЕННЫЙ
Максимальная способность аккумуляторного элемента передавать ток (в амперах). Положительные пластины содержат максимальное количество оксида свинца и минимум сульфата свинца, а отрицательные пластины содержат максимум губчатого свинца и минимум сульфата.Электролит имеет максимальный удельный вес.
ЗАРЯЖЕННЫЙ И СУХОЙ (СУХИЙ ЗАРЯД)
Аккумулятор в сборе с сухими заряженными пластинами и без электролита.
ЗАРЯЖЕННЫЙ И ВЛАЖНЫЙ (ВЛАЖНЫЙ ЗАРЯД)
Полностью заряженный аккумулятор с электролитом (готовый к установке)
ЗАРЯДКА
Процесс преобразования электрической энергии в накопленную химическую энергию
СКОРОСТЬ ЗАРЯДКИ
Ток (в амперах), при котором заряжается аккумулятор.
ЦЕПЬ
Электрическая цепь — это путь, по которому проходит поток электронов. Замкнутая цепь — это полный путь. В разомкнутой цепи есть разорванный или отключенный путь.
ЦЕПЬ (СЕРИЯ)
Цепь, которая имеет только один путь для прохождения тока. Батареи, расположенные последовательно, соединены отрицательным полюсом первого с плюсом второго, минусом второго с плюсом третьего и так далее. Если две 12-вольтовые батареи емкостью 50 Ач каждая подключены последовательно, напряжение в цепи равно сумме двух напряжений батареи, или 24 вольта, а емкость комбинации в ампер-часах составляет 50 Ач.
ЦЕПЬ (ПАРАЛЛЕЛЬНАЯ)
Цепь обеспечивает более одного пути для прохождения тока. При параллельном расположении батарей (одинакового напряжения и емкости) все положительные клеммы подключены к одному проводнику, а все отрицательные клеммы — к другому проводнику. Если две 12-вольтовые батареи емкостью 50 Ач каждая подключены параллельно, напряжение в цепи составляет 12 В, а емкость комбинации в ампер-часах составляет 100 Ач.
РЕЙТИНГ ХОЛОДНОЙ РУКОЯТКИ
Число ампер свинцово-кислотной батареи при нуле градусов по Фаренгейту (-17.8 градусов по Цельсию) может работать в течение 30 секунд и поддерживать не менее 1,2 В на элемент.
ПОСТОЯННЫЙ ТОК ЗАРЯДА
Зарядное устройство аккумулятора, вырабатывающее постоянный ток (в амперах) во время процесса зарядки
КОРРОЗИЯ
Деструктивная химическая реакция жидкого электролита с химически активным материалом. (например, разбавление серной кислоты на железе, вызывающее образование продуктов коррозии, таких как ржавчина). Клеммы аккумуляторных батарей подвержены коррозии, если они не обслуживаются должным образом.
ТОК
Скорость потока электричества или движение электронов по проводнику. Это сравнимо с течением струи воды. Единицей измерения силы тока в системе СИ является ампер (А)
.
ТОК (ПЕРЕМЕННЫЙ) (AC)
Ток, периодически меняющийся по величине и направлению. Батарея не подает переменный ток.
ТОК (ПРЯМОЙ) (ПОСТОЯННЫЙ)
Электрический ток, протекающий в электрической цепи только в одном направлении.Батарея выдает постоянный ток (DC) и должна заряжаться постоянным током в направлении, противоположном разряду.
ЦИКЛ
В аккумуляторе одна разрядка плюс одна подзарядка равны одному циклу.
СКОРОСТЬ РАЗРЯДА
Любая указанная сила тока, при которой батарея разряжается
РАЗРЯДКА
Когда батарея выдает ток, говорят, что она разряжается.
ЭЛЕКТРОЛИТ
В свинцово-кислотных аккумуляторах электролитом является серная кислота, разбавленная водой.Это проводник, который поставляет воду и сульфат для электрохимической реакции.
PbO2 + Pb + 2h3SO4 = 2PbSO4 + 2h3O
ЭЛЕМЕНТ
В аккумуляторе набор положительных и отрицательных пластин в сборе с разделителями.
FLOAT CHARGE
Уровень напряжения перезарядки, который немного выше, чем напряжение холостого хода (OCV) батареи
ФОРМИРОВАНИЕ
При производстве аккумуляторов формирование — это процесс зарядки аккумулятора в первый раз.Электрохимически формирование превращает пасту оксида свинца на положительных решетках в диоксид свинца, а пасту из оксида свинца на отрицательных решетках — на металлический губчатый свинец.
СТЕКЛЯННЫЙ МАТ
Ткань из стекловолокна с полимерным связующим, например стиролом или акрилом, который используется для удержания активного материала положительных материалов. Стеклянные коврики также поглощают электролит в батарее AGM.
GRID
Каркас из свинцового сплава, поддерживающий активный материал пластины батареи и проводящий ток.
ЗЕМЛЯ
Опорный потенциал цепи. В автомобильной промышленности — результат прикрепления одного кабеля аккумулятора к кузову или раме транспортного средства, который используется в качестве пути для замыкания цепи вместо прямого провода от компонента. Сегодня более 99% автомобильных и LTV-приложений используют отрицательную клемму аккумулятора в качестве заземления.
ГИДРОМЕТР
Устройство поплавкового типа, используемое для определения степени заряда аккумулятора путем измерения удельного веса электролита.(т.е. концентрация серной кислоты в электролите).
СВИНЦ
Химический элемент, основной состав свинцово-кислотной батареи. Химическая формула Pb, атомный номер 82.
СВИНЦОВАЯ СУРЬМА
Металлический сплав, обычно используемый в отливках или пластинах аккумуляторных батарей.
СВИНЦЕВЫЙ КАЛЬЦИЙ
Сплав на основе свинца, который иногда используется для компонентов батарей вместо сплавов с сурьмой и свинцом.
ПЕРОКСИД СВИНЦА
Коричневый оксид свинца, который является положительным материалом в полностью сформированной положительной пластине аккумуляторной батареи.
СВИНЦОВАЯ ГУБКА
Главный компонент активного материала полностью сформированной отрицательной пластины аккумуляторного элемента.
СУЛЬФАТ СВИНЦА
Соединение, образующееся в результате химической реакции серной кислоты с оксидами свинца внутри аккумуляторного элемента.
СЕРНАЯ КИСЛОТА
Основное кислотное соединение серы. Серная кислота в разбавленном виде является электролитом свинцово-кислотной батареи. Химическая формула h3SO4.
TRICKLE CHARGE
Непрерывный низкоскоростной заряд, примерно равный внутренним потерям аккумулятора и способный поддерживать аккумулятор в полностью заряженном состоянии.
ТЕСТЕР НАГРУЗКИ
Прибор, который потребляет ток (разряжается) от батареи, используя электрическую нагрузку, при измерении напряжения. Он определяет способность батареи работать в реальных условиях разряда.
АККУМУЛЯТОР С НИЗКИМ ПОТЕРЬЮ ВОДЫ
Аккумулятор, не требующий периодического добавления воды при нормальных условиях. Также известна как необслуживаемая батарея .
MILLIAMPERE
Одна тысячная ампер (ампер)
МОДИФИЦИРОВАННЫЙ ЗАРЯД ПОСТОЯННОГО НАПРЯЖЕНИЯ
Заряд, при котором зарядное напряжение поддерживается постоянным, в то время как фиксированное сопротивление вставлено в цепь зарядки аккумулятора, вызывая повышение напряжения по мере зарядки.
ОТРИЦАТЕЛЬНО
Обозначение или отношение к электрическому потенциалу. Отрицательный полюс батареи — это точка, из которой при разряде текут электроны.
ОТРИЦАТЕЛЬНАЯ ПЛАСТИНА
Сетка и активный материал, по которому ток течет от внешней цепи, когда батарея разряжается.
ОТРИЦАТЕЛЬНЫЙ КЛЕММ
Клемма батареи, от которой ток течет через внешнюю цепь к положительной клемме, когда батарея разряжается.
ОМ
Единица измерения электрического сопротивления в системе СИ. Также единица электрического сопротивления в электрической цепи.
ЗАКОН ОМА
Выражает соотношение между вольтами (v) и амперами (A) в электрической цепи с сопротивлением (R). Его можно выразить следующим образом
В = ИК
Вольт (v) = амперы (I) x Ом (R). Если известны любые два из трех значений, третье можно рассчитать, используя приведенный выше расчет.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ
Напряжение затопленной свинцово-кислотной батареи, когда она не подает или не получает питание. Это 2,11 вольта для полностью заряженной аккумуляторной батареи или 12,66 вольта для полностью заряженной 12-вольтовой батареи (6,33 для 6-вольтовой батареи).
ПОЛОЖИТЕЛЬНЫЙ
Обозначение или относящийся к виду электрического потенциала; противоположность отрицательному. Точка или клемма батареи, имеющая более низкий относительный электрический потенциал.
ПОЛОЖИТЕЛЬНЫЙ ТЕРМИНАЛ
Клемма батареи, к которой течет ток во внешней цепи, когда батарея разряжается.
ОСНОВНАЯ БАТАРЕЯ
Этот тип батареи может накапливать и отдавать электрическую энергию, но не может быть перезаряжен.
НОМИНАЛЬНАЯ МОЩНОСТЬ
Ампер-часы разряда, которые можно снять с полностью заряженной батареи с определенной постоянной скоростью.
РЕЗЕРВНАЯ МОЩНОСТЬ
Время в минутах, в течение которого новый, полностью заряженный аккумулятор будет выдавать 25 ампер при 80 градусах по Фаренгейту и поддерживать напряжение на клеммах равное или выше 1.75 вольт на ячейку. Этот рейтинг представляет собой время, в течение которого аккумулятор будет продолжать работать с основными принадлежностями в случае выхода из строя генератора переменного тока или генератора автомобиля.
СОПРОТИВЛЕНИЕ (ЭЛЕКТРИЧЕСКОЕ)
Противодействие свободному течению тока в цепи. Обычно он измеряется в Ом.
ВТОРИЧНАЯ БАТАРЕЯ
Батарея, которая может накапливать и отдавать электрическую энергию и может заряжаться, пропуская через нее постоянный ток в направлении, противоположном направлению разряда.
САМОРАЗРЯДКА
Постепенная потеря электроэнергии при хранении аккумулятора.
СЕПАРАТОР
Разделитель между положительной и отрицательной пластинами элемента, который позволяет току проходить через него. Сепараторы изготавливаются из различных материалов, таких как полиэтилен, поливинилхлорид, резина, стекловолокно, целлюлоза и т. Д.
КОРОТКОЕ ЗАМЫКАНИЕ
Непреднамеренный обход тока в электрическом устройстве или проводке, как правило, с очень низким сопротивлением и, таким образом, вызывает протекание большого тока.В аккумуляторе короткое замыкание элемента может быть достаточно постоянным, чтобы разрядить элемент и сделать аккумулятор бесполезным.
УДЕЛЬНЫЙ ВЕС (SG)
Плотность жидкости по сравнению с плотностью воды. Удельный вес электролита — это вес электролита по сравнению с весом равного объема чистой воды.
СОСТОЯНИЕ ЗАРЯДКИ
Количество электроэнергии, хранящейся в батарее в любой момент времени, выраженное в процентах от энергии при полной зарядке.
VOLT
Единица измерения электрического потенциала в системе СИ.
НАПРЯЖЕНИЕ
Разница в электрическом потенциале, которая существует между клеммами аккумулятора или любыми двумя точками в электрической цепи.
ПАДЕНИЕ НАПРЯЖЕНИЯ
Чистая разница в электрическом потенциале (напряжении) при измерении сопротивления или импеданса (Ом). Его отношение к току описано в законе Ома .
VRLA
Свинцово-кислотный клапан с регулируемым клапаном.Герметичная батарея с предохранительным клапаном, предназначенным для сброса избыточного внутреннего давления при поддержании давления, достаточного для рекомбинации кислорода и водорода в воду. VRLA и AGM относятся к батарее одного типа.
WATT
Единица СИ для измерения электрической мощности. (то есть скорость выполнения работы по перемещению электронов за счет электрического потенциала или против него.
Формула: Ватты = Амперы x Вольт
ВАТТ-ЧАС (Ватт-Час., WH)
Единица измерения электрической энергии, выражаемая в ваттах x часах.
Пористость катода является отсутствующим ключевым параметром для оптимизации плотности энергии литий-серной батареи
Морфология серного электрода с разной пористостью
Морфология композитных электродов S / C с разной пористостью наблюдалась с помощью сканирующей электронной микроскопии (SEM), так как показано на рис. 1. При пористости 70% наблюдаются большие пустоты с частицами, перекрывающимися и неравномерно распределенными по поверхности.При пористости 60% или 50% расстояние между частицами было значительно уменьшено, а пустое пространство также было менее заметным из-за процесса каландрирования. Между тем, частицы упакованы более конденсированными по поверхности электрода, и агрегация также очевидна. Морфология серного электрода с пористостью 40 и 50% после циклирования наблюдалась с помощью SEM-изображений поперечного сечения (дополнительный рис. 1 в вспомогательной информации, SI). Толщина обоих электродов увеличивается из-за объемного расширения во время цикла.Поверхность углерода также покрыта осажденными материалами, вероятно, изолирующим Li 2 S.
Рис. 1
Изображения, полученные с помощью сканирующего электронного микроскопа (SEM). СЭМ-изображения серного электрода с пористостью 70, 60 и 50%
Электрохимические характеристики ячеек с разной пористостью
Для серного катода важна высокая доля объема пор для обеспечения пространства как для окислительно-восстановительных реакций, так и для объема расширение серы (~ 80%) 40,43 .В то же время требуется некоторый избыток электролита для полного заполнения пор и обеспечения взаимосвязанных путей переноса ионов лития между частицами. Начальная пористость электрода с покрытием составляет 70%. Посредством процесса каландрирования были подготовлены электроды с различной пористостью для оценки электрохимических характеристик.
На рис. 2а показаны профили заряда – разряда Li – S ячеек с содержанием серы 2,5 мг / см –2 при пористости 70, 65, 60, 55, 50 и 45%.Типичное поведение двухплато при разряде Li – S батареи наблюдалось, когда пористость превышала 55%. Первое плато при ~ 2,4 В обычно приписывается реакциям превращения элементарной S в растворимый Li-PS (включая Li 2 S 8 , Li 2 S 6 и Li 2 S 4 ), а второе плато 2,1 В указывает на дальнейшее преобразование растворимого Li-PS в нерастворимый Li 2 S 2 и Li 2 S. , а общая начальная разрядная емкость была выше 1000 мАч / г -1 для ячеек с пористостью выше 50%, что означает, что степень использования серы не сильно пострадала, когда пористость находилась в определенном диапазоне.При дальнейшем уменьшении пористости до 50% точка поворота плато сместилась назад до 260 мАч г -1 , и наблюдалась значительная депрессия второго плато. Общая начальная емкость снизилась до 910 мАч g −1 . Это явление было еще более серьезным для ячейки с меньшей пористостью 45%. Поворотный момент был дополнительно уменьшен до емкости 200 мАч g -1 , а общая емкость резко снизилась до всего 299 мАч g -1 . Аналогичную тенденцию можно наблюдать и для электродов с содержанием серы 5 мг / см -2 , как показано на рис.2b. Электроды с пористостью 70 и 60% показали идентичную емкость, близкую к 1100 мАч г -1 со вторым плато разряда выше 2,0 В. Хотя электрод с пористостью 50% обеспечивал относительно более высокую начальную емкость по сравнению с электродом с более низкой нагрузкой при той же пористости. , по-прежнему наблюдалось значительно пониженное второе плато разряда. Когда пористость была дополнительно уменьшена до 40%, начальная разрядная емкость составила всего 255 мАч / г -1 , а плато разрядки 2 и было сильно сжато.Эти результаты показали, что электроды с более высокой пористостью могут обеспечивать больше реакционных центров и, следовательно, иметь более высокую степень использования серы.
Рис. 2
Электрохимические характеристики ячеек с различной массовой загрузкой серы. a , b Зарядно-разрядные профили литий-серных (Li-S) элементов с содержанием серы 2,5 мг / см -2 и 5 мг / см -2 при различной пористости. c Цикл работы ячеек с содержанием серы 5 мг / см –2 при пористости 70, 60, 50 и 40%. d Спектр электрохимического импеданса серного электрода с пористостью 70, 60 и 50% (содержание серы 2,5 мг / см -2 ). e , f Li – S аккумулятор с электролитом, состоящим из диметоксиэтана (DME) и диоксолана (DOL) в качестве растворителя с 0,4 M бис (трифторметансульфонил) имидом лития (LiTFSI) −0,6 M LiNO 3 и 3 M LiTFSI– 0,2 M LiNO 3 (загрузка серы 2,5 мг / см -2 )
Циклические характеристики ячеек с загрузкой серы 5 мг / см -2 при различной пористости представлены на рис.2c. Электроды с пористостью 70, 60 и 50% показывают очень близкие начальные емкости 1104, 1116 и 1040 мАч г -1 соответственно. Емкость электрода с пористостью 70% уменьшилась в течение первых 12 циклов, а затем восстановилась и оставалась относительно стабильной. Ячейка с пористостью 60% показала несколько более высокую емкость в течение первых 10 циклов по сравнению с электродом с пористостью 70%, но емкость уменьшилась более значительно в следующих циклах. Ячейка с пористостью 50% показала более стабильную циклическую производительность по сравнению с ячейками с более высокой пористостью, но емкость внезапно упала после 34 циклов, что может быть вызвано коротким замыканием.Что касается ячейки с пористостью 40%, она быстро вышла из строя после двух циклов с начальной емкостью 255 мАч g -1 . Хотя небольшие поры углеродной матрицы благоприятны для использования активных материалов 40 , электрод с пористостью 70% по-прежнему демонстрирует лучшие характеристики по сравнению с электродами с более низкой пористостью. При низком содержании серы (дополнительный рис. 2) ячейка с пористостью 70% показала стабильную работу цикла, хотя начальная разрядная емкость была ниже, чем у ячеек с более низкой пористостью (65, 60 и 55%).В то время как начальная емкость ячейки с пористостью 60% была самой высокой среди всех ячеек, она продолжала снижаться и почти сравнялась с емкостью с пористостью 65% после 10 циклов. Обе ячейки с пористостью 70 и 55% испытали быстрое разрушение емкости после 20 циклов по сравнению с ячейками с пористостью 60 и 65%. Емкость ячейки с пористостью 65% постепенно увеличивалась до 80 циклов, а затем внезапно упала до даже меньшей емкости, чем у ячейки с пористостью 60 и 55%.Ячейка с пористостью 70% показала наиболее стабильную производительность цикла в течение 100 циклов по сравнению с другими, за которыми следовали 60 и 55%. Кулоновская эффективность всех клеток сохранялась около 98%, что можно объяснить ингибированием эффекта челнока за счет использования LiNO 3 35,44 . На разложение LiNO 3 также указывает небольшой дополнительный прирост емкости, когда напряжение ниже 1,8 В для пористости более 50% на рис. 2b, что согласуется с наблюдениями в литературе 35 .
На рис. 2d показана спектроскопия электрохимического импеданса для ячеек с пористостью электродов 70, 60 и 50% после 5 циклов при 50% -ном состоянии заряда. Когда пористость уменьшилась на 10%, сопротивление переносу заряда элемента уменьшилось почти вдвое, в то время как сопротивление электролита осталось прежним, что указывает на то, что процесс каландрирования может улучшить проводимость за счет улучшения контакта между частицами 45 . Однако процесс каландрирования также оказал отрицательное влияние на электрохимические характеристики ячеек в результате значительного уменьшения пустот и объема пор, как обсуждалось в вышеупомянутом контексте.
Плохие электрохимические характеристики серного электрода с пониженной пористостью демонстрируют, что доля объема пор имеет решающее значение как для скорости использования серы, так и для стабильности циклирования. В отличие от обычных литий-ионных аккумуляторов с интеркаляцией, механизм реакции Li-S аккумуляторов включает процессы растворения и осаждения Li-PS, которые сильно зависят от свойств электролита. Как показано на рис. 2e, с электролитом низкой концентрации, ячейка представила длинное плато разряда 2 и в точке 2.1 В, который, однако, заметно сжимался, если концентрация была увеличена до 3 моль л -1 (M, см. Рис. 2f). Было очевидно, что на электрохимические характеристики Li-S батареи сильно влияет наличие свободных растворителей в электролите, что, вероятно, связано с растворением Li-PS. Если концентрация лития Li-PS в элементе превышает предел его растворимости (~ 8 M), производительность аккумулятора будет отрицательно сказываться 46 .
Аналитическая модель
Согласно экспериментальным наблюдениям, на общие характеристики Li – S батареи сильно повлияла пористость композитного катода S / C.Сообщалось, что площадь поверхности углерода катодов S / C оказала значительное влияние на второе плато разряда 47 . Наши экспериментальные данные показали, что уменьшение пористости вызвало не только пониженное второе плато, но также укороченное первое плато, как показано на рис. 2a, b. Чтобы понять основные механизмы, была построена унифицированная аналитическая модель для количественной оценки влияния пористости катода, p , на плотность энергии на уровне ячеек. В экспериментах мы выбрали залитые монетные элементы с базовым электролитом, чтобы отделить влияние пористости катода от других экспериментальных факторов, таких как расход электролита из-за образования SEI на поверхности Li-металла.Из-за конструкции плоского круглого элемента не весь электролит был использован. Наша аналитическая модель рационализирует количество электролита, участвующего в работе ячейки и растворении Li-PS. Это послужит основой для оценки предела отношения E / S в практической конструкции пакета без избытка электролита.
Ограниченная емкость на первом плато разряда
После сборки ячейки поры электродов, показанные на рис. 1, будут заполнены электролитом. Таким образом, количество электролита, необходимое для полного смачивания электрода, будет зависеть от пористости электрода, p .С учетом пористого полимерного сепаратора и непористого литиевого анода, используемых для изготовления ячейки, общий объем пор ячейки, V поры , включая поры в сепараторе и катоде, как
$$ V _ {{\ mathrm {pore}}} = V _ {{\ mathrm {pore}}} ({\ mathrm {sep}}) + V _ {{\ mathrm {pore}}} \ left ({{\ mathrm {cat}}} \ справа) $$
(1)
V поры (sep) были рассчитаны как 2,5 мм 3 на основе общего объема (6.3 мм 3 ) и пористость (40%) сепаратора Celgard 2500, использованного в эксперименте. V пора (cat) включала микропоры внутри углерода и пустое пространство между частицами углерода. Он масштабируется с учетом пористости, p как
$$ V _ {{\ mathrm {pore}}} \ left ({{\ mathrm {cat}}} \ right) = p \ ast V \ left ({{\ mathrm {cat}}} \ right) = p (V _ {{\ mathrm {density}}} \ left ({{\ mathrm {cat}}} \ right) + V _ {{\ mathrm {pore}}} \ left ({{\ mathrm {cat}}} \ right)) $$
(2)
На основании экспериментально измеренного компактного объема катода, объем плотного композитного катода S / C без какой-либо пористости V плотный (катод) составил около 5.3 мм 3 (Дополнительная таблица 1). Во-первых, мы можем предположить, что весь электролит можно утилизировать. Коэффициенты диффузии самого маленького Li-PS, Li 2 S 4 , в типичном растворителе диметоксиэтане (DME) были рассчитаны как функция концентраций Li 2 S 4 с помощью классической молекулярной динамики (MD). моделирование. Хотя коэффициент диффузии Li 2 S 4 уменьшался с увеличением концентрации, расстояние диффузии Li 2 S 4 во время процесса разряда со скоростью 0.По оценкам, 1 C составляет 1–3 мм, что намного превышает размер пор и частиц S / C-композита и толщину электрода. Это подтверждает наличие челночного движения Li-PS, которое широко наблюдалось в опубликованных экспериментах 10,11 . Также предполагается, что диффузия Li-PS не является ограничивающим фактором для использования серы.
Исходя из содержания серы 5,0 мг / см -2 , общая масса S в катоде м с (общая) составляла 6,5 мг для катода площадью 1.3 см 2 , что соответствует объему 3,25 мм 3 . (Дополнительная таблица 1). Если бы все 6,5 мг S преобразовались в Li 2 S 4 после завершения первого плато разряда, была бы получена теоретическая емкость Q th = 420 мАч г -1 . Поскольку вся экспериментально измеренная разрядная емкость после первого плато меньше Q th , мы ввели процент использования S P s (uti) как отношение массы использованного S (преобразованных в Li 2 S 4 ), м s (uti), а общая масса S равна
$$ P_s ({\ mathrm {uti}}) = \ frac {{m _ {\ mathrm { s}} \ left ({{\ mathrm {uti}}} \ right)}} {{m _ {\ mathrm {s}} \ left ({{\ mathrm {total}}} \ right)}} = \ frac {{Q _ {{\ mathrm {pr}}}}} {{Q _ {{\ mathrm {th}}}}} $$
(3)
Q pr — это практическая емкость на первом плато, которую можно получить из рис.2b. Как показано на рис. 3а, экспериментальный P s (uti) поддерживался на уровне ~ 70% для пористости выше 60%. Таким образом, не более 70% S может быть преобразовано в Li 2 S 4 . Растворимость Li 2 S 4 в растворителе электролита в пересчете на S составляет C max = 8 M 19 . Если предположить, что эти Li 2 S 4 растворены только в электролите в поре, его концентрация все равно будет превышать предел насыщения даже при высокой пористости 70%.Это означает, что доступный объем электролита был больше, чем V пора . Дальнейшее уменьшение пористости ниже 60% привело к уменьшению P s (uti), поскольку количество доступного электролита больше не растворяет полностью образовавшийся Li 2 S 4 , что ограничивает использование активной S Следовательно, мы считаем, что первое плато будет прекращено, когда концентрация Li 2 S 4 достигнет предела насыщения, поэтому использование S будет ограничено максимальным количеством растворимого Li 2 S 4 ,
$$ P _ {\ mathrm {s}} ({\ mathrm {uti}}) = \ frac {{gV _ {{\ mathrm {pore}}} M _ {\ mathrm {s}} \ cdot C _ {{\ mathrm {max}}}}} {{m _ {\ mathrm {s}} \ left ({{\ mathrm {total}}} \ right)}} $$
(4)
, где M s = 32 г моль -1 — молярная масса S, а доступный объем электролита принимался равным г / В пора .Новый параметр г был введен для учета доступного электролита за пределами пор, но способствовал растворению Li-PS. Путем подгонки к практической емкости первого плато при разной пористости, как показано на рис. 2b, значение г было определено равным 1,8, предполагая, что объем использованного электролита примерно в два (1,8 раза) больше объема внутри поры.
Рис. 3
Результаты аналитического моделирования. Прогнозируемая концентрация полисульфида лития (Li-PS) и использование серы в зависимости от пористости ( a ).Прогнозируемая общая площадь поверхности и эффективная площадь поверхности как функция пористости ( b ). Расчетные кривые разгрузки при разной пористости ( c ). Прогнозируемая гравиметрическая плотность энергии, основанная на общей массе катода, включая S, углеродную матрицу, углеродную сажу, карбоксиметилцеллюлозу и стирол-бутадиеновый каучук (CMC-SBR), и объемную плотность энергии на основе полного объема катода ( d ). Также были вставлены схемы, показывающие разницу между низкой и высокой пористостью.Неиспользованная сера, углеродная матрица и осажденный слой Li 2 S 2 / Li 2 S были представлены желтым, черным и красным соответственно
В зависимости от количества использованной серы растворенный Li 2 Концентрация S 4 была также рассчитана в единицах моля S.
$$ c _ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right) = \ frac {{m_ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right)}} {{gV _ {{\ mathrm {pore}}} M _ {\ mathrm {s}}}} $$
(5)
На рис.3a, c s (uti) увеличивалась с уменьшением пористости и сходилась при насыщенной концентрации 8 M 19 , когда пористость была ниже 60%. Это подтвердило, что насыщение Li-PS в растворителе электролита было ограничивающим фактором для емкости на первом плато.
Депрессия второго плато разряда
Электрохимическая реакция, соответствующая второму плато, будет протекать на углеродной поверхности, где растворенный Li 2 S 4 забирает электроны с поверхности, а литий-ионные от электролита и отложения как изолирующие Li 2 S 2 и Li 2 S на поверхности.\ alpha \), где α — эмпирическая константа, зависящая от структуры пор, обычно в диапазоне от -1 до 1. Учитывая тот факт, что пористость была изменена процессом каландрирования вдоль направления толщины, α было выбрано значение 1. Далее соотнося V (cat) с пористостью p , общая площадь поверхности A уменьшилась с p
$$ A (p) = \ frac {{A_0}} {{1 — p}} $
(6)
Как мы знаем, измеренная площадь поверхности Брунауэра – Эммета – Теллера (БЭТ), A , составляла ~ 1000–1100 м 2 г −1 при p = 70%, остальная часть A может можно получить как функцию p .
Если вся сера может быть преобразована в Li 2 S 4 , растворенный в электролите, углеродная поверхность, первоначально покрытая изолирующей серой, снова станет доступной для облегчения реакции переноса заряда. Однако, если после реакции, связанной с первым плато, остается неиспользованная S, часть поверхности, покрытая S, по-прежнему является изолирующей. Таким образом, эффективная площадь поверхности A eff была определена для учета неиспользованной серы, \ (m _ {\ mathrm {s}} \ left ({{\ mathrm {total}}} \ right) (1 — P _ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right)) \) с параметром k ,
$$ A _ {{\ mathrm {eff}}} = A-km _ {\ mathrm {s}} \ left ({{\ mathrm {total}}} \ right) (1 — P _ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ справа)) $$
(7)
Зная процент использования серы, предполагая, что различные k , A, и A eff были построены как функция от p на рис.3b. И A 0 , и A eff уменьшились с уменьшением пористости, но уменьшение A eff было намного быстрее по сравнению с A . Это произошло из-за увеличения неиспользованной серы, покрывающей площадь поверхности углерода. Точная стоимость тыс. будет определена позже.
Предполагая, что осажденные изолирующие продукты Li 2 S 2 / Li 2 S равномерно распределены на поверхности углерода, толщина слоя d пропорциональна емкости на втором плато \ (Q — Q_ { {\ mathrm {th}}} P _ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right), \) и обратно пропорционально эффективной площади поверхности A eff . Q здесь был полной вместимостью. Таким образом, используя константу b , соотношение между толщиной d и общей емкостью Q может быть получено как
$$ d = b \ frac {{(Q — Q _ {{\ mathrm {th}}} P_ { \ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right))}} {{A _ {{\ mathrm {eff}}} m _ {\ mathrm {C}}}} $$
(8)
м c = 1,85 мг — масса углеродной матрицы, использованной в эксперименте. Изолирующий слой Li 2 S 2 / Li 2 S будет вызывать сопротивление, и электроны должны туннелировать через его толщину, чтобы продолжить электрохимические реакции.{Bd} — 1) $$
(9)
, где C и B были двумя подгоночными параметрами, которые будут рассмотрены позже. Согласно формуле. (9), R было 0, когда толщина d была незначительной. Изолирующий слой вызвал падение IR , при этом I представляло ток разряда на кривой разряда для второго плато. Равномерное нанесение изолирующего Li 2 S 2 / Li 2 S на углеродную поверхность поддерживалось S / C электродом, изготовленным методом диффузии из расплава (аналогичным нашему) Pan et al. 50 . Интересно, что они также внедрили неоднородное осаждение Li 2 S, так называемое «похожее на цветок» агломерацию Li 2 S, которое сохраняло электрохимическую активность углеродного волокна и серного катода. Будет интересно, удастся ли этого добиться в макропористой углеродной матрице.
Принимая равновесное напряжение холостого хода 2,4 и 2,1 В для первого и второго плато, кривая разряда покажет две стадии для напряжения В и емкости Q :
$$ V = \ left \ {{\ begin {array} {* {20} {c}} {2.\ prime (Q — Q _ {{\ mathrm {th}}} P _ {\ mathrm {s}} \ left ({{\ mathrm {uti}}} \ right))}} {{A _ {{\ mathrm {eff }}} m _ {\ mathrm {C}}}}} — 1} \ right) \ left ({Q \> \ Q _ {{\ mathrm {th}}} P _ {\ mathrm {s}} \ left ({ {\ mathrm {uti}}} \ right)} \ right)} \ end {array}} \ right. $$
(10)
B ′ = Bb и C ′ = CI были двумя комбинированными параметрами. Подгоняя кривые разряда с пористостью 40 и 50% на рис.2b, подобранные значения B ‘, C ‘ и k были определены как 1,07 × 10 –3 м 2 г мАч –1 , 0,050 В и 1,27 × 10 5 m 2 г −2 соответственно. Хотя мы явно не подсчитывали набухание катода, показанное на дополнительном рис. 1, избыточный объем электролита в формуле. (1) и подгоночные параметры в уравнении. (2) неявно должен был включать эффект набухания. Расчетные кривые разрядки при других значениях пористости показаны на рис.3c. Модель успешно предсказала кривые разгрузки с незначительными изменениями, когда пористость была выше 60%. Дальнейшее уменьшение пористости сокращало первое плато и понижало второе плато. Таким образом, емкость быстро падала при уменьшении пористости до 40–50%. Это также соответствовало экспериментальным наблюдениям.
Кроме того, эта аналитическая модель может также объяснить изменение напряжения холостого хода с рис. 2e на рис. 2f, когда концентрация бис (трифторметансульфонил) имида лития (LiTFSI) в электролите увеличилась с 1 до 3 М.Подобно системе «вода в соли» 51 , с увеличением концентрации LiTFSI количество свободного растворителя, которое можно использовать для сольватации Li-PS, будет падать. Это привело к более низкой концентрации насыщения Li-PS в электролите и уменьшению P s (uti), что укорачивает первое плато, а также снижает второе плато. Это причина того, что даже при высокой пористости 70% на электрохимические характеристики сильно повлиял электролит 3 M LiTFSI, показанный на рис.2f.
Объемная и гравиметрическая плотность энергии
На основании приведенного выше обсуждения влияние пористости на электрохимические характеристики можно обобщить на схемах на рис. 3d. Неиспользованная S, углеродная матрица и осажденный слой Li 2 S 2 / Li 2 S были представлены желтым, черным и красным соответственно. Когда пористость была высокой (> 55%), P s (uti) сохранялась на уровне 70%, способствуя длительному первому плато.Кроме того, A eff был не менее 500 м 2 г −1 , что было достаточно высоким, чтобы сохранить слой осажденного Li 2 S 2 / Li 2 S до тех пор, пока не будет образован весь Li -PS был преобразован в Li 2 S 2 и Li 2 S, как показано на схемах справа на рис. 3d. Сопротивление, вызванное этим тонким слоем, сформированным на поверхности углерода, было менее 0,1 В, и второе плато оставалось плоским. При средней пористости (~ 50%) значение P s (uti) упало до 55%, что привело к сокращению первого плато.Кроме того, из-за уменьшения пористости и увеличения количества неиспользованной серы A eff составляло всего ~ 200 м 2 г -1 . Осажденный слой Li 2 S 2 / Li 2 S становился толще по мере продолжения второй реакции разряда, вызывая увеличение сопротивления. Как показала аналитическая модель, падение ИК-излучения составило ~ 0,2 В при общей емкости 800 мА · ч g -1 и ~ 0,4 В при общей емкости 1100 мА · ч g -1 , демонстрируя очевидную депрессию во втором плато.При низкой пористости (<45%) P s (uti) ~ 42% привело к еще более короткому первому плато. A eff также резко упало до ~ 15 м 2 г -1 . В результате толщина слоя Li 2 S 2 / Li 2 S и соответствующее сопротивление росли очень быстро, как показано на вставленных слева схемах на рис. 3d. Общая емкость была <250 мАч g −1 , когда IR упал на 0,4 В и предел напряжения 1.Было достигнуто 7 В. В этом причина сильной депрессии второго плато, сопровождающейся низкой пористостью.
На рис. 3d расчетная гравиметрическая плотность энергии была рассчитана как общая энергия (рассчитанная по кривой разряда), деленная на общую массу катода. Объемная плотность энергии была рассчитана как полная энергия, деленная на полный объем катода, V (кат) в уравнении. (1). Гравиметрическая плотность энергии сначала монотонно увеличивается с увеличением пористости и достигает постоянной, когда пористость превышает 55%.Однако объемная плотность энергии показала пиковое значение пористости около 52%.
Критические параметры для проектирования на уровне ячейки
Хотя избыток электролита может увеличить использование серы и улучшить характеристики цикла, это неэффективный подход для достижения высокой плотности энергии гравиметрии. Недавно были продемонстрированы некоторые многообещающие характеристики Li-S-монетных элементов с отношением E / S <5 мкл мг -1 при определенных условиях 52,53,54 .Как обсуждалось выше, для практического применения рекомендуемое соотношение E / S составляет 3 мкл мг -1 , что сопоставимо с имеющимся в продаже литий-ионным аккумулятором 52 . Дополнительная таблица 2 иллюстрирует значения отношения E / S при различной площади поверхности и пористости на основе монетных ячеек с учетом объема пор в серном электроде и сепараторе. Отношение E / S обычно уменьшается с увеличением площади поверхности и пористости. Когда поверхностная емкость серы составляет 5 мАч см -2 , отношение E / S близко к 4 мкл мг -1 даже для электрода с пористостью 70%, и оно становится еще меньше по мере уменьшения пористости.В формате ячейки пакета соотношение E / S может быть дополнительно уменьшено за счет устранения мертвого пространства и неравномерного распределения давления 10 . Как показано на рис. 4, доля электролита увеличивается с 42 до 53%, когда объемная емкость серы изменяется от 1 до 5 мАч см -2 при фиксированной пористости 70%. Такая чрезвычайно высокая пористость электрода снижает плотность энергии и увеличивает стоимость из-за большого количества электролита. Если площадь серного электрода остается прежней, использование количества электролита уменьшается с уменьшением пористости.Для электродов емкостью 5 мАч / см –2 доля электролита уменьшается на 18% при уменьшении пористости до 50%. Это явление указывает на то, что пористость играет важную роль в конструкции элемента в целом, поскольку она определяет количество электролита в элементе. Однако электрохимические характеристики элемента могут ухудшиться, если пористость электрода уменьшается ниже уровня 50%, как показано на фиг. 3c. На рис. 3d максимальная объемная плотность энергии была предсказана аналитической моделью, предполагая, что пористость от 50 до 60% является оптимальной для сбалансированного использования серы и плотности энергии на уровне ячейки для данной загрузки серы.
Рис. 4
Параметры для проектирования на уровне ячеек. Соотношение электролит / сера (E / S) в ячейке-пакете с разной пористостью и разной емкостью серы
Таким образом, аналитическая модель позволяет проектировать Li – S аккумуляторные батареи на уровне элементов. Чтобы использовать эту модель для других конструкций ячеек, таких как другой сепаратор или электролит, можно соответствующим образом скорректировать измеренные константы, перечисленные в дополнительной таблице 3, и подгоночные параметры { g , B ′, C ′ и k. } необходимо переоборудовать, в то время как ключевые уравнения остаются прежними.Затем модель можно использовать для оптимизации пористости катода с целью максимизации плотности энергии ячейки. Следует отметить, что пористость катода является ключевым параметром при проектировании высокоэнергетических Li-S ячеек, но не единственным. Для описания микроструктуры электрода в будущей работе необходимо мезомасштабное моделирование с более конкретными и точными параметрами, как описано Райаном и Мукерджи 55 . Текущая аналитическая модель также не учитывает моделирование жизненного цикла ячейки, которое требует модели, основанной на механизме деградации, в которой также следует учитывать побочную реакцию электролита и старение литий-анода.
Полностью заряженная батарея — обзор
Состояние заряда
Состояние заряда обычно определяется как фактически доступное количество заряда в данной батарее ( Q ), связанное с максимально доступным количеством заряда, которая может быть снята с этой батареи после 100% полной зарядки ( C ) и обычно выражается в процентах:
[1] SoC = фактически доступное количество заряда (Q) максимально доступное количество заряда (C) × 100%
Это определение LAB не является ясным и однозначным.Причина этого в том, что оба используемых значения, эталонное значение «максимально доступное количество заряда», так называемая «емкость аккумулятора» и «фактически доступный объем заряда» могут быть определены и соответственно измерены различными способами.
Контрольный тест для Q — это разряд с определенным заданным током до предварительно заданного напряжения отсечки при определенной заданной температуре батареи. Эталонным тестом емкости батареи C является полная зарядка с последующей разрядкой в условиях, аналогичных описанным ранее.В зависимости от скорости разрядного тока, температуры батареи, напряжения отключения и определения «полного заряда» могут быть получены разные значения для Q , C и, следовательно, для SoC.
Для понимания определения SoC «полная зарядка» должна быть определена в первую очередь. Как правило, это определяется процедурой зарядки, приводящей к полностью заряженной батарее. Однако «полный» не является «полным» и сильно зависит от установленной процедуры начисления. Вот некоторые часто используемые определения «полностью заряженной батареи»:
- •
Физическая полная означает, что все доступные активные массы находятся в заряженном состоянии.В новых аккумуляторах для зарядки доступны все активные массы. В старых батареях части активных масс могут ослабнуть из-за эрозии, могут быть недоступны для тока заряда из-за коррозионных слоев на электродах или могут быть преобразованы в необратимые сульфаты и, следовательно, больше не доступны для зарядки. Физическое наполнение достигается в тот момент, когда дополнительный зарядный ток используется на 100% для побочных реакций, таких как выделение газов или коррозия.
- •
Номинальная полная мощность достигается, когда применяется процедура зарядки, предписанная производителем батареи или данным стандартом.Для новых аккумуляторов это обычно почти такое же состояние, как и полное физическое. Например, в старых батареях крупнозернистые кристаллы сульфата свинца образуются во время работы или из-за процессов перекристаллизации. Эти кристаллы часто не могут быть растворены стандартными процедурами зарядки. Следовательно, части активных масс остаются в разряженном состоянии после номинальной полной зарядки. Для достижения физического полного состояния необходимо применять модифицированные стратегии зарядки, такие как зарядка при повышенных температурах или в течение более длительных периодов времени.Например, международный стандарт (EN 50342–1: 2006) для шестиэлементных залитых батарей стартер-свет-зажигание (SLI) определяет номинальный заряд CCCV-заряда на 25-35 ° C и (16,00 ± 0,01) В с ограничение тока 5 I номинальное на 24 ч. В старых батареях после этой процедуры зарядки может оставаться некоторое количество сульфата свинца. Они могут широко раствориться, если применяется дополнительная зарядка не менее чем на 40 ° C.
- •
Рабочий полный определяется как максимально возможный SoC батареи, который может быть достигнут в полевых условиях в данном приложении.Номинальные условия заряда часто не могут применяться к батареям, которые используются в реальных приложениях, из-за конструкции системы, ограничений, касающихся максимального напряжения заряда, температуры батареи и доступного времени зарядки. В результате аккумулятор, новый или старый, не может даже достичь номинального состояния полной зарядки. Например, в обычных транспортных средствах напряжение в системе обычно не может превышать примерно 15 В (что ниже 16 В, определенного для номинального заряда), а периоды заряда ограничиваются временем вождения (обычно намного меньше, чем 24 часа за один раз), так что даже свежий SLI аккумулятор не может быть полностью заряжен по номиналу.
Как следует из эталонных испытаний для C и Q , батарея определяется как разряженная, когда при ее разрядке с заданным номинальным током при определенной температуре достигается заранее заданное напряжение отсечки. Процедура разряда с указанными параметрами называется стандартным испытанием емкости. Это определение более практично, чем физически полностью разряженная батарея, где все активные массы находятся в разряженном состоянии, по нескольким причинам.Во-первых, ЛАБ нельзя полностью физически разрядить, не нанеся ей необратимого повреждения. Во-вторых, в большинстве приложений батарея должна обеспечивать определенный уровень напряжения, даже если она «разряжена». В-третьих, полная физическая разрядка будет длиться почти бесконечно долго. Изготовитель или пользователь батареи может определить номинальную скорость разряда, напряжение в конце разряда и температуру. Поэтому необходимо упомянуть параметры для определения емкости с помощью теста емкости.В противном случае результаты несопоставимы.
Как только значения «полная» и «разряженная» батарея будут четко определены, можно ввести различные однозначные определения емкости батареи:
- •
Номинальная емкость или номинальная емкость C N . Номинальная или номинальная емкость — это значение емкости, указанное производителем при номинальных условиях эксплуатации (определяемых температурой, разрядным током и напряжением в конце разрядки, как при стандартном испытании емкости).
- •
Начальная емкость C 0 . Первоначальная емкость — это измеренная емкость новой батареи. Эталонное измерение состоит из номинальной полной зарядки с последующим стандартным испытанием емкости, как определено выше. Для данной лаборатории это значение может быть немного выше или ниже номинальной емкости C N из-за производственных допусков, систематического завышения размеров производителем или отсутствия циклов инициализации, которые могут увеличить емкость в начале срока службы.
- •
Фактическая вместимость C a . Фактическая емкость — это измеренная емкость батареи в ее текущем состоянии. Эталонное измерение такое же, как и для начальной емкости. Следовательно, для новой батареи C a = C 0 . В случае старых батарей C a
0 из-за процессов старения, которые приводят к потере емкости. Однако это не всегда верно во всех случаях.Некоторые LAB показывают увеличение фактической мощности C, , и за несколько месяцев или даже лет. Это особенно заметно для свинцово-кислотных аккумуляторов с регулируемым клапаном (VRLA). - •
Доступная емкость C ср. . Доступная емкость — это емкость данной новой или устаревшей батареи, доступная для данного приложения. Эталонное измерение часто представляет собой рабочий полный заряд с последующим разрядом с номинальным током до тех пор, пока не будет достигнуто определяемое приложением напряжение конца разряда при фактической температуре батареи.
Теперь можно определить SoC, но перед этим следует отметить важный момент.
Общее определение SoC в соответствии с уравнением [1] полезно, когда SoC следует измерять с помощью эталонных тестов, потому что для обоих значений, Q и C , количество заряда может быть рассчитано во время разряда как ток разряда. умножается на время разряда. Если необходимо настроить определенную SoC (так, чтобы батарея имела определенное количество заряда Q ), невозможно разрядить LAB до тех пор, пока она не станет пустой, а затем зарядить ее снова и вычислить сохраненное количество заряда путем интегрирования заряда Текущий.Причина в том, что из-за более высокого напряжения батареи во время зарядки значительная часть зарядного тока переходит в реакцию выделения газа, и, таким образом, фактически накопленный заряд ниже, чем рассчитанный путем интегрирования зарядного тока. Следовательно, чтобы установить определенную SoC батареи, она должна быть полностью заряжена (до 100% SoC), а затем определенное количество заряда Q d должно быть снято с батареи путем разрядки, так что
[2] SoC = максимально доступное количество заряда (C) — снятое количество заряда (Qd) максимальное доступное количество заряда (C) × 100%
Это фактически немного другое определение SoC, но если C , Q и Q d измеряются при одинаковых условиях разряда (температура, ток разряда, напряжение в конце разряда и тот же возраст батареи), тогда
[3] C = Q + Qd
, и это определение SoC эквивалентно тому, что дано в уравнении [1].
Если упоминается «SoC», обычно имеется в виду фактическая доступная емкость, связанная с номинальной емкостью C N . Поскольку C N часто не является измеренным значением для данной батареи, условие [3] не выполняется. В этом случае с помощью формул [1] или [2] можно получить разные значения для SoC. С этой точки зрения для новой батареи SoC, относящаяся к начальной емкости ( C, 0 ), более предпочтительна, поскольку выполняется условие [3].
Например, свежая батарея SLI номинальной емкостью C N = 100 Ач. Батарея может иметь начальную емкость C, 0 = 105 Ач. В этом случае, если батарея должна быть настроена на 50% SoC (относится к C, N ), тогда Q d = 50 Ач должно быть разряжено от батареи в соответствии с уравнением [2]. Однако, разрядив аккумулятор в номинальных условиях, можно извлечь из аккумулятора емкость 55 Ач до полного разряда.Это означало бы, что SoC (относящаяся к C N ) согласно определению [1] составляла 55%.
Для устаревших аккумуляторов SoC, связанная с начальной емкостью и использующая определения [1] или [2], не будет согласована. В этом случае следует использовать SoC, относящуюся к фактической емкости (SoC a ). По той же причине в приложении только SoC, связанная с доступной емкостью (SoC av ) с использованием определений [1] и [2], является правильным.
Связь между различными SoC можно пояснить на примере, показанном на рисунке 1.В этом примере дан старый LAB с начальной емкостью C, 0 = 100 Ач. Из-за крупных кристаллов сульфата свинца физический полный заряд не может быть получен в течение ограниченного времени процедуры номинального заряда. Таким образом, емкость 5Ач остается незаряженной. При заданных критериях напряжения в конце разряда батарея имеет меньшую емкость из-за старения по сравнению с новой батареей. В этом примере это составляет дополнительную потерю емкости в 20 Ач. В результате получается фактическая емкость C, a = 75 Ач.В SoC окно между 0% и 100% может быть сопоставлено с окном SoC 0 между 20% и 95%. В некоторых приложениях доступная емкость аккумулятора может составлять всего C av = 65 Ач, поскольку при полной зарядке остается значительное количество активных масс в разряженном состоянии. SoC av может быть сопоставлен с окном SoC 0 между 20% и 85%, или, другими словами, в данном приложении аккумулятор может работать только между 20% и 85% от SoC относительно его начальной емкости.
Рис. 1. Схематическая визуализация отношений между различными определениями состояния заряда (SoC).
Все приведенные выше определения емкости и SoC всегда принимают номинальную температуру или, по крайней мере, аналогичную температуру как должное. Поскольку температура оказывает значительное влияние на емкость батареи, другие значения этих показателей качества могут быть получены при других температурах.
Еще хуже упомянуть, что может возникнуть другая проблема с точным определением SoC.Из-за разной скорости побочных реакций в положительном и отрицательном электродах может случиться так, что SoC двух электродов будет отклоняться. Как правило, SoC определяется для батареи в целом, но для некоторых целей важны индивидуальные характеристики электродов. Схожей с этой проблемой является неоднородный SoC ячеек в последовательном соединении. Как правило, температура клеток не одинакова, поэтому побочные реакции протекают с разной скоростью; следовательно, SoC ячеек отклоняется.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.
Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie. - Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере. - Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.
Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.