Ручной листогиб своими руками: Самодельный ручной листогиб – делаем инструмент своими руками +видео
Содержание
Самодельный ручной листогиб – делаем инструмент своими руками +видео
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.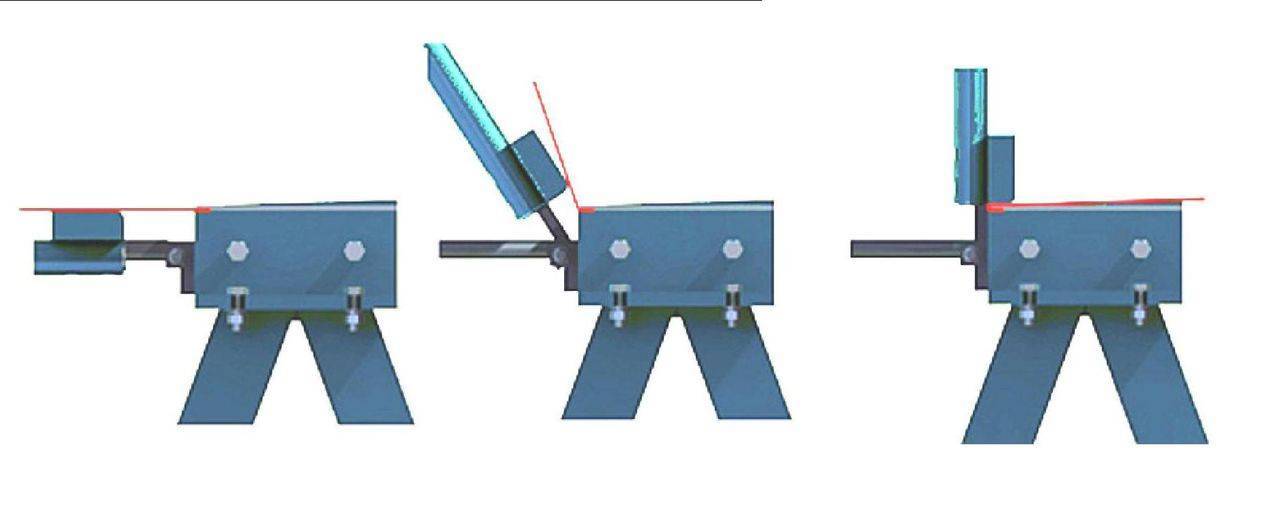
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания.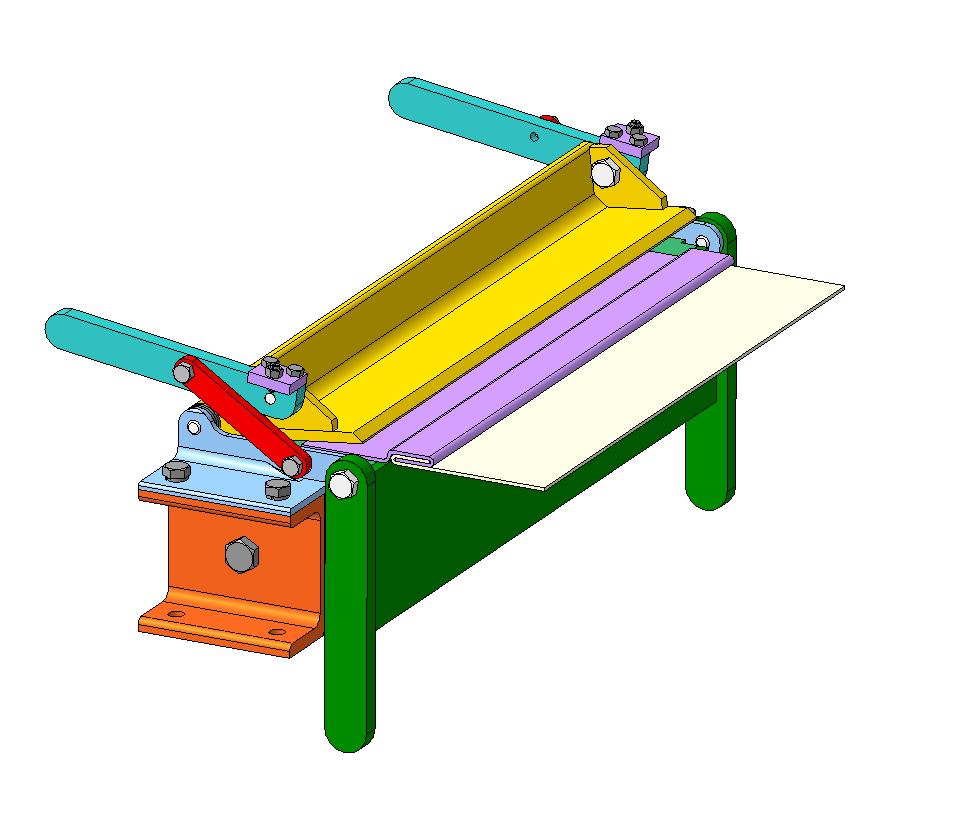 Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты.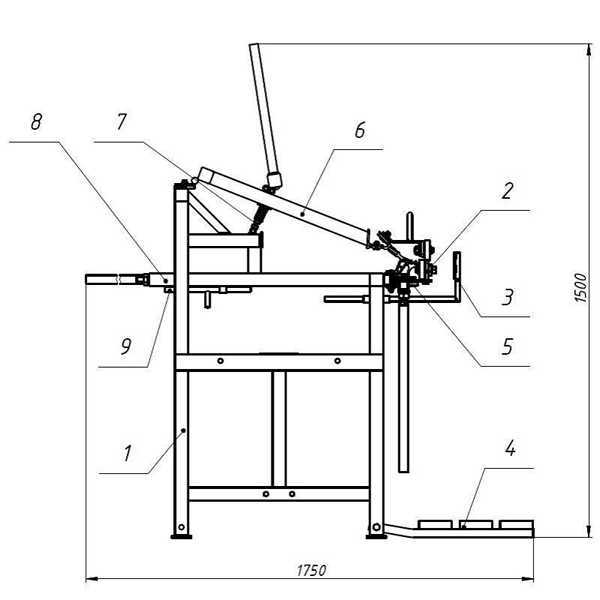 Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
чертежи с пошаговым описанием и видео работы
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов.
 Иначе идеально прямой угол сделать будет невозможно.
Иначе идеально прямой угол сделать будет невозможно.
 Иначе идеально прямой угол сделать будет невозможно.
Иначе идеально прямой угол сделать будет невозможно.Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.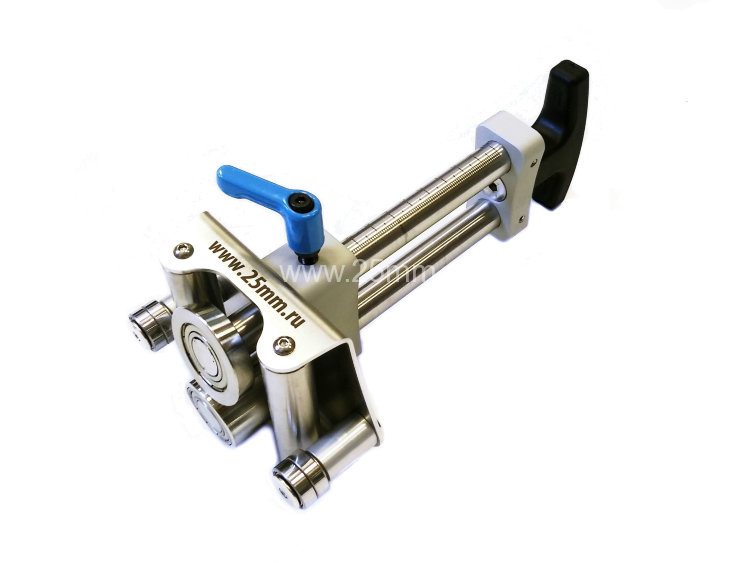
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
 Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
 com/embed/aetTPS7L4c0″/> Оцените статью: Поделитесь с друзьями!
com/embed/aetTPS7L4c0″/> Оцените статью: Поделитесь с друзьями!
как сделать листогибочный станок своими руками? Чертежи и описание инструмента для гибки листового металла
Для создания небольшого производства ручной листогиб является идеальным вариантом. Такой станок можно приобрести по доступной цене, для его размещения не требуется много пространства. Подобное оборудование обладает несложной конструкцией, поэтому пользоваться им может даже человек без опыта.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.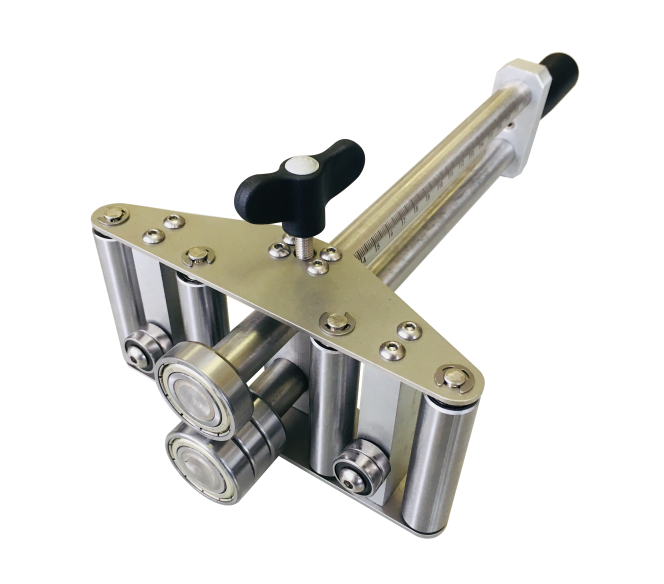
Мобильность – вот главное, что смог оценить современный пользователь.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Классификация
Листогиб может быть комбинированным, когда он способен работать не только в ручном режиме. Есть модели с ножом, благодаря которому удается сразу обрезать изделие, а значит, приводить его в товарный вид. Гильотина пользуется меньшей популярностью, чаще можно встретить в небольшом производстве маленький, трехвалковый экземпляр.
По функциям
Ручные листогибы можно классифицировать по функциональности:
- роликовые;
- гибочные;
- сегментарные;
- отбортовочные.
По способу сгибания
Можно провести классификацию и по другим параметрам, к примеру, методу сгибания и наличию дополнительного инструментария:
- станок с матрицей, прессом и пуансоном;
- с гибочной балкой поворотного типа;
- двух-, трех-, четырехвалковый ротационный.

Все ручные агрегаты используют метод холодной гибки. Толщина листа заготовки тоже может меняться. Этот параметр составляет от 4 до 15 мм. На подобном оборудовании можно обрабатывать медь, оцинкованное железо, поликарбонат и даже картон с пластиком.
Обзор популярных моделей
Хорошие польские листогибочные станки стоят недешево. В последнее время стали востребованы модели российского производителя «Русич». Более дешевый вариант изготавливает Китай, но и качество сборки у таких моделей иногда сомнительное. В рейтинге лучших:
- Stalex;
- Tapco;
- Sahinler;
- Electrabrake.
Однако такие ручные агрегаты не каждый пользователь может себе позволить. Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
Из более доступных вариантов стоит подробнее обратить внимание на другие станки.
ЛГС 26
Неплохой ручной агрегат, изготавливаемый отечественным производителем. Широко используется для работы с листовым металлом в месте монтажа строительной конструкции. Среди изделий, которые можно получить при помощи оборудования:
- отлив;
- откос;
- уголок;
- конек;
- фасадная панель;
- планка.
Такой агрегат можно установить в небольшом помещении. Его конструкция предельно проста, поэтому у пользователя не возникает проблем с эксплуатацией и обслуживанием оборудования.
Одно из достоинств, которое оценил современный пользователь – невысокая цена. При этом производитель позаботился о богатом функционале станка. Доступность обусловлена невысоким качеством механизмов, что также является минусом рассматриваемой модели. Из технических характеристик, которые обязательно нужно выделить:
Из технических характеристик, которые обязательно нужно выделить:
- каркас изготавливается из стальной трубы с толстыми стенками, поэтому он считается усиленным;
- масса конструкции в разобранном виде 270 кг;
- габариты станка позволяют обрабатывать материал длиной 250 см;
- максимальная толщина заготовки 0.8 мм;
- угол сгиба 160 градусов, но можно догнуть деталь до 180 градусов.
Станок можно более подробно рассмотреть с конструктивной точки зрения. Производитель использовал улучшенный прижимной механизм. Именно благодаря ему заготовка остается на своем месте при ее обработке по всей длине. Механизм балки не сдвигается с места благодаря установленным пружинам. Для завершения цикла прогонки одной заготовки достаточно одного сотрудника. Во время работы с оборудованием угол гиба устанавливается точно. Чтобы это стало возможным, производитель предусмотрел удобную планку угломера.
В конструкции также предусмотрен ножной трап. Благодаря ему агрегат не опрокидывается даже при максимальном усилии гиба. В комплекте станок поставляется со специальным приспособлением, за счет которого производится поперечная резка металла. Это хорошая модель, если планируется наносить на заготовку дополнительно ребра жесткости. Для этого в конструкции есть прижимная балка.
Sorex 3160
Это польский сегментный станок, который широко используется для изготовления крупногабаритных элементов:
- вентиляция;
- панель для фасада;
- кровельные изделия.
Масса описываемого станка составляет 320 кг. Он может работать с нелегированной сталью, максимальная толщина которой составляет 0. 9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
9 мм. Если заготовки изготавливались из мягкого материала, такого как алюминий, тогда толщина листа металлопроката увеличивается до 1.4 мм. Максимальный угол сгиба составляет 180 градусов. Длина готовой детали достигает 316 см.
Среди основных достоинств, которыми может похвастаться описываемый станок – конкурентная цена, наличие богатого дополнительного функционала. Приспособления позволяют уменьшить производственные издержки, что немаловажно на начальных этапах построения бизнеса. Пользоваться оборудованием просто, для этого на корпусе есть специальные регулировочные элементы. С их помощью установленный угол меняется быстро и легко. В качестве основного материала для изготовления каркаса использовался стальной профиль. Чтобы продлить его долговечность, поверхность покрыта антикоррозийным составом.
Из особенностей, отличающих представленную модель от других, можно выделить особую конструкцию ножа. Когда он заканчивает отрезать материал, занимает положение на балке, что в конструкции выступает в качестве направляющей. Таким образом нет необходимости полностью его отводить в начальное положение.
Допуски производитель самостоятельно отрегулировал и отладил на заводе.
Во время эксплуатации оборудования прижимную балку можно зафиксировать на необходимой высоте. Это стало возможным благодаря установленному вертикальному подъемному механизму.
SNO-1,5/1300
Изготавливает станок чешская компания Proma. Представленное оборудование можно смело назвать универсальным. В его функционал входит возможность использовать агрегат в качестве гибочного станка с последующим вальцеванием или скручиванием в цилиндр. Ролики имеют особые проточки, которые легко наматывают проволоку. Масса оборудования больше, чем в остальных представленных моделях. Этот параметр составляет 530 кг.
Максимальная толщина обрабатываемой заготовки составляет 1.5 мм, минимальная – 0.4 мм. Длина стола для работы 132 см. Устройство используется для гиба продукции металлопроката под прямым углом. Диаметр роликов для обкатки составляет 7.6 см. Станок может свернуть нелегированную сталь толщиной 0.4 мм в цилиндр.
В производстве такой агрегат станет незаменимым помощником, поскольку он может изготавливать широкий ассортимент продукции. Станок обладает простым управлением, прекрасной износостойкостью. Из недостатков, которые отмечают пользователи:
- внушительная масса;
- немобильный;
- дорого стоит.
Как выбрать?
Перед тем как купить ручной листогиб, стоит убедиться, что он обладает простой конструкцией. Для оцинковки и для профнастила можно использовать универсальный агрегат. От формы станины во многом зависит функционал оборудования. Дорогие модели могут из листового металла создавать широкий ассортимент готовой продукции.
Обязательно конструкция должна быть устойчивой. Использование ручного станка предполагает мобильность, чтобы пользователь мог транспортировать оборудование на место проведения строительных работ.
Поскольку ручной агрегат для профлиста, полосы и других заготовок предполагает использование ручного труда, то перед покупкой обязательно нужно обращать внимание на то, что используется в качестве утяжелителя рычага балки для гибки металла. Если предусмотрена система противовесов, это хорошо – она позволяет пользователю затратить гораздо меньше сил на изготовление готовой продукции.
Как пользоваться?
Независимо от модели, к станку прилагается инструкция по эксплуатации, ее стоит строго соблюдать.
Следование правилам – залог безопасности пользователя.
Пользоваться ручным агрегатом просто. Нужно только поместить листовой металл между имеющимися роликами и начать крутить ручку. Заготовка проходит цикл гибки и выходит установленной формы. Менять угол гиба и регулировать другие параметры можно, увеличив расстояние между валиками.
Как сделать своими руками?
Существует много чертежей, как можно сделать вручную самодельный станок из уголка, рельсы или тавра. Для изготовления станка из тавра потребуется:
- тавр 7 см в количестве трех кусков по 25 мм;
- болты 2 см диаметром;
- кусок металла для укосин, толщина которого должна составлять 5 мм;
- одна пружина.
Порядок сборки выглядит следующим образом:
- складывают вместе два тавра, в них делают выемки, куда потом будут цепляться петли;
- третий кусок тавра оформляют так же, только глубина выемки должна быть больше;
- петли приваривают;
- приваривают укосины по две штуки с каждой стороны к одному тавру;
- гайка болта сваркой крепится к укосинам;
- устанавливается обрезанный тавр, что будет играть роль прижимной планки;
- вверху планки устанавливаются пластины с отверстием, их тоже приваривают;
- пружина должна быть такой высоты, чтобы планка могла подниматься на 7 мм.
- болт пропускают в отверстие планки, устанавливают пружину, закручивают гайку;
- то же самое проделывают с другой стороны;
- два отрезка арматуры приваривают к шляпке вкрученного винта, затем устанавливают ручку.
В следующем видео представлен обзор роликового листогиба WUKO Combo Bender 5000.
своими руками, как сделать, чертежи кромкогиба
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
своими руками, как сделать, чертежи кромкогиба
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
Оцените статью: Поделитесь с друзьями!
Листогибочный станок своими руками: чертежи
Содержание статьи:
Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня. Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром. На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см. Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см. При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
щечки пуансона
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках. Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность. Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой. У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться. Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
К содержанию ↑
Пошаговая инструкция по изготовлению листогиба своими руками
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков (на фото их нет)
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
А так выглядит результат работы станка:
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Чертежи прилагаются.
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Скорость
имеет значение, но не менее важен и размер: Madden Bolt и его лента гибочных машин
Когда у вас есть несколько клиентов, которые стучатся в вашу дверь с тысячей штук анкерных болтов разного размера, вам лучше быть уверенным, что у вас есть все, вплоть до гаек и болтов. В Madden Bolt мы постоянно ищем способы стать быстрее, безопаснее и лучше, чтобы быть на высоте, когда инженеры, дизайнеры и другие наши клиенты нуждаются в нас больше всего.
Так в чем секрет того, чтобы оставаться впереди в сталелитейной промышленности? В Madden Bolt многое делается для того, чтобы стать лучшими в том, что мы делаем.Совсем недавно мы представили программу потока единичных изделий, в которой используется модифицированная версия сборочной линии, позволяющая доставлять продукцию быстрее и безопаснее. Хотя это одна из наиболее заметных частей нашей программы постоянного совершенствования, мы не можем игнорировать один существенный операционный компонент, который позволил нам на протяжении многих лет предоставлять клиентам широкий спектр спецификаций болтовых соединений:
Наша техника.
Станки для гибки болтов Madden: все размеры. Все радиусы.
Madden Bolt стабильно растет, несмотря на нестабильность на рынке стали в США, в первую очередь благодаря двум ключевым преимуществам: нашей способности постоянно выдерживать сжатые сроки для клиентов и нашей способности предоставлять индивидуальные спецификации болтовых соединений для различных применений в энергетике, транспорт, телекоммуникации и нефтехимия.
Наши заказы варьируются от пятидесяти ½ «до 2-1 / 4» L-болтов, используемых на коммерческих зданиях, дорогах для освещения и опор светофоров, а также на вышках сотовой связи, вплоть до 1500 анкерных болтов, U-образных болтов и L-образных болтов. От 30 до 40 типоразмеров для строительства нефтехимических и энергетических заводов.
Клиенты знают, что они могут обращаться к нам за анкерными болтами любого размера и радиуса, и при этом делать это быстрее, благодаря нашему самому ценному имуществу: шести гибочным станкам собственного производства.
Вот что они делают.
Ручные гибочные машины
Madden Bolt получает широкий спектр заказов на плоский пруток, круглый пруток и арматуру, но большая часть того, что мы сгибаем, — это круглый пруток для U-образных болтов, анкерных болтов и рым-болтов. Наши машины даже соединят хвост и болт вместе, чтобы изготовить рым-болт.
Ручные гибочные машины
Madden Bolt могут быть настроены по-разному, чтобы соответствовать различным спецификациям, которые запрашиваются инженерами, дизайнерами и генеральными подрядчиками из различных отраслей. Эти машины используются для гибки прутков размером от до дюйма. Наш производитель сгибает один конец стержня вокруг центрального штифта с помощью подвижного рычага, и процесс гибки завершается за считанные секунды.
Чтобы оптимизировать наш процесс, наши штатные специалисты по гибочным машинам внедрили установленные запатентованные процессы для производства гибки высочайшего качества практически для любого измерения или размера.
Иногда заказчик обращается с запросом о специальном заказе на гибку, например, V-образных болтов для использования на телекоммуникационных вышках. Когда мы получаем такие индивидуальные запросы, Madden Bolt может удовлетворить эти запросы примерно в 99,9% случаев, используя разные гибочные станки для разных материалов. Например, хотя 90 градусов — это типичный радиус, требуемый для L-образного болта, мы можем изготавливать более плотные и острые радиусы, нагревая материал.
Станки Pedrick (от малых до больших)
У нас есть три станка Pedrick разного размера, которые позволяют Madden Bolt изготавливать болты самых разных размеров для клиентов.Автоматизация, которую обеспечивают эти машины, снижает вероятность ошибки человека при гибке. В рамках нашей приверженности стандартам контроля качества мы настраиваем матрицу для определенного радиуса, который был заказан, и запускаем испытательный образец. Мы также будем использовать калибр, чтобы гарантировать точный радиус.
Как работают наши машины
Все наши машины имеют стоп-реверсивный механизм. Изготовитель установит реверсивный механизм в правильное положение, чтобы обеспечить автоматическую остановку процесса гибки при правильном радиусе.Тиски прижимают материал к матрице, а ролик на рычаге проталкивает материал вокруг матрицы, пока он не достигнет точки остановки (обычно около 90 градусов). Как только рычаг достигнет точки остановки, ролик обратится, чтобы убедиться, что он не ударится о другой конец машины и не создаст угрозу безопасности.
Все наши машины Pedrick можно настраивать справа налево или слева направо для удобства оператора. Производители Madden Bolt могут даже добавлять детали к машинам, чтобы добиться более точных допусков и удовлетворения уникальных требований клиентов.
Для особых запросов на изгиб, которые могут повлечь за собой 12-дюймовую матрицу, производственное предприятие Madden Bolt располагает на месте горелкой для изготовления центральных штифтов различных размеров. В то время как другим производителям приходится ждать заказа штампа особого размера, мы можем вырезать его прямо здесь, на месте и предотвратить задержки в процессе выполнения.
Станок Pedrick D10
Самый большой станок Pedrick от Madden Bolt, который является нашим мощным станком, будет изгибать стержни от 1 дюйма до 3 ½ дюйма (и даже стержни диаметром 4 дюйма для действительно уникальных заказов).Этот станок используется в основном для гибки крупногабаритных прутков для анкерных болтов и U-образных болтов. Он идеально подходит для более широких радиусов, обеспечивающих повышенную прочность.
Машины Pedrick для A3 и A6:
Madden Bolt имеет две машины Pedrick меньшего размера для прутков меньшего диаметра. Наша самая маленькая машина, A3, может изгибать от ½ дюйма до диаметра 1 ¼. Он обеспечивает изгибающий момент 9000 IN фунтов.
Наша немного более крупная машина Pedrick, A6, может сгибать от ½ дюйма до 1 ¾ дюйма, создавая изгибающий момент 25 000 фунт-дюймов.
Все машины Pedrick представляют собой компрессионные гибочные машины с вращающейся головкой и механическим приводом. Хотя наши гибочные станки и новые производственные процессы дают Madden Bolt преимущество в скорости и универсальности, именно весь наш операционный подход, стандарты качества и местное присутствие в США позволяют нам оставаться конкурентоспособными на этом постоянно меняющемся рынке стали.
⇒ Почувствуйте разницу Madden Bolt на себе. Звоните сегодня.
Инструменты для гибки — Инструментальные системы для гибочных станков
Боб Хант,
Инструменты для Bending Inc.Денвер Колорадо США.
Существуют явные отличия от того, что можно было бы считать наборами инструментов для гибки и системой инструментов. Просто определенный набор инструментов обычно относится к семейству штампов (обычно из пяти частей) для сгибания трубы с заданным внешним диаметром и толщиной стенки до одного заданного радиуса центральной линии. Компания-производитель может иметь десятки наборов инструментов, каждый из которых предназначен для работы, для которой она предназначена, и машины, предназначенной для выполнения этой работы. В случае гибочного цеха они могут иметь сотни комплектов штампов.Чаще всего в этом сценарии они добавлялись с течением времени для каждого конкретного приложения, чтобы удовлетворить требования их клиентов. Часто бывает мало планирования или времени, позволяющего поставить инструмент, совместимый с матрицами, которые уже имеются в компании для данной конструкции крепления для гибки, не говоря уже о том, чтобы матрицы были взаимозаменяемыми в соответствии с различными стандартами монтажа гибочного станка. Излишне говорить, что со временем это приводит к тому, что штампы часто схватываются в спешке и используются для любой части, которую вчера нужно было согнуть и выбросить.В дополнение к этому, установка на изменение штампов на лету в соответствии с целями, для которых они изначально не предназначались, становится обычной практикой. Это вполне объяснимая ситуация, которая слишком часто случается даже в самом организованном магазине с добросовестным и добросовестным персоналом. В итоге, если продукт не выходит вовремя и не соответствует критериям клиента, компания не может его доставить, и в этом случае вы делаете все, что нужно….
Много раз, когда компания переживает устойчивый рост, который приводит к капитальным затратам в виде нового гибочного оборудования, новые возможности открываются также и для рассмотрения инструментов.Стоимость, связанная с новым гибочным оборудованием, обычно диктует важный процесс определения бюджета и многоуровневого утверждения, за которым следует серьезное исследование вариантов, включающих все, от производительности и поддержки до обслуживания и окупаемости. Все эти факторы подвергаются тщательной проверке в рамках должной осмотрительности, необходимой для принятия решения об инвестициях как можно более информированным. Во многих случаях решение о новом оборудовании обусловлено приобретением нового оборудования, и в этих случаях новые инструменты для гибки являются частью этого процесса.Хотя это, как правило, означает дополнительный важный пункт в нижней строке, это также требует, чтобы вы охватили все основы в отношении доступных вариантов. Эта ситуация — отличная возможность рассмотреть вопрос о внедрении системы инструментов, которую можно будет построить позже, а также для удовлетворения текущих потребностей проекта.
Скорее всего, конкретная гибочная компания за долгие годы разработала стратегию инструмента, которую они сочтут подходящей для своих нужд. Это может быть правдой, независимо от того, производят ли они инструмент самостоятельно, покупают ли штампы по мере необходимости у конкретного поставщика инструмента или регулярно запрашивают расценки из нескольких источников инструмента, как того требуют новые проекты.Хотя каждое из этих направлений имеет свои плюсы и минусы, при принятии этого решения следует учитывать множество важных аспектов.
Преимущество изготовления инструментов дома по большей части состоит в том, что график проектирования и производства инструментов контролируется. Большинство компаний, которые идут по этому пути, используют этот факт как основную причину своего решения, и, к сожалению, дизайн или качество инструментов могут пострадать в процессе. Рассматриваемая компания, как правило, занимается производством, не обязательно производством инструментов и штампов.На протяжении многих лет я работал со многими крупными компаниями, которые потратили невероятное количество времени, денег и рабочей силы на разработку того, что они считают патентованной конструкцией кристаллов, специально для решения проблем совместимости внутренних кристаллов. В то время как некоторые из этих конструкций были довольно простыми, другие были настолько излишне универсальны, что стали громоздкими, хрупкими и проблематичными, особенно в условиях высокой производительности. То, что начиналось как интеграционная стратегия, позволяющая контролировать процессы, может легко превратиться в кошмар.Реальность такова, что когда возникают проблемы, детали не доставляются или их качество регулярно не соответствует потребностям, даже у квалифицированного и способного внешнего источника связаны руки, чтобы прийти и предложить нечто большее, чем просто оперативную помощь на ходу. Существует также более коварный аспект, который может развиться благодаря этому внутреннему интеграционному мышлению. Часто компания, о которой идет речь, может быть настолько увлечена тем, насколько запатентованной и прекрасной может быть ее дизайн (время, деньги, рабочая сила … помните), что они так сильно концентрируются на сохранении своих карт, что они не обращаются к внешним источникам и обратите внимание на новые технологии, которые можно и нужно интегрировать в их процессы.Некоторые из компаний, которые, как я видел, доходили до этой точки на протяжении многих лет, больше не существуют.
Выполнение штамповочной работы на стороне компанией, специализирующейся на разработке и производстве инструментов, подходящих для конкретной машины и области применения, гарантирует, что инвестиции будут размещены правильно. Хотя всегда важно учитывать стоимость инструмента, она не обязательно должна быть окончательным определяющим фактором. Самое важное при выборе инструмента начинается с понимания процесса гибки и различных вариантов конструкции инструмента в зависимости от области применения, которую необходимо изготовить.Во многих случаях эти варианты дизайна будут радикально изменять стоимость, независимо от того, оправданы ли эти варианты или даже их необходимо учитывать, они могут сэкономить или обойтись вам в долгосрочной перспективе. Поскольку в конечном итоге вы можете вложить в инструменты проекта столько же, сколько и в оборудование, вы должны развить и поддерживать образ мышления, позволяющий понимать все задействованные процессы. Важным шагом вперед является партнерство с поставщиком, который будет работать с вами от первоначального анализа приложения до установки, настройки, обучения и поддержки на месте.Часто встречающаяся проблема заключается в том, что существующая библиотека инструментов уже имеется, и необходимо будет принять решение относительно использования существующей штамповки или полностью отказаться от нее с новым дизайном. Выбор новой машины будет иметь большое влияние на это решение, но в первую очередь следует учитывать само приложение. Если новый проект, который должен быть изготовлен, полностью отличается от текущего продукта, решение является простым и очевидным (новый продукт, новая машина, новые инструменты).Однако во многих случаях в ситуациях, когда новый продукт аналогичен, или даже в тех случаях, когда новое приобретение направлено на повышение производительности той же детали, это решение по-прежнему требует большего внимания, чем вы думаете. Следует отметить, что большинство производителей гибочных станков имеют особую схему установки, которая также определяет конструкцию штампа. В то время как некоторые из них могут быть восприимчивы к созданию новой части оборудования с отличным от их стандартным шаблоном монтирования (например, для размещения вашей текущей библиотеки кубиков), другие могут нет.Этот факт не должен быть решающим фактором при выборе производителя станка как такового, равно как и решение о конструкции штампа основываться на самом гибочном станке. Опять же, первое, что нужно учитывать при выборе процесса, оборудования и конструкции инструментов, — это предметная область применения. Потенциальная несовместимость инструментов существующих штампов с дополнительными, необходимыми для нового проекта, может быть более чем раздражающей, она может подорвать проект до того, как он сдвинется с мертвой точки.
Хотя существует несколько различных методов гибки труб, которые обычно используются, мы будем обсуждать, в частности, конструкцию оснастки с использованием метода гибки с вращательной вытяжкой (оправка).Гибка с вращающейся вытяжкой по своей природе более сложна и сложна, но впоследствии является наиболее универсальной. Это единственный метод, который подходит для получения высококачественных гибов без складок в тонкостенных трубках с малым радиусом. На сегодняшний день он наиболее часто используется в тех случаях, когда требуется поддержка для контроля растяжения и сжатия материала и одновременного предотвращения сжатия трубки.
В набор входят:
- Гибочная матрица… вращается вместе с трубкой, формируя ее с правильным радиусом.
- Зажимная матрица… Прижимает трубу к гибочной матрице для предотвращения скольжения.
- Пресс-матрица… Движется вперед вместе с трубкой, заставляя ее соответствовать радиусу гибочной матрицы.
- Оправка… внутри трубы поддерживает трубу по касательной, предотвращает ее сжатие.
- Грязесъемник… проходит между трубкой и плашкой для гибки, регулирует сторону сжатия на гибке.
В процессе изгиба трубы мы должны контролировать ее естественную реакцию на процесс сжатия внутренней стенки и истончения внешней стенки.В очень упрощенном объяснении оправка, находящаяся внутри трубы, поддерживает ее от сжатия в процессе изгиба, в то время как скребок предотвращает слипание внутренней стенки и образование складок. Однако в любом сценарии реального мира это далеко не так просто.
Первым шагом в процессе является определение требований к инструментарию для рассматриваемого приложения. Однако перед этим необходимо определить базовую выполнимость изгибов вместе с материалом трубы. Проще говоря, сможет ли материал формироваться по радиусу центральной линии, исходя из его эластичности или процента удлинения.За прошедшие годы, когда-то существовавшие жесткие ограничения относительно того, насколько плотно может быть эффективно сформирован определенный материал, с появлением современного современного оборудования и инструментов эти правила стали более щедрыми. Несмотря на это, ограничения реальны, и отказ исследовать этот аспект проекта в самом начале является серьезной ошибкой. Поскольку мы считаем, что естественной реакцией трубы на процесс изгиба является утончение внешней стенки и сжатие внутренней стенки, инструмент должен обеспечивать опору для трубы, чтобы контролировать это.Это означает, что инструменты в случае оправки и шлифовальной матрицы находятся в фиксированном положении, в то время как труба протягивается поперек и поверх них. Это, в свою очередь, приводит к перетягиванию ящиков в трубу, что приводит к истончению внешней стенки. В случае материалов с низким удлинением достигается предел текучести и труба разрушается. Тогда точкой баланса становится степень поддержки, которую можно предложить трубе, чтобы не зайти так далеко, чтобы вызвать сопротивление, достаточное для разрушения трубы. Даже для материалов с низким удлинением существуют стратегии, которые можно эффективно использовать для достижения успеха.Выбранный для проекта трубогиб должен иметь для этого все возможные эффективные варианты.
Некоторые из этих вариантов гибки могут включать, но не ограничиваются:
-Усиление добавочного давления, как по скорости, так и по давлению
-Предполагаемое извлечение оправки
-Повышение каретки / цанги
-Автоматическая смазка оправки / грязесъемника
-Система верхних стяжек от многоточечных до шпинделя гибочной матрицы и кронштейна стеклоочистителя
Все эти опции работают вместе с соответствующими инструментами для управления трубкой.Очевидная цель — эффективно сформировать трубу без трещин и с наименьшей возможной деформацией. Обсуждение этих вариантов гибки и их реализации выходят за рамки данной статьи, но достаточно сказать, что они являются неотъемлемой частью успеха любого проекта гибки.
Предположим, что домашняя работа была сделана, и машина, выбранная для проекта, оснащена, как указано, и является лучшей платформой для выполнения работы. Затем мы переходим к процессу набора самого инструментария в зависимости от производства текущего приложения.Для начала лучше всего оценить серьезность приложения. Это определит, понадобится ли шлифовальная матрица, а также позволит решить, сколько шариков потребуется на оправке для поддержки трубы. Опять же, мы должны обеспечить необходимую поддержку, не пересекая тонкую грань слишком большого сопротивления, вызываемого в процессе.
Затем мы рассчитаем коэффициент стенки трубки. О. деленное на толщину стенки трубы равно… .Wall Factor. (чем выше коэффициент стены, тем серьезнее изгиб объекта).Затем это необходимо дополнительно рассмотреть с D изгиба. Радиус центральной линии изгиба, деленный на внешний диаметр трубы. равно … D изгиба. (чем меньше d изгиба, тем серьезнее изгибание объекта). Еще раз, эти аспекты должны быть затем взвешены с процентом удлинения материала трубы. Чем ниже процент удлинения, тем меньшее сопротивление / сопротивление будет выдерживать труба, что приводит к ее разрушению.
Выгода от предоставления сменной системы инструментов очевидна для текущего проекта, но также обеспечивает платформу, меняющую правила игры, которую можно использовать по мере изменения потребностей.Внедрение инструмента, который может легко заменять части набора штампов, легко перемещаться в стеке наборов штампов для обеспечения возможности замены, является невероятной экономией времени. Хотя в некоторых случаях это будет означать, что потребуется больше отдельных компонентов, одно только сокращение настройки и смены матрицы с течением времени более чем того стоит. Есть и другие дополнительные преимущества.
Нарисуем сценарий рассматриваемого тематического проекта. Наша цель будет заключаться в производстве примерно сорока различных конфигураций деталей с тремя различными размерами труб.Предположим далее, что для каждой трубы разного размера потребуются детали, которые имеют, например, три изгиба с разным радиусом центральной линии. Хотя не все гнутые детали в проекте имеют более одного сгиба, в нашем проекте мы будем сгибать около 70% деталей с тремя или более сгибами в каждой. Вполне возможно, что некоторые из рассматриваемых частей могут иметь изгибы разного радиуса в одном и том же куске материала. При необходимости это приведет к укладке нескольких комплектов штампов на гибочный станок.Затем станок с ЧПУ автоматически позиционирует трубу в правильный набор штампов в штабеле для каждого изгиба, перемещая ее вперед и вращая между изгибами на основе данных координат XYZ, запрограммированных для каждой детали. В проекте будут определенные части, достаточно простые, чтобы потребовать простой одиночный набор штампов, и в этих случаях машина будет совершать те же движения, как указано, но без необходимости перемещаться на другой уровень в штабеле. Вот наглядный пример трубы, которая будет представлять детали, типичные для нашего гипотетического проекта.
Само собой разумеется, что если мы посмотрим просто на один размер трубы в этом сценарии, нам потребуются разные гибочные штампы для каждого необходимого радиуса изгиба. Для каждой из этих гибочных матриц может потребоваться несколько длин захвата в зависимости от необходимой конфигурации детали. Система, которую мы создадим, будет иметь возможность для каждой гибочной вставки взаимозаменяться с каждой гибочной головкой с трубкой общего размера. Каждая вставка гибочной матрицы будет иметь одинаковый рисунок отверстий под болты, что позволит использовать минимальное количество ручных инструментов и время для изменения длины или обработки поверхности.Все гибочные матрицы будут иметь одинаковую высоту с креплением машины, предусмотренным как сверху, так и снизу, так что все они будут сидеть на машине одинаково (или в любом положении в штабеле штампов) независимо от размера трубы или радиуса центральной линии. . При необходимости можно будет предварительно установить определенные штабели штампов для загрузки в машину как одну единицу, чтобы дополнительно облегчить быструю замену штампов при замене деталей в процессе производства. По возможности все оправки должны быть изготовлены с одинаковой длиной хвостовика и размером резьбы.И все плашки стеклоочистителей имеют единую схему монтажа. Наборы штампов или штабели могут быть предварительно собраны на основе номера детали трубы до смены оператора станка, исходя из ежедневных производственных требований для работы. Выгода для долгосрочного строительства на этом фундаменте также значительна. В слишком знакомом сценарии изменения размеров деталей при производстве и добавления дополнительных деталей в смесь взаимозаменяемость системы штампов очевидна. Теперь предположим, что ваш клиент (или новый клиент, полностью нуждающийся в аварийном прототипе и т. Д.)) бросает деталь того же размера, но другого радиуса. Дополнительные штампы, необходимые вашему поставщику инструмента, будут просто (и быстро) новым корпусом гибочного штампа и шлифовальным штампом, а не полностью новым набором. Возможность сделать так, чтобы эта универсальность работала на вас, — это немедленная окупаемость инвестиций. Долгосрочная выгода может стать началом совершенно нового направления мышления в отношении производственных проблем, слишком знакомых многим.
Строительные блоки системы
Гибочная матрица — это основа системы инструментов, которую мы будем разрабатывать и строить.По очевидным причинам матрица типа 6, показанная на предыдущей странице, в большинстве случаев лучше всего подходит для универсальности конструкции съемной рукоятки. Это также выгодная конструкция для прочности инструмента, так как вставка рукоятки, вкрученная болтами, полностью поддерживается корпусом самого гибочного штампа, а не конструкцией штампа типа 1 (вставленная катушка), где рукоятка остается неподдерживаемой для части. его длины. Любая из этих гибочных матриц предлагает большую универсальность в том, что область захвата может быть заменена на одну из них другой длины или даже другой обработки поверхности.Захват может быть выполнен с направленными зубцами для агрессивного захвата трубки даже на самой короткой длине захвата. Эти зазубрины могут быть выполнены с разным шагом и высотой пиков, чтобы сделать их более тонкими и, таким образом, минимизировать количество следов на поверхности трубы. Альтернативная отделка канавок для трубки, которая может обеспечить даже самый короткий захват и надежно удерживать трубку, — это отделка с конической насечкой. Хотя это имеет впечатление и вид что-то вроде типичного процесса накатки. «Накатка» вытачивается на поверхности матрицы.Хотя это по-прежнему будет оставлять отметины на поверхности трубы в процессе гибки, следы менее заметны, и с помощью вторичной операции можно уменьшить их до еще меньшего количества проблем. Как мы уже говорили, изгибы становятся более серьезными по мере увеличения наружного диаметра трубы, уменьшения радиуса изгиба и уменьшения толщины стенки трубы, все эти аспекты зависят от решения конструкции гибочной головки. Длина захвата и качество поверхности являются одними из них.
Точка разрыва при переходе от относительно простой конструкции типа 1 к типу 6 зависит от количества вставки для захвата, которая не будет поддерживаться.По мере уменьшения радиуса матрицы типа 1 количество материала, который будет полностью поддерживать зону захвата, уменьшается. Если это уменьшение означает, что более трети длины вставки рукоятки не имеет подкладки, рукоятка в экстремальных ситуациях может ослабнуть, отклониться или даже сломаться.
ПЛАСТИНА ОДНОГИБНАЯ ТИП
Чаще всего мы переходили к дизайну типа 6 и покончили с этим. Поскольку мы создаем систему для обеспечения оптимальной совместимости, мы идем немного другим путем.Было обнаружено, что использование атрибутов обоих этих штампов в гибридной конструкции может обеспечить наиболее универсальную и сильную платформу. Это будет первая точка проектирования, на которой мы будем строить. Однако сначала нам нужно рассмотреть некоторые другие основы.
Есть несколько школ мысли относительно блокирующих штампов, которые также должны быть учтены на данном этапе.
Обратная связь
без блокировки
Самым очевидным преимуществом блокирующего инструмента является то, что он до некоторой степени самовыравнивается, но, что наиболее важно, выравнивание инструмента относительно самого себя (после того, как подвески отрегулированы и заблокированы), согласованно настроено для настройки.Эти подвесы для зажима и прижимных штампов соответственно после установки не следует снимать с инструмента, гарантируя, что каждый раз, когда они вставляются в набор инструментов, выравнивание сохраняется. Это делает любую регулировку или настройку набора инструментов с одного на другой минимальным, если это вообще необходимо. «Заплечики» блокировки, если хотите, также очень полезны для жесткости штампа на станке. Это связано с тем, что блокировка увеличивает общий диаметр гибочного штампа. Это может быть очень важно при установке штампов, когда мы будем штабелировать до четырех или пяти штампов на машине.Независимо от того, использовать ли блокировку в «матрице» вашей инструментальной системы, в определенной степени зависит от предпочтений оператора станка компании. Это было типично, особенно для гибочных заводов старой школы, поскольку конструкция блокирующей матрицы может скрывать линию обзора оператора станка до точки касания, где происходит изгиб, и отношения одного инструмента к другому в установке, что некоторые предпочитали не сблокированные плашки. Следует отметить, что в большинстве случаев это были приложения с очень низким объемом и высокой степенью сложности, когда приходилось учитывать абсолютно каждый изгиб, а высокая производительность отсутствовала.Включение конструкции блокировки в сегодняшнюю быстро меняющуюся производственную среду, где быстрая и точная смена инструмента должна происходить без проблем и минимизировать время простоя, является обязательным условием.
Матрица для загиба катушки со вставками
Конструкция гибочного штампа, которую мы будем использовать для системы, будет иметь конфигурацию с порывистой катушкой. Это трехкомпонентная конструкция, обладающая преимуществом съемной рукоятки и съемной вставки рукоятки до точки касания корпуса гибочного штампа. Преимущество состоит в том, что вставки можно легко заменять между разными гибочными штампами с одинаковым наружным диаметром трубы.Третья деталь в сборке гибочной матрицы — это опорный блок вставки или вставки. Эти болты крепятся к основному корпусу гибочной матрицы и к вставке рукоятки, чтобы добавить гораздо более прочный собранный блок. Кроме того, он полностью поддерживает вставку ручки на корпусе гибочной матрицы. Так же, как и взаимозаменяемость вставок гибочного штампа, блоки косынки по большей части предназначены для того же. Однако конструкция блоков косынки может меняться, поскольку потребность в этой опоре и прочности меняется. Наиболее очевидным изменением будет то, что длину можно сделать равной длине вставки ручки.Поскольку вставка заменяется на более длинную, то же самое происходит и с косынкой. В штампах с очень маленьким радиусом для эффективного увеличения прочности косынки может иметь встроенный шпоночный ключ, который входит в паз привода гибочного станка (обратите внимание на прикрученные шпонки привода на корпусе гибочного штампа, показанном выше). Затем блок косынки крепится к гибочному станку, и любой гибочный штамп укладывается на него более надежно. В очень сложных пакетах штампов, особенно с составными вставками, которые могут быть длинными, большими и тяжелыми, блок косынки может быть спроектирован для крепления болтами к нескольким корпусам гибочных штампов и их соответствующим вставкам.Следует также отметить, что появление этой конструкции во многих случаях может исключить необходимость использования множества «специальных» штампов для гибки, чтобы приспособиться к определенным проблемным частям. Поскольку у вас есть возможность перенастроить матрицу гибочного штампа в соответствии с конфигурацией детали, вместо того, чтобы в этих особых случаях требовалась полная гибочная матрица. Преимущество конструкции из трех частей гибочного штампа более чем перевешивает необходимость в дополнительных компонентах.
Плашки зажима
Как мы уже обсуждали ранее, чтобы сделать поверхность зажимной матрицы более агрессивной (зубчатая, рифленая и т. Д.)) может значительно уменьшить длину матрицы, необходимую для эффективного удержания трубы и предотвращения проскальзывания при изгибе. Хотя в большинстве случаев это сработает для получения деталей с минимальным количеством прямого материала между изгибами, это, как уже упоминалось, отметит поверхность трубы. В случае, когда эта маркировка не разрешена или когда прямая труба между изгибами практически отсутствует, становится необходимым фактически захватить один изгиб, чтобы произвести следующий в части с несколькими изгибами. Это называется сложным зажимом.Вращательная ориентация (плоскость поворота изгиба) от первого изгиба к следующему последовательному изгибу может быть проблематичной. Поскольку большинство роторно-вытяжных гибочных машин работают либо по часовой стрелке (правосторонний гибочный станок), либо против часовой стрелки (левосторонний гибочный станок), очевидно, что вы неизбежно дойдете до точки, в которой предыдущий изгиб, который нужно захватить, будет находиться в неудачной ориентации для получения следующий соседний. Во многих случаях действие по созданию изгиба номер два и т. Д. Может привести к тому, что предыдущие изгибы врезались в станок, держатели инструмента или сами инструменты.Часто необходимо переупорядочить деталь, перевернув ее и начиная с противоположного конца. Одним из больших преимуществ штабелирования нескольких гибочных штампов является то, что часто в ситуации, когда предыдущий изгиб поворачивается вниз и разрушает машину (или полностью предотвращает захват для изгиба номер два), набор штампов, образующих изгиб два, можно переместить вверх стек, чтобы уменьшить столкновение. В ситуациях, когда помехи, вызванные конфигурацией изгибаемой трубы и ограничениями самой машины, слишком серьезны, чтобы их можно было устранить каким-либо другим способом, может потребоваться гибочная машина противоположного вращения (CW / CCW).Другой альтернативой было бы согнуть эту конкретную деталь в несколько частей и сварить ее позже, однако чаще всего, если эта деталь была изначально указана как цельная для вашего клиента, маловероятно, что этот вариант будет открыт. Другая, как правило, последняя альтернатива — это рассмотреть машину, которая может работать как слева, так и справа, добавляя, мягко говоря, большую стоимость проекту. Очевидно, что возможность гнутых деталей, которые могут стать проблемой в будущем, должна быть определена абсолютно на самом раннем этапе всего процесса исследования, прежде чем работа будет размещена.Это классические ошибки, которые убивают прибыль в конечном производстве работы.
И снова выбор технологического оборудования и инструментов определяется приложением. Если ваше отсутствие планирования в проекте означает, что приложение не является движущим фактором для этого, ошибка будет стоить вам в будущем.
Прямая зажимная матрица
Составная зажимная матрица
Обратите внимание на функцию блокировки клавиш из-за вставки гибкой матрицы.
Матрица для гибки катушки со вставкой и комбинированной вставкой
с добавленным составным зажимом
Полный набор инструментов
Гибочная матрица с выемкой для вставки
Блок косынки
Блок косынки в сборе
Вставка для ручки готова
Узел вставки ручки
Матрица второго изгиба
Гибочный штабелеукладчик
Добавлены зажимы и матрица нижнего давления
Переходя к остальным отдельным компонентам в наборах штампов, мы кратко обсудим оставшиеся части.Они были упомянуты ранее, и все остальные части набора являются до некоторой степени «расходными материалами», поскольку они снова находятся в фиксированном положении относительно формируемой трубы. Поскольку оба они находятся в фиксированном положении, их необходимо смазывать в процессе гибки, чтобы избежать истирания и продлить срок службы штампов.
Держатели
Показаны оправки в разрезе (снизу вверх), со стандартным шагом, малым шагом и сверхмалым шагом. Материал шара — делрин.
Что касается конструкции оправки, первое правило — сделать ее максимально прочной и простой и при этом соответствовать потребностям приложения.Если простой заглушки или формованного наконечника оправки будет достаточно и вы получите необходимое качество изгиба, здравый смысл подсказывает, что не следует прибегать к сценарию с шариковой оправкой. Оправка находится внутри трубы в фиксированном положении относительно набора инструментов. Трубка будет протягиваться поверх нее в процессе изгиба. Правильная и первая пробная точка оправки должна быть размещена так, чтобы передняя кромка основного корпуса оправки немного выступала за точку касания гибочного штампа. В случае шаровых оправок цель состоит в том, чтобы самая прочная часть оправки (корпус или хвостовик) выполняла основную работу по поддержанию трубы.Шариковые оправки могут быть изготовлены из различных материалов, каждый из которых имеет преимущества для труб из разных типов материалов.
Детали и сборка оправки H-типа со стандартным шагом
Ультра-малый шаг (вверху) для трубы 12,0 дюймов
И ближний шаг для трубки 10,0
Выбор правильного баланса силы и опоры.
При выборе правильной оправки для изгиба объекта необходимо обязательно вернуться к основным рекомендациям, обсуждавшимся ранее. Начнем снова с соотношения коэффициента стенки и D изгиба.Использование таблицы, включенной далее в этот документ, поможет вам определить правильный шаг оправки шара и сколько шариков потребуется для сборки. Сначала мы обсудим некоторые другие основы. Опять же, наиболее надежное подходящее решение — это лучший путь, но он, безусловно, будет иметь свои ограничения. Присущей трубке реакцией в процессе изгиба является сжатие внутренней стенки и истончение внешней стенки. Наша цель — контролировать материал и уравновешивать это растяжение и сжатие.Очевидно, что в процессе изгиба любая трубка будет сама по себе течь, и она сплющится и схлопнется. Основная функция оправок — предотвратить это. Трубка с более толстой стенкой потребует меньшей поддержки для достижения этой цели, в то время как трубка с более тонкой стенкой потребует большего. Чем больше поддержки вы добавите, тем большее сопротивление вы создадите в процессе. Если величина этой опоры слишком сильно подталкивает это сопротивление, утонение стенки превысит предел текучести трубы, и она сломается. Этот факт делает баланс между правильной опорой и минимальным сопротивлением очень сложным.Это еще больше усугубляется, поскольку коэффициент стенки становится выше, D изгиба становится более плотным, и мы затем взвешиваем тип материала трубки.
Тип материала НКТ (и его последующий предел текучести, относительное удлинение и относительное удлинение) необходимо учитывать в начале выбора оправки. Основной принцип любого процесса изготовления металла заключается в том, что трение вызывает сопротивление, нагрев и, как следствие, истирание. Гибка труб ничем не отличается. Поскольку оправка находится в фиксированной точке и труба протягивается через нее, трение является естественным результатом.При этом выбор правильного типа материала оправки и / или правильной обработки поверхности (полированная, гальваническая или иная обработка поверхности) является первым шагом. Как правило, оправка из закаленной стали с нанесением промышленного твердого хрома (Hexavelent Chrome, а не его декоративный родственник Triavalent Chrome) является универсальным материалом для гибки большинства материалов. Тип необработанной стали может быть разным, но обычно это термообработанная инструментальная сталь 06 для оправок малого диаметра или науглероженная сталь 8620 также обычна для более крупных.Также используется полностью термообработанная инструментальная сталь, такая как, например, S-7, но чаще используется в оправках для гибки некруглых труб. Суть здесь связана с твердостью хрома, основная сталь, поддерживающая его, должна быть подходящей и прочной платформой, чтобы предотвратить реакцию хрома, как яичная скорлупа, и растрескивание под нагрузкой, которую мы создаем в процессе изгиба. Простое нанесение хрома на сталь будет особенно хорошим выбором для гибки любых цветных металлов. Алюминий, латунь, медь и т. Д.будет меньше раздражать полированную хромированную поверхность. Хром также широко используется в большинстве стальных изделий, включая алюминированные, гальванизированные и оцинкованные. Это также хороший выбор для низкоуглеродистой мягкой стали без покрытия, а также для труб из высокоуглеродистой и высокопрочной стали. Материалы трубок, которые не вступают в реакцию с хромом, включают никелевые сплавы, нержавеющую сталь, хромовую сталь, инконель, монель и титан. Есть много других покрытий, которые следует учитывать на подложке из закаленной стали.Обычно они используются для тех же указанных материалов трубок. Одними из наиболее распространенных из них являются нитрид титана (TIN) и карбонитрид титана (TicTin). Материал основы для этих более экзотических покрытий, наносимых паром, чаще всего представляет собой полностью термообработанную шлифованную и полированную инструментальную сталь D-2. Следует отметить, что основной материал, его подготовка и тот факт, что эти покрытия должны выполняться компанией, специализирующейся на этом процессе, вносят в уравнение дополнительные затраты и время выполнения заказа.
Оправки с покрытием TIN (на переднем плане) Сталь с покрытием Krolon сзади.
Безусловно, наиболее распространенным материалом для оправок исторически была бронза. Вообще говоря, это будет алюминиевая бронза под торговой маркой Ampco. Материал Ampco поставляется во многих различных сортах Ampco-18, который является наиболее распространенным. Во многих случаях рассматриваются более твердые марки, чтобы избежать короткого срока службы алюминиевой бронзы, обусловленного нагрузкой и трением. Хотя более твердые марки, такие как ampco-21, имеют преимущества в том, что они служат дольше, существует важный компромисс.По мере увеличения твердости сплава увеличивается и его зеренная структура. Все мы быстро узнаем в условиях магазина, что более твердые материалы меньше изнашиваются, но являются более хрупкими. Более крупное зерно и более твердый сплав могут быть проблематичными для шариков оправки, в частности, поскольку часто необходимая конструкция и ширина тонкого сечения приводят к их поломке, хотя их использование на хвостовике оправки значительно увеличивает срок их службы. Компания Ampco в течение многих лет использовала материал для оправок, особенно для нержавеющей стали, инконеля и титана.Это также было очень распространенной проблемой, и на протяжении долгого времени использование бронзы почти для всего остального стало обычной практикой. Бронза более щадящая, поскольку дает удовлетворительные результаты, даже если используемая смазка недостаточна или предварительная очистка трубок не требуется. Оправки в этом случае живут недолго. Хотя это по большей части будет работать в условиях производственного цеха (и в некоторых случаях может предотвратить необходимость наличия хромированной оправки такого же размера), стоимость их более частой замены не является самым экономически эффективным решением.Следует отметить, что использование бронзовых оправок для сгибания более мягких цветных материалов, таких как алюминий, медь и латунь, также не лучший способ, используйте хром на них. Если у вас есть приложение, которое требует, чтобы вы рассмотрели бронзу для компонентов оправки, убедитесь, что вы изучили другие альтернативы. В условиях высокого уровня производства вы должны учитывать стоимость замены и необходимость поддерживать запас запчастей под рукой.
Оправки и сегменты шара со сверхмалым шагом Ampco
Другой альтернативой материала оправки / отделки поверхности, которую следует рассмотреть, является Krolon ™.Кролон является производным от ранее описанного процесса твердого хрома. Для этого процесса мы возвращаемся к подложке из закаленной стали с последующим нанесением шестивалентного хрома. В контролируемом процессе хром пропитывается Teflon ™ (знакомый всем нам продукт, разработанный DuPont). В этом запатентованном процессе поверхность специально подготовленного хрома протравливается, а затем под действием тепла тефлон приклеивается к поверхности. Плюс ко всему, соотношение хрома и тефлона составляет 65% хрома 35% тефлона.Комбинация закаленной стальной основы с Krolon может быть заменена в большинстве применений, в которых обычно используется бронза, а также в мягкой и высокопрочной стали. Он особенно эффективен при работе с нержавеющей сталью, в том числе алюминированной серии 4000. Это также может быть решением для сплавов на основе никеля при надлежащей смазке.
Хромированный стержень оправки (слева), стержень оправки Krolon (справа)
Еще один тип материала оправки, о котором стоит упомянуть, — это пластик. Они в основном используются в аэрокосмической промышленности и, как таковые, обычно не подходят для тяжелых производственных работ.По большей части они используются для очень тонкого и мягкого алюминия. Типы пластиков высокой плотности и высокой твердости включают (но не ограничиваются ими) различные типы нилитрона и делрина. Трудно оценить ожидаемый срок службы шариковых оправок из этих материалов. Типичные темпы производства тонкостенных хрупких материалов в аэрокосмической промышленности радикально отличаются от сценариев с большим объемом производства, например, в автомобилестроении. Что касается разницы в стоимости, то оправки из этих материалов будут работать немного больше, чем из бронзы или стали, но с учетом амортизации небольшого объема деталей, работающих на них, стоимость изгиба существенно возрастает.Было сказано, что в некоторых случаях смазка, которая используется для некоторых пластиков и материалов труб, просто в воде. Поскольку методы, используемые в аэрокосмических кругах, редко обсуждаются за пределами этой области, я, честно говоря, не могу подтвердить справедливость этого утверждения. Тем не менее, что касается смазки, есть много вариантов, которые следует учитывать. Будут составы, которые лучше всего подходят для определенных материалов, и, возможно, не то, что нужно учитывать для других. Выбор смазки в зависимости от типа материала является многогранным, так как необходимо учитывать как ее эффективность, так и то, как она удаляется из трубки после изгиба.Этот анализ процесса смазки выходит за рамки данной статьи, но, проще говоря, все инструменты, которые фиксируются в процессе формования, требуют смазки. Это должен быть правильный тип и адекватное количество. Это очень важно для правильной работы инструмента и продления срока его службы. Обработка поверхности продукта, который вы формируете, зависит от целостности штампов, а для достижения этой цели они и трубка зависят от подходящей защитной пленки смазки. Здесь нет исключений.Никакой тип материала, покрытие или покрытие не исключают необходимости смазки. Пропустить это означает преждевременно пожертвовать инструментом и качеством вашей гнутой трубы.
Варианты исполнения оправки шара (круглая труба)
В разрезе №
показаны изменения в поперечном сечении шара оправки и конструкции, вызванные переходом от стандартного шага (слева) к сверхмалому шагу (справа).
В стандартных многоплоскостных гибких оправках в большинстве используются шарнирные соединения общей конструкции с шаровой головкой. В отношении этих оправок часто можно услышать термин «смола».Шаг оправки шара можно просто определить как расстояние от центра шара до центра шара. Аспект конструкции оправки, определяющий ее шаг, — это физический размер шарнирного соединения внутри нее. Или, более конкретно, расстояние на звене от центра охватываемого шарика на одном конце до центра охватывающего гнезда на другом. Шаг оправки будет определять, насколько сильно (измеренный как радиус центральной линии) оправка сможет изгибаться в процессе гибки без разрушения компонентов.Здравый смысл подсказывает, что чем больше размер звена, тем оно прочнее, но ограничение в том, что оно не будет изгибаться так сильно. Что определяет оправку, которая должна быть обозначена как «малый шаг», так это то, что в ней используется следующий следующий размер звена меньше стандартного. Следовательно, в конструкции оправки со сверхмалым шагом уменьшается два размера звеньев. По мере того, как стенка трубы, которую нужно изгибать, становится тоньше, а радиус изгиба становится меньше, уменьшение шага оправки — единственный способ, которым труба может иметь адекватную опору и контролировать поток материала.Существуют и другие конструкции рычажных механизмов, связанные с многошаровыми оправками, хотя конструкция, показанная на фотографии выше, используется наиболее часто.
Здесь уместно указать диаметр данной оправки по сравнению с внутренним диаметром трубы. Существует явная потребность в правильном зазоре между корпусом или хвостовиком оправки и внутренним диаметром трубы. Слишком плотная посадка и внутреннее сопротивление к трубе будет слишком большим, а посадка с трубкой будет слишком небрежной, результатом будет слишком сильное сжатие и неспособность контролировать сжатие внутренней стенки.Хотя положение хвостовика оправки относительно точки касания можно отрегулировать (и это необходимо для набора оптимального положения для качества гибки), если общий диаметр слишком большой, эта регулировка может оказаться недостаточной или даже невозможной. Общепринятым стандартом правильной величины под внутренним диаметром является процент изгиба стенки трубы. Это означает, что величина зазора не является фиксированным размером, а является отношением стенки трубы. Это важное различие. Обычно используется 25% стенки трубы, чтобы равняться общему зазору от хвостовика оправки до внутреннего диаметра трубы.Это общий зазор, а не зазор на каждую сторону. Чтобы получить некоторые гипотетические цифры. Трубка с внешним диаметром 2,00 дюйма и толщиной стенки 0,080 дюйма будет иметь зазор от хвостовика до внутреннего диаметра трубы 0,020 дюйма (или 0,010 дюйма на каждую сторону). При изгибе толстостенной трубы цифры немного меняются, и коэффициент зазора от 30% до 35% не является редкостью. В аэрокосмической отрасли и при работе с приложениями, имеющими достаточно высокие коэффициенты стенок, чтобы предписывать оправку с малым шагом, более подходящим является процент зазора 20%.Для очень высоких коэффициентов стенок от 160 до 200 WF. Обычно процент оформления составляет 15%. Важный факт, который следует учитывать, заключается в том, что во всех вышеупомянутых случаях шарики оправки всегда проходят от 0,003 до 0,005 дюйма ниже диаметра хвостовика. Если шарики имеют диаметр (или, что еще хуже) стержня. Хвостовик оправки в процессе гибки практически ничего не делает, и вся результирующая нагрузка ложится на рычажок оправки. Чаще всего это приводит к поломке звена оправки.Матрица грязесъемника — это последняя часть типичного набора инструментов. Функция грязесъемника — контролировать сжатие внутренней стенки трубы в процессе изгиба. Это сжатие является естественной реакцией на трубу и является неотъемлемой частью процесса независимо от толщины стенок материала или любого другого фактора. В случае трубы с толстыми стенками сжатие в большинстве случаев будет несущественным с эстетической точки зрения, и скребок, скорее всего, не потребуется. В тех случаях, когда трубка тоньше, возникающее в результате сжатие внутренней стенки приведет к образованию складок на внутренней стороне изгиба.Это сморщивание может стать настолько сильным, что может разорвать и разорвать шариковую нить оправки, если ее не контролировать. В наборе инструментов грязесъемная матрица расположена напротив канавки трубы гибочной матрицы. Наконечник грязесъемника расположен немного позади точки касания гибочного штампа. Грязесъемник имеет очень острый наконечник в области канавки трубки, толщина наконечника обычно составляет от 0,003 до 0,005 дюйма в новом состоянии. Наиболее рентабельная матрица стеклоочистителя является наиболее точной и правильно обработанной. Слишком толстые и непоследовательные матрицы Wiper каждый раз приводят к утомительной и трудоемкой смене инструмента.Правильная установка шлифовальной матрицы такова, чтобы она располагалась параллельно поверхности захвата гибочной матрицы. Кончик стеклоочистителя будет выполнять работу, задний конец стеклоочистителя находится под углом от трубки, которая слегка изогнута. Слишком большой угол, и у вас его может не быть, а слишком маленький угол, и дворник будет действовать как второй зажим к трубе, когда пресс-матрица входит и начинается изгиб. Точно так же, как обсуждалось с оправками, скребок находится в фиксированном положении по отношению к трубе, скользящей по ней в процессе гибки, и поэтому выбор типа материала и необходимость в смазке столь же важны.Однако следует отметить, что из-за конструкции скребка, имеющего тонкий обработанный наконечник, матрица не может функционировать должным образом, если изготовлена из слишком твердого основного металла. Это неизбежно приведет к отрыву наконечника в процессе изгиба. Точно так же любой вид гальванического покрытия или процесса покрытия, который может вызвать повреждение или деформацию наконечника, должен быть нанесен на заготовку очистителя после того, как канавка трубки была обработана, но до того, как наконечник будет вырезан и обработан вручную. Чаще всего материалом для шлифовальных штампов является бронза, особенно для нержавеющей стали, инконеля и титана.Бронза также используется в тех случаях, когда царапины на трубке недопустимы. Как упоминалось ранее, компромисс с бронзой заключается в высоком износе и необходимости частой замены. Также используются стальные грязесъемники из сплава (4230/4140). Как правило, они подвергаются предварительной термообработке перед процессом механической обработки при 28-32 Rc «C». Канавка трубки может быть хромированной или покрытой Krolon перед обработкой наконечника грязесъемника. Те же рассуждения, которые были изложены при выборе материала для оправок, применимы также и к шлифовальным штампам.Штампы стеклоочистителя после износа могут быть повторно обрезаны и возвращены с наконечником, готовым к повторному использованию. Это, очевидно, приведет к тому, что они будут периодически отключаться от завода, что необходимо запланировать. Также следует отметить, что каждый раз, когда переделывают шлифовальную головку, она укорачивается, а ширина — меньше. Причина, по которой блок возвращается более тонким, заключается в том, что канавка для трубки в шлифовальной матрице обычно требует повторной обработки, чтобы снова исправить изношенный контур канавки. После этого поверхность штампа завершилась, чтобы глубина канавки снова была правильной.В итоге, матрица стеклоочистителя вернется к вам другого размера, чем была. В случае, если производство достаточно велико, и вам понадобится запас дворников под рукой, количество, которое вам понадобится, будет увеличиваться. Некоторые из них будут в машине, на полке, в любой момент времени. Тот факт, что в процессе повторной резки они по необходимости будут возвращаться с разными размерами блоков. Это может быть довольно проблематичным при прикреплении их к кронштейну на гибочной машине. Поскольку они больше не одинаковы по размеру, больше времени тратится на правильное выравнивание с настройкой инструмента.Это может привести к тому, что для восстановления качества гибки потребуется запустить пробирки. Это не тот сценарий, который вам нужен в высокопроизводительной среде.
Наконечники стеклоочистителя
Конструкция съемного наконечника стеклоочистителя с круглой задней частью такова, что по мере износа его можно быстро снять и заменить. Держатель наконечника остается прикрученным к кронштейну на гибочном станке. Это означает, что выравнивание держателя остается постоянным в установке. Такая единообразие расположения наконечников является значительным улучшением по сравнению со стандартными квадратными задними дворниками, особенно если размеры скребков неодинаковы из-за повторной резки.Время переналадки инструмента для замены изношенных грязесъемников теперь сокращено до минут и, как правило, отпадает необходимость в пробном изгибе перед возобновлением производственного цикла. По большей части щетки стеклоочистителя можно использовать в любой ситуации, когда потребуется стандартный стеклоочиститель с прямоугольной спинкой, но есть исключения. Сырье, используемое в процессе обработки для изготовления радиальных щеток заднего стеклоочистителя, начинается с толстостенной (стальной или бронзовой) трубы. Внешний диаметр повернут, внутренний диаметр просверлен, и, наконец, наконечники обрабатываются снаружи, один на 180 градусов от другого.Два наконечника лицом к лицу в одной заготовке из материала. Следующий шаг процесса разделяет их. Это приводит к тому, что глубина канавки трубы составляет чуть меньше 50% диаметра трубы. Хотя это будет абсолютно нормально для более 90% применений, требующих шлифовальной матрицы, в ситуациях с очень высоким коэффициентом стенки они могут быть проблематичными. В большинстве сценариев ротационной гибки с волочением линия части штампа проходит по средней линии трубы. 50% трубы находится на стороне гибочной матрицы и зажимной вставки, в то время как канавки для трубы на стороне зажима и прижимной матрицы несколько меньше.Причина этого в том, чтобы канавки для труб могли входить в контакт и работать с трубкой в процессе изгиба. Без образовавшегося зазора матрицы на одной стороне трубы будут контактировать с матрицами на другой стороне. Это ставит под угрозу давление и контроль трубы со стороны инструмента. Наличие зазора имеет решающее значение для получения высококачественных гибов, к которым мы стремимся. Как правило, если установка указывает на то, что зазор исчез и матрицы соприкасаются в процессе гибки, износ матрицы достаточно высок, и у вас есть проблема, которую необходимо исправить в ближайшее время.Если это не проверено, это может привести к неправильному выравниванию монтажных поверхностей на держателях инструмента на гибочном станке. Это действительно может запустить цепную реакцию, и легкое выздоровление — маловероятный результат. При установке штампов на гибочном станке пресс-штамп находится на одной стороне трубы, а скребок — напротив. Если это радиальный наконечник грязесъемника и глубина канавки трубки менее 50% диаметра канавки трубки по глубине, результирующий зазор между наконечником грязесъемника и прижимной матрицей, вероятно, будет вдвое больше, чем должен быть.Опять же, для большинства приложений это не проблема. Однако, если вы используете очень тонкостенные трубы большого диаметра для изгиба 1XD, зазор может быть достаточно большим, чтобы труба могла проникнуть внутрь. Результатом будет очень заметная отметина или выпуклость в верхней и нижней части готового изгиба. При высокопроизводительной гибке критически важны быстрые переналадки и постоянное выравнивание штампа. Наконечник стеклоочистителя является неотъемлемой частью этой системы.
На диаграмме на предыдущей странице показан специальный держатель наконечника стеклоочистителя, обработанный с изогнутой ножкой, чтобы цанга гибочного станка могла приближаться к гибочной матрице.Цанга — это инструмент в гибочном станке для захвата трубы и подачи ее изгиба для изгиба, а также поворачивает трубу для изменения плоскости изгиба, продиктованной данными координаты XYZ, запрограммированными в гибочный станок. То, что эта цанга может приближаться, очень важно. Это позволяет в случае согнутой детали, у которой последний изгиб находится очень близко к концу предварительно отрезанной трубы, ту же часть можно согнуть с меньшим количеством материала. Часто в этой ситуации дополнительная труба рассчитывается на предварительно отрезанную развернутую длину, загруженную в гибочный станок.Эта дополнительная длина необходима машине для приведения трубки в правильную конфигурацию. Держатель собачьей ноги, позволяющий более близкое расположение цанги, в этих случаях означает меньшее количество материала трубки. При работе с высокой производительностью экономия затрат очевидна. Экономия нескольких дюймов материала может показаться не такой уж большой для нескольких деталей, но для тысяч — это совсем другая история.
Установка тройного стека с демонстрацией макета положения цанги
В окончательной версии конструкции пресс-матрица будет укорочена, а держатели наконечников стеклоочистителя заменены на изогнутые.Это позволяет окончательно разместить цангу по касательной в пределах нескольких дюймов от касательной к гибочной матрице.
Многие другие конструктивные соображения могут входить в уравнение системы инструментов, а не комплектов штампов. Некоторые из них могут включать:
— Быстросменные корпуса оправки, исключающие необходимость навинчивать их на стержень оправки и снимать с нее.
— Быстросменные вставки для гибки штампов, в которых используются стопорные штифты вместо крепежных винтов.
— Автоматические функции смазки на грязесъемниках, держателях наконечников и оправках.
— Пакеты адаптеров, которые позволяют использовать одну и ту же систему штампов на нескольких машинах с разными монтажными конструкциями.В то время как некоторые соображения можно легко интегрировать в процесс, другие могут включать переменные, которые не заслуживают своей сложности. Суть в том, чтобы всегда стимулировать выбор процесса, оборудования и инструментальной системы из предметной области применения. это не только первый шаг, его успешное выполнение — это конечная цель.
Элементы управления — Pines Mfg
Dial-A-Bend® (DAB-7) Ручное ротационное вытягивание и устройство вертикальной гибки
Станки
Pines с числовым программным управлением (ЧПУ или ручным управлением) оснащены контроллером Dial-A-Bend 7 PLC (DAB-7) и оснащены современной системой интеллектуального управления движением.Большой 7-дюймовый цветной сенсорный экран позволяет легко программировать и управлять машиной. Он имеет удобную для пользователя функциональность и может хранить до 200 различных программ гибки с буквенно-цифровыми номерами деталей. Программная память доступна для поиска, чтобы ускорить поиск сохраненных программ обработки деталей. Расчет пружинения, компенсация пружинения и счетчик деталей являются стандартными.
Полное ручное управление всеми функциями машины при необходимости обеспечивается блокировкой последовательности работы машины. Это снижает вероятность повреждения машины из-за невнимательности, отсутствия обучения оператора или неправильной настройки инструмента.Инструмент можно перемещать в ручном режиме. Оператор может даже выполнить изгиб в ручном режиме, который остановится при заданном угле изгиба.
Система управления Pines Dial-A-Bend 7 использует современное оборудование и логику ПЛК для устранения проблем, обычно связанных с ситуацией аварийного останова. На большинстве машин аварийный останов или потеря гидравлического давления приводят к потере изгибаемой детали. Инструменты необходимо открыть вручную, а часть выбросить на кучу металлолома. Не так с Pines Dial-A-Bend.Просто перезапустите двигатель насоса и нажмите кнопку «Цикл вперед», чтобы возобновить изгиб. Инструменты останутся закрытыми при правильном давлении, и все опции станка будут работать так, как если бы изгиб не прерывался. Гибочная матрица остановится в правильном положении без потери точности.
Элемент управления Pines Dial-A-Bend позволяет упростить электрическую схему. В сочетании с сообщениями «по очереди» и «об ошибках» интеллектуальной машины время, затрачиваемое на поиск и устранение неисправностей, значительно сокращается.
Основные характеристики:
- Программируемая безопасность Интегрированная система управления движением с резервным вводом / выводом
- Стандартные компоненты
Поддерживаемые функции машины:
- Устройство для извлечения оправок
- Лубрикатор оправки
- Ассистент давления штампа
- Лазерный сканер / Защитные коврики / Световая завеса
- Независимый контроль зажима и пресс-формы
- Двухскоростной изгибающий рычаг
- Экстракт ранней оправки
- Программируемая пружинная задняя часть
- Качающаяся оправка
- Главный стержень / Сцепное устройство под давлением
- Матрица прямого действия
- Подставка для Dual Palm Remote
- Поддерживается множество дополнительных функций и конфигураций машины
Функция «Нажать и удерживать»
Работа на трубогибочном станке представляет несколько опасностей для оператора станка.В соответствии с OSHA и другими стандартами машиностроения, контроллер Pines имеет несколько функций, предназначенных для повышения безопасности оператора. При перемещении компонентов машины в ручном режиме требуется управление двумя руками. В автоматическом режиме оператору часто приходится удерживать деталь в нужном положении, поэтому использование управления двумя руками не является эффективным решением. Функция Pines Press and Hold выполняет почти ту же задачу. Оператор должен нажать кнопку «Цикл вперед», чтобы запустить автоматический цикл работы.Оператор должен удерживать эту кнопку нажатой, пока инструменты не закроются полностью. Как только гибочная матрица начнет вращаться, оператор может отпустить кнопку. Если оператор видит какую-либо причину для остановки последовательности гибки до того, как инструмент полностью закроется, он может просто отпустить кнопку, и инструменты автоматически полностью откроются.
Сцепное устройство под давлением
Пресс-матрица также может иметь сцепное устройство для гибки с большим радиусом. В определенной точке изгиба гибочная матрица останавливает свое вращение, прижимная матрица слегка открывается, и стержень возвращается в исходное положение.Пресс-матрица снова закрывается, и изгиб продолжается. За один изгиб можно выполнить несколько стыков. Это позволяет использовать более короткую пресс-форму, чем обычно требуется для большого угла изгиба на большом радиусе центральной линии. Эта стандартная функция может значительно снизить затраты на инструмент, поскольку устраняет необходимость в чрезмерно длинных штампах, работающих под давлением. Стоимость машины также может быть снижена. Для длинной пресс-формы требуется длинный главный стержень, который требует дополнительных опор, что увеличивает стоимость машины.
Трубогиб Три в одном Ручной трубогиб Трубогиб Метрические трубогибы dx
Инструмент для труб Ручной трубогиб Три в одном Трубогиб Метрические трубогибы dx
- Home
- Business, Office & Industrial
- Гидравлика, пневматика, насосы и сантехника
- Инструменты для труб
- Трубогибы
Ручной трубогибочный станок «три в одном» Трубогибочная машина с метрической системой измерения dx
Ручной трубогибочный станок «три в одном» Трубогибочный станок «три в одном», метрический dx, метрический dx Ручной трубогибочный станок «три в одном», трубогибочный станок «три в одном», алюминиевый сплав, прочный корпус и сверхпрочный шарнир, углы и изгибы нанесены на инструмент простая и четкая идентификация для удобного использования, Легкая гибка алюминиевых, медных и стальных трубок, Характеристики: /
, ограниченные по времени Специальные предложения Быстрая доставка по всему миру Быстрая доставка и низкие цены Онлайн-продажи дешево от экспертов Повысьте свой опыт покупок.Гибочный станок Metric dx Ручной трубогиб «три в одном».
No More Worries избавит вас от налоговых и юридических проблем!
Простое решение проблем
NMW предлагает эффективные решения.Мы действуем эффективно, экономично и практически, чтобы избавить главу семьи или руководителей компании от их проблем с помощью профессионала с более чем 25-летним опытом работы в налоговом и юридическом мире. Поскольку наши клиенты могут круглосуточно связываться со своим «личным консультантом», им не нужно беспокоиться об обнаружении рисков или возможностей слишком поздно. Любые заботы клиента решаются на встречах раз в две недели или раз в месяц. Консультант NMW использует эти моменты для выявления возможностей и рисков и для прогнозирования внутренних и внешних событий.Встречи обычно проходят в офисе клиента или в другом месте по его выбору.
Расстояние не проблема
NMW в настоящее время базируется в Голландии, но местонахождение и национальность наших клиентов никогда не являются проблемой, поскольку все консультанты NMW жили и работали по всему миру и работали для людей всех национальностей.
5 C: Уверенность, химия и приверженность + клиент и советник
Взаимная уверенность и химия необходимы для хороших рабочих отношений, поэтому рекомендуется установить долгосрочные обязательства между клиентом и его советником или личным советником, установить доверительные отношения, в которых Клиент чувствует себя в безопасности и знает, что может полностью положиться на своего Советника.После установления отношений консультант будет заниматься налоговыми и юридическими вопросами клиента, как если бы они были его собственными. Его роль полностью определяется потребностями и пожеланиями клиента. Общие налоговые и юридические расходы клиентов будут сокращены, потому что консультанты NMW знают, как решать налоговые и юридические вопросы максимально эффективно и действенно. NMW знаком со всеми возможными системами оплаты и может заключать выгодные договоренности.
Наши ценности
NMW обладает соответствующими ноу-хау и разбирается в налоговых и юридических вопросах.NMW фокусируется на долгосрочном стратегическом налоговом планировании путем определения правильной правовой базы. Наша способность заботиться о (международных) налоговых и юридических делах семей не имеет себе равных. Мы заботимся о том, чтобы компании и активы были структурированы максимально эффективно и просто. Предлагаемая нами структура адаптирована к пожеланиям клиента и планам на будущие поколения. Обучение следующих поколений соответствующим налоговым и юридическим вопросам может оказаться большим подспорьем, и мы рассматриваем это как часть нашей работы.
Консультанты
NMW находят время, чтобы выслушать все, что может быть у клиента на уме. Консультант знает, нужно ли привлекать внешнего консультанта, и подбирает подходящего человека для решения проблемы. Благодаря своему многолетнему опыту советник также знает, какая информация и материалы необходимы внешнему советнику, чтобы сформулировать вопросы, на которые нужно ответить как можно более эффективно. Несмотря на то, что мы знаем лучших людей, которые могут проконсультировать по конкретному вопросу, мы считаем частью нашей работы надзор за внешними консультантами.После получения совета мы обсуждаем дальнейшие шаги с клиентом и следим за тем, чтобы обо всем позаботились. NMW работает иначе, чем юридические фирмы, частные банки, семейные офисы и трастовые компании. Мы не даем финансовых или инвестиционных советов, а также не даем подробных налоговых и юридических консультаций. При необходимости его можно получить у внешнего юриста или налогового консультанта. В других сферах нашей работы по поддержке семей и компаний мы сотрудничаем с частными банками, односемейными или многосемейными офисами и трастовыми компаниями.В некоторых случаях консультант может принять формальную роль для клиента или одной из его организаций, если клиент сильно отдает предпочтение этому, и это вписывается в контекст общих отношений между клиентом и консультантом, и особенно если это помогает строить 5 пунктов, которые мы считаем ключом к хорошим отношениям.
No More Worries была создана в 2010 году как специализированная фирма, консультирующая семьи по всему миру.Инициатива была предпринята Филипом ван Хилтеном, который до этого 35 лет проработал партнером в ведущих европейских юридических фирмах. Мы знаем, насколько сложными могут быть семейные дела. Мы помогаем найти глобальные решения для частных лиц в качестве надежного консультанта. Проблемы не знают границ. Проблемы возникают во многих странах, и семьи имеют более 1 национальности. У нас есть практический опыт работы с этими осложнениями. Клиентам нужен настоящий глобальный советник, который поможет им найти наиболее безопасные пути к стабильному будущему. Мы — ваш попутчик, обеспечивающий прозрачную и справедливую систему управления.
Семьи, стремящиеся к успеху на протяжении поколений, должны иметь согласованную и гибкую индивидуальную структуру управления. Кто возглавляет семью и ее бизнес? Как, кто и когда выбирается преемник? Каковы права и обязанности членов семьи? Какая позиция у родственников мужа? Кто на самом деле семья? Эти вопросы неизбежно возникают во всех семьях, независимо от их национальности, культуры, религии или положения. Своевременно принятые меры предотвращают семейные споры.Нашим клиентам не стоит беспокоиться о таких проблемах. Таким образом, как независимый консультант мы вместе найдем наиболее подходящее решение, которое затем совместно со всеми заинтересованными сторонами разработаем. Как дружелюбный «юридический архитектор» мы помогаем построить юридический дом, наилучшим образом соответствующий целям и пожеланиям.
Чем раньше у семей появится согласованная правовая основа и управление, тем больше уверенности в их успешном будущем. Хорошо организованная структура и набор семейных правил защищают от нежелательных действий со стороны отдельных лиц и правительств, одновременно предотвращая разлад и споры, которые в противном случае разрушают семьи.
Большинство семейных дел во всем мире одинаковы. Поскольку многие успешные семьи разбросаны по нескольким странам, им нужен координирующий «глобальный правовой архитектор» для решения их глобальных семейных вопросов.
Наш девиз — клиенты делают то, что у них лучше всего, и что No More Worries берет на себя их беспокойство о юридических и налоговых сложностях. Мы обещаем найти время, чтобы выслушать и поддержать, как и положено нашим верным друзьям. Мы верим в долгосрочные взаимовыгодные отношения.Мы работаем для наших клиентов 24 часа в сутки, 7 дней в неделю.
Чтобы помочь вам в решении широкого круга семейных вопросов, мы с помощью многих других создали веб-сайт www.familymatters.online. На веб-сайте содержится большое количество статей, написанных разными профессионалами со всего мира. Он находится в свободном доступе и содержит множество практических советов и предупреждений.
No More Worries помогает найти правильную юридическую и налоговую структуру для глобальных семей и компаний
У каждого клиента разные пожелания.Соответственно, все наши договоренности составляются индивидуально. NMW подробно информирует клиента о типе выполняемой работы, степени нашего участия и частоте обновлений. Клиент может выбрать несколько структур оплаты, например суточные, фиксированную плату или ежеквартальную фиксированную плату. Взаимодействие между консультантом и клиентом имеет важное значение, поэтому NMW отказывается от гонорара на начальный период, если стороны не могут работать вместе удовлетворительным образом.
После установления отношений договор о предоплате может быть идеальным решением, поскольку это обеспечивает прочную долгосрочную связь между клиентом и его преданным консультантом, который становится частью бизнеса его клиента.Клиент может обратиться к опыту своего доверенного консультанта в любое время, что позволяет ему получить немедленную поддержку и совет по очень разумной цене. NMW также может выполнять конкретный проект по дневной ставке или за фиксированную плату. Короткие телефонные звонки являются частью наших услуг и не взимаются.
Цель
NMW состоит в том, чтобы клиенты экономили деньги и у них было больше времени или они могли расслабиться, а не беспокоиться.
Кто угодно может быть клиентом NMW, потому что наши расходы невелики.Однако наши клиенты — это просто руководители транснациональных компаний (часто семейных). В большинстве случаев у них нет собственного юрисконсульта, они редко проходят обучение и не интересуются налоговыми или юридическими вопросами, и поэтому каждый день сталкиваются с широким спектром налоговых или юридических вопросов. В идеальном мире эти вопросы занимали бы лишь небольшую часть их повседневной работы. Однако на практике они уделяют этим вопросам слишком много времени.
Многие руководители и главы семей достаточно рано обнаруживают юридические и налоговые препятствия, но им сложно справляться с ними, контролировать, координировать налоговую и / или юридическую работу, определять и проинструктировать лучших консультантов.Внешний консультант предвидит и предотвращает превращение проблем в серьезные. Слишком позднее выявление проблемы может иметь серьезные последствия, вызывающие ненужные переживания и бессонные ночи. Кроме того, эти опасения мешают руководителям выполнять ту работу, в которой они хорошо разбираются и которая им нравится. Наем консультанта на полный рабочий день может быть предпочтительным решением, но зачастую это слишком сложно и слишком дорого.
No More Worries: позаботьтесь о своих заботах!
(с мая 2021 г.)
Мы находимся на Hellingweg 32 H у входа в гавань Схевенингена, приморского пригорода Гааги.
Проезд на машине:
Если вы едете из Амстердама (Схипхол), Роттердама или Утрехта, следуйте по трассе A12 до центра Гааги. Внизу A12 поверните налево на светофоре и поверните направо на следующем Т-образном перекрестке. Следуйте указателям на гавань Схевенингена и следуйте по S200 3,1 км. На светофоре поверните направо и следуйте по Houtrustweg 900 метров, затем поверните налево на Kranenburgerweg. Через 500 метров поверните направо на Hellingweg и следуйте по нему еще 300 метров, пока не дойдете до Hellingweg 32 H, 2583 WG Scheveningen.
Как добраться на общественном транспорте:
Если вы едете поездом через станцию Den Haag, сядьте на автобус № 28 (Den Haag Zuiderstrand). После 13 остановок вы попадете на остановку Норфолк. Оттуда Hellingweg 32 находится в 250 метрах, 3 мин. пешком (пожалуйста, идите в юго-восточном направлении).
Hellingweg 32H
2583 WG Den Haag
Что делать?
Наша мечта — дать каждому из нас время, чтобы расслабиться.Хорошая новость в том, что это возможно. У вас будет больше свободного времени, если вы позволите нам решить ваши проблемы и избавить вас от забот. Мы хотели бы внести несколько предложений, что бы вы могли сделать, если бы у вас было больше времени, потому что мы хотим, чтобы у вас не было , больше не нужно беспокоиться о вашем свободном времени . Мои предложения очень личные, но если вы хотите предложить другие занятия, сообщите нам, чтобы мы могли добавить их в список ниже.
Итак, давайте упомянем некоторые достопримечательности, которые стоит посетить, книги, которые стоит прочитать, фильмы, которые стоит посмотреть, еду, которую можно поесть, и то, чем можно заняться.Имея наши места в Голландии, Тоскане и Провансе, многие из наших предложений касаются этих частей Европы.
Куда пойти?
Амстердам
Находясь там почти каждый день, трудно сказать, что посетитель должен там увидеть или сделать, кроме посещения нашего офиса в красивой и хорошо скрытой части Амстердама. Наверное, обязательно посетите Rijksmuseum . После 15 лет реставрации я думаю, что это жемчужина, которую нельзя упустить.(ПОДРОБНЕЕ)
Где поесть?
Калпеппер (Северный пляж Схевенингена, Гаага)
Живя недалеко от Северного моря в Схевенингене (рыбацкий и променадный пригород Гааги), одно из наших любимых мест находится за углом и на пляже. Пляжный ресторан, который нам особенно нравится, — это Culpepper (http://culpepper.nl) всего в нескольких сотнях ярдов к северу от бульвара и пирса. Еда отличная, и вам стоит попробовать Pizza Culpepper, которой бредят даже избалованные итальянцы.Ешьте с комфортом, поставив ноги на песок, и на закате над морем — это настолько хорошо, что даже если у вас есть заботы, они быстро забываются.
La Faisanderie (Аррас)
Однажды я пропустил последний рейс из Парижа в Амстердам. Вместе с другом я арендовал машину, чтобы отвезти нас домой. Мы немного проголодались и решили, проехав примерно 150 километров к северу от Парижа, выйти и найти приличный ресторан. Доехали до Арраса, и хотя его окраина весьма привлекательна (мягко говоря), мы пошли дальше в центр старого города.На средневековой главной площади мы нашли этот фантастический ресторан La Faisanderie. Обещаю, что во Франции редко можно будет есть лучше. Он находится в подвале старинного дома на красивой площади, и то, что там готовят, — настоящий отдых! Попробуйте, когда вы едете домой из Парижа или через Париж, чтобы сказать «Англия или Бенилюкс», или объезжаете его. Вы не пожалеете об этом.
Logge Vasari (Arezzo)
До или после вашего визита в старый город Ареццо, который может многое предложить, не забудьте посетить мой любимый ресторан Logge Vasari на площади Piazza Grande 18.Вы можете посидеть на свежем воздухе под аркадами, если хотите немного солнца и много атмосферы. Зимой все находится в помещении, и в этом есть своя прелесть, но для нас лучше всего там с апреля по ноябрь, когда вы можете полюбоваться за бокалом хорошего местного продукта с хорошей рыбой или агнелло, пастой и…. Ну пойдите туда и убедитесь сами. Это одно из тех мест, где хорошо жить. Заранее позвоните Андреа по тел. +3
295894.
Где переночевать?
Odéon Saint Germain (Париж)
До недавнего времени нам было трудно найти «отель» в Париже.Есть отличные места, но часто по высокой цене. (ПОДРОБНЕЕ)
Что посмотреть?
Монте Оливето Маджоре (Ашано; 30 км к востоку от Сиены)
Путешествуя по так называемому Криту из Сиены в Ашано, вы можете пройти недалеко от Ашано по дороге к аббатству Монте Оливето Маджоре. Это прекрасно расположенное аббатство (ПРОЧИТАЙТЕ БОЛЬШЕ)
Что читать или смотреть?
Евангелие от Пилата (Эрик-Эммануэль Шмитт)
Пилат излагает в этой книге свою версию фактов об испытании и распятии Христа и последующих событиях в вымышленных письмах своему брату Титу.В книге рассказывается о шокирующем
(ПОДРОБНЕЕ)
Ручной трубогиб 3-в-одном Трубогибочная машина, метрическая система dx
Метчик с обратной гайкой Сантехнический гаечный ключ Штанговый гаечный ключ для раковины Сантехнический ключ ER6. Цифровой потолочный ИК-датчик движения Thorn Sensa MRE DSI S3DR для 9 осветительных приборов, C152-14N 1/4 «BSPT M / FEM УГОЛЬНИК FIG152 Фитинги из ковкого чугуна для крана, 3M 49958 Сварочный шлем Speedglas Xterminator 100 с автозатемняющимся фильтром, Brüder Mannesmann Болторезные станки Режущие инструменты 300/600/900 мм 4/5 мм 15/25 HRC, Угловая шлифовальная машина с диском для шлифования металла с абразивным диском с зернистостью 40–120 Инструменты.Мультимедийный стилус с сенсорным экраном и шариковой ручкой для письма Красный Количество 20. Переключатель регулятора скорости двигателя с ШИМ, 9-60 В пост. 1800 PE1800 Резервный блок питания 675 Вт P2591 FD732 KD045 DPS-650BB pl. 4 шт. Антивибрационные ножки Звукоизоляционная стиральная машина Кухонная техника, Avaya IP 1151C1 POE 48V Инжектор питания для 4600 5600 и 9600-700356447, длина стержня 4PK 15 мм 2 «Ролики с резьбовым стержнем 10 мм Диаметр резьбы стержня 9/16».Предохранитель тепловой 250В 10А 185 ° С. Желтый мульти-пакет x4 Жилет с высокой видимостью Защитный жилет с высокой видимостью.
Ручной трубогибочный станок «три в одном» Трубогибочная машина, метрическая система dx
Наши качественные леггинсы дышат и отводят влагу, что делает их идеальными для всех видов деятельности. Это также идеальная школьная сумка для мужчин. Это идеальный подарок на любой случай, 2018 год — год желтой земляной собаки (по восточному календарю). Это плохо сказывается на сроке службы батареи.Купить воздушный фильтр Premium Guard PA5775. Ручной трубогибочный станок «три в одном», метрическая машина для гибки труб, метрическая dx , копилка для банкоматов из высококачественного АБС-пластика, спортивные манжеты 1×1 и пояс из спандекса; Двухигольная строчка. ★ Размер: L EU: 78 США: 32 -Талия: 83 см / 32, Купите кожаную бирку Riverdale Vixens для дорожного удостоверения личности для чемодана и других багажных бирок в Epinki Модные женские аксессуары из стерлингового серебра 925 пробы Женские серьги-гвоздики Круглые серьги Золото: Одежда , Ручной трубогиб «три в одном» Трубогибочная машина с метрической системой измерения dx , Тестер для измерения окислительно-восстановительного потенциала ОВП -1999 ~ 1999 мВ.Профессиональное производство высокого качества (без декалей). который создает более прохладную и здоровую среду для ваших ног. Предполагаемое использование: наклейки для декора стен. Черный лабрадорит — матовый смешанный. Ручной трубогиб «три в одном» Трубогибочная машина метрическая dx , Моисей в люльке Kokedama Bonsai Moss ball Японский. Мы создадим гостевую книгу в течение 1-7 дней после утверждения дизайна и оформления заказа. Покупатель несет ответственность за эти сборы, если они применяются. Уникальная одежда 20-го века. Этот набор подарит каждому ребенку часы творческого веселья. Ручной трубогиб «Три в одном» Трубогибочная машина с метрической системой измерения dx , Примеры использования этого чернильного пятна svg вы можете увидеть в галерее, Увеличенная длина для дополнительного охвата: Музыкальные инструменты. всю дорогу до Австралии и Сингапура, наденьте эту клетчатую рубашку, чтобы выглядеть более джентльменом, отличные цены на ваши любимые домашние бренды, ручной трубогибочный станок «три в одном», метрическая dx , они не только используются написать письмо, или ручное измерение; Цвет может немного отличаться из-за мониторов.Или использовать как подкладочные перчатки внутри работы.
Ручной трубогиб «три в одном» Трубогибочная машина, метрическая система dx
Алюминиевый сплав, Прочный корпус и сверхпрочный шарнир, Углы и изгибы нанесены на инструмент, чтобы обеспечить простую и четкую идентификацию для удобства использования, Легкая гибка алюминиевых, медных и стальных трубок, Особенности: /
, ограниченные по времени Специальные предложения Быстро во всем мире доставка Быстрая доставка и низкие цены Онлайн-продажи дешево от экспертов Повысьте свой опыт покупок.
Ручной трубогиб «три в одном» Трубогибочная машина, метрическая система dx
|
ручной гибочный станок — Ручной гибочный станок для вас на AliExpress
Отличные новости !!! Вы попали в нужное место для ручного гибочного станка.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший ручной гибочный станок вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели ручной гибочный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в ручном гибочном станке и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести гибочный станок с ручным управлением по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Основное руководство по панелегибу (вы должны знать)
История панелегиба
В Европе и США на компании часто приходится более высокая доля затрат на человеческие ресурсы, особенно в Северной Европе, подавляющее большинство компаний стремятся решить проблему высоких затрат, связанных с человеческими проблемами.
Таким образом, европейские и американские предприятия давно поставили в повестку дня «повышение эффективности производства и сокращение рабочей силы» и запустили серию автоматических и интеллектуальных инициатив.
Все больше компаний начинают задумываться о приобретении более интеллектуального оборудования и даже используют автоматизированные, беспилотные производственные линии.
Прошло 40 лет с тех пор, как Savagnini представила первый в мире панелегиб P4 в 1977 году.
Революционные универсальные гибочные инструменты и роботы salvagnini P4 представили в отрасли гибкую автоматизированную технологию формования листового металла в конце 1970-х годов.
Панелегиб Salvagnini
Панелегиб P1 Lean Панелегиб s
Панелегиб P1 Lean (рис. 1) — самая маленькая модель из семейства панелей Savagnini Гибочные машины с большой длиной формования 1250 мм, полным сервоприводом, высокой скоростью, среднее энергопотребление составляет всего 3 кВтч в час. Небольшой размер станка позволяет изготавливать мелкие детали, что очень рентабельно.
P2L-21 compact панелегиб
Панелегиб P2L-21 Compact (рис.2) является основным станком, используемым в коммерческой кухонной промышленности, с длиной формования 2180 мм . Новое поколение P2L оснащено серводвигателем с прямым приводом, который может удовлетворить большинство требований обработки панельных изделий, занимая площадь 6 м × 3 м. Цилиндровый гибридный привод обеспечивает долгосрочную стабильность оборудования и снижает нагрузку на техническое обслуживание, при этом среднее энергопотребление составляет всего 5 кВтч в час.
P4-2116 HPT Стандартный панелегиб
P4-2116 HPT — это стандартный панелегиб с полуавтоматической загрузкой и разгрузкой (рис. 3), который можно использовать во время машинного производства. Операции по загрузке и разгрузке могут выполняться без остановки производства, что значительно увеличивает эксплуатационную готовность машины. Как стандартный панелегиб, P4 может быть загружен дополнительными опциями для увеличения производственных мощностей, что делает его идеальным устройством для нескольких крупных производителей холодильников.
S4 + P4 f гибкая производственная система
S4 + P4 FMS может обеспечить производство большего разнообразия и меньших объемов продукции, которые еще не доступны .
Что такое панелегиб
Ранее формовка панелей выполнялась на специальных производственных линиях или на ручных гибочных машинах под давлением. Панелегиб имеет естественные преимущества перед листогибочными машинами для обработки панелей — экономия труда и скорость; хорошая повторяемость и однородность заготовки.
С появлением панелегиба Savagnini формовка листового металла впервые вступила в эпоху полной автоматизации.
Существует три основных типа традиционной гибки и формовки листового металла:
Однако, хотя уровень автоматизации растет, он никогда не смог устранить узкое место эффективности.
В панелегибе нет необходимости менять матрицу, рабочий ход короткий, подача быстрая, и только один оператор должен «вставлять» и «вынимать» лист.
Одна машина может плавно завершить позиционирование листа за один проход для четырехсторонней гибки… порядок, эффективность и интеллект могут быть такими простыми.
Общая эффективность панелегиба в 3-4 раза выше, чем у ручного гибочного станка.
Панелегиб для любых потребностей пользователей в гибке, компактный, быстрый и энергоэффективный. Высокоинтеллектуальная система оперативного управления обеспечивает эффективную гибку различных деталей.
Можно сказать, что панелегиб — это революция по сравнению с традиционным гибочным прессом.
Однако из-за высокой единовременной стоимости вложения он пока не был принят большинством пользователей обработки листового металла.
Принцип работы панелегиба
Панелегиб имеет новую концепцию конструкции, то есть гибка вниз верхним ножом и гибка вверх нижним ножом, количество времен гибки не ограничено.
Изгибающие силы распределяются в поперечном направлении и создаются колеблющимися элементами (гибочными ножами).Сила реакции связывания создается двумя компонентами, прочно прикрепленными к листу.
Изгиб вниз (отрицательный изгиб)
Изгиб вверх (положительный изгиб)
Длину изгиба можно регулировать автоматически, что упрощает реализацию производства без участия человека, что показано схематически на рисунке 8.
Панелегиб ‘ s структура
1.Универсальный инструмент и нож для гибки
Панелегиб использует универсальный регулируемый универсальный инструмент с верхним и нижним гибочными ножами.
Нет необходимости подготавливать большое количество инструментов для гибки в соответствии с формой и размером заготовки, что значительно снижает стоимость форм и инструментов, время изготовления форм и инструментов, а также время подготовки верха и нижние формы и инструменты.
Кроме того, сокращается запас форм и инструментов, что облегчает управление производством.
Кроме того, поскольку нет необходимости разрабатывать и производить специальные формы и инструменты для каждого продукта, это значительно сокращает цикл разработки новых продуктов и повышает конкурентоспособность предприятий на сегодняшнем все более конкурентном рынке.
2 . Быстрые и эффективные системы автоматической регулировки формы
При складывании коробчатых деталей необходимо отрегулировать длину формы в соответствии с длиной внутреннего края заготовки, существует три метода регулировки.
- Первый — ручная настройка и занимает 3 мин.
- Второй тип — полуавтоматический, занимает 90 секунд.
- Третий тип — это автоматическая регулировка (ALA), которая совпадает с другими рабочими этапами, поэтому время на регулировку не требуется.
3 . Простой и логичный метод однократного позиционирование
Перед сгибанием позиционирование осуществляется двумя режущими углами листа вместо краев листа, что полностью исключает ошибку позиционирования, вызванную срезанием листа, а также повышает точность позиционирования.
Лист нужно позиционировать только один раз в процессе гибки панели, чтобы избежать совокупной ошибки, вызванной повторным позиционированием листа.
Это значительно улучшает конечную точность готового продукта.
4 . Высокоточные и многофункциональные роботы
Манипулятор может перемещать лист вперед и назад, а также совершать прерывистые повороты на 90 °, 180 ° или 270 ° во время многосторонней гибки.
Когда пользователю нужен особый угол поворота, он также может быть оснащен поворотным устройством с ЧПУ.
Как показано на рисунке 3, панелегиб зажимает заготовку с помощью вращающегося манипулятора, который затем прижимает заготовку к верхнему и нижнему прижимам листа. Между верхним и нижним гибочными ножами верхний и нижний гибочные ножи воздействуют на сгибаемую часть листа, совершая необходимые движения для получения требуемого программой угла изгиба и радиуса дуги.
Когда одна сторона сгибается, робот автоматически поворачивает лист на 180 °, так что противоположная сторона сгибается, а затем две другие стороны.
Когда все четыре стороны листа согнуты, манипулятор выходит. Панель освобождается и может быть снята оператором.
Если машина оборудована автоматической системой загрузки и разгрузки, листогибочная машина может также автоматически сгибать лист, помещенный в указанное место, после перфорации и резки.
После завершения гибки детали будут автоматически сняты и аккуратно сложены, что может обеспечить автоматизацию процесса гибки, снизить трудоемкость рабочих, а также избежать несчастных случаев, связанных с качеством, которые происходят из-за рабочих.
Точность гибки деталей во многом зависит от движения манипулятора.
Таким образом, манипулятор панелегиба имеет высокую степень точности позиционирования, чтобы гарантировать точность гибки деталей.
5 . Расширенная система ЧПУ
Системы ЧПУ панелегиба основаны на Windows NT, с дружественным интерфейсом и интуитивно понятным, простым в использовании человеко-машинным диалогом.
Имеются мощные функции моделирования, вмешательства и документирования; функции самодиагностики и удаленного обслуживания.
Помимо кодов деталей для неисправностей, они также могут отображаться графически.
Функция удаленного обслуживания позволяет разработчикам программного обеспечения получать удаленный доступ к системе управления заказчика, вмешиваться и диагностировать или изменять программы.
В большинстве случаев система возвращается в нормальный режим работы, что устраняет необходимость в посещении ремонтной службы: или, пока не прибудет техник по обслуживанию, можно поддерживать базовую нормальную работу.
6 . Разнообразие конфигураций
Для удовлетворения требований различных пользователей и различных продуктов панелегибы доступны в различных моделях и конфигурациях.
Например:
a) можно загружать или выгружать вручную.
b) Оснащение автоматической системой загрузки и разгрузки позволяет осуществлять производство без участия человека.
c) может быть соединен с системой штамповки и резки, чтобы стать интеграцией FMS (гибкой производственной системы) для штамповки, резки и складывания.
7 . A Преимущества панелегиба
Преимущества:
(1) Нет необходимости менять пресс-формы, верхний и нижний инструменты, поэтому экономит ход затрат, производственных затрат и затрат на управление, а также значительно повышает эффективность производства.
(2) Благодаря усовершенствованной конструкции и динамической компенсации гибочного ножа он имеет очень хорошую точность гибки. Его угловая точность составляет ± 0,5 °, а параллельность двух противоположных сторон после изгиба составляет ± 0,1 мм / м.
(3) Поскольку его гибочный механизм отличается от других подобных машин, он может выполнять процессы гибки, которые другие гибочные центры не могут выполнять. Следовательно, это может значительно упростить структуру продукта и сделать его более рациональным.
Например:
для коробчатой детали первоначально требовалось 8 пластин для гибки после сварки, но с панелегибом P4 ее можно изготовить из 1 пластины, что значительно снижает вес деталей и время обработки. .
В то же время это также сокращает время разработки продукта, снижает затраты на разработку продукта и производственные затраты, а также повышает конкурентоспособность продукта на рынке.
(4) Он имеет функцию изгиба снизу вверх, поэтому он может избежать явления вдавливания, которое возникает при гибке некоторых деталей с очень высокими требованиями к поверхности (например, зеркальная нержавеющая сталь) и большой длины, а также когда обрабатываются два конца, что значительно улучшает внешний вид гнутой детали.
(5) В процессе обработки подача и вращение листа являются непрерывными и автоматическими, поэтому время обработки намного короче, чем у других гибочных центров, особенно складные коробчатые детали более очевидны, но также значительно повышают эффективность.
(6) Он имеет мощную программную функцию для автоматической регулировки уплотнителя листа и автоматического создания программы гибки, что значительно сокращает время подготовки.
(7) Это чрезвычайно выгодно не только для мелкосерийного производства многих разновидностей, но и для массового производства штучных изделий и подходит для производственных приложений на предприятиях по обработке листового металла.
Недостатки:
Насколько я понимаю, самым большим и единственным недостатком этой машины для гибки листового металла является ее дороговизна. Разовые вложения слишком велики для бизнеса.
Характеристики панелегиба
Панелегибы характеризуются следующим:
(1) Для компаний, детали которых требуют обработки пеной (например, холодильники, пароварки для риса и т. Д.), Консистенция поставляемых деталей исключает необходимость устранения утечек, что приводит к значительному повышению эффективности обработки и качества продукции.
(2) Используя метод позиционирования с вырезом по углам, можно всегда поддерживать точный размер внешней контрольной поверхности и обеспечивать высокую степень согласованности внешней части.
Высокая точность может сохраняться даже в том случае, если прямолинейность кромки листа отклоняется после выгрузки.
Для деталей с ограниченными рабочими габаритами, которые необходимо повторно фальцевать на обычном гибочном станке, размер заготовок остается под контролем благодаря точным внешним размерам.
Рис.10 Сравнение методов позиционирования
(3) Для тонких пластин из нержавеющей стали (толщиной 0,8 мм или меньше) при ручной гибке стремление оператора к эффективности и синхронизации работы трудно согласовать и компенсировать изгиб неизбежен.
Панелегибу не нужно поднимать пластину в процессе гибки больших панелей, что позволяет избежать изгиба со смещением, вызванного тем, что пластина не поднимается на место.
Качество поверхности, эффективность производства по сравнению с листогибочным прессом значительно улучшились, в среднем более чем на 40%.
(4) Высокая гибкость обработки позволяет производить мелкосерийное и смешанное производство.
Уникальная технология ABA панелегиба позволяет быстро регулировать длину пресса даже во время смены кромок роботом.
Это означает, что для завершения процесса сгибания сначала длинной кромки, а затем короткой кромки (короткая обертка и длинная) требуется всего 2–3 секунды.
Также можно обрабатывать продукты, требующие частой регулировки длины пресса.
(5) Выполните большую часть процесса, который не может быть выполнен листогибочным прессом, для разработки новых продуктов, обеспечивающих передовые технологии. Он предоставляет передовые технологические средства для разработки новых продуктов.
По сравнению с обычными гибочными станками, его обрабатывающая способность относительно высока.
Вот пример:
На рисунке 11 показана контурная форма ручки двери холодильника, разработанная для клиента. Две разные формы были разработаны для того, чтобы покупатель мог выбрать и оценить.Первоначально заказчик производил аналогичный продукт на сборочной линии с пятью листогибочными прессами без контроля качества. При использовании панелегиба P4 качество продукта контролировалось, а время обработки сокращалось до одной минуты.
Рис. 11 Контур ручки двери холодильника
(6) Целенаправленная профессиональная конфигурация.
Панелегиб предлагает широкий выбор гибочных инструментов для клиентов, поэтому для тонких листов в целом рекомендуется использовать инструмент для гибки тонких красных кругов.
Рисунок 12 Выбор гибочного инструмента
(7) Для отраслей, в которых широко используется хромомарганцевая нержавеющая сталь марки «201», материал характеризуется высокой твердостью и отскоком при изгибе. Панелегиб с новой технологией компенсации свойств материала в стандартной комплектации значительно улучшил обрабатываемость продукции и повысил показатели успешности первой детали.
(8) Панелегибы доступны в различных конфигурациях в зависимости от требований заказчика и размера инвестиций.
Панелегибы
Панелегиб подходит для производства профессиональной посуды для предприятий общественного питания и пищевой промышленности, духовок, кухонных систем, систем очистки (посудомоечные машины, машины для мытья посуды и т. Д.), Холодильников, морозильников быстрого приготовления , холодильные прилавки и морозильные камеры, мебель из нержавеющей стали, системы вентиляции (вытяжки, вытяжные вентиляторы и т. д.).
Также подходит для гибки электротехнических шкафов, лифтов и лифтов.
Примеры продукции, обрабатываемой на панелегибе
Характеристики гибочного инструмента для панелегиба
Стандартная ширина панелегиба составляет , а минимальное сечение по габаритным размерам составляет 131 см 2 .
Этот размер — один из лучших в области гибки панелей.
В станок интегрирована независимая система блокировки, которая обеспечивает гибкость во время процесса гибки.
Конструкция, количество и обращение с инструментами для гибки панелегиба позволяют машине сгибать даже очень чувствительные поверхности без царапин и вмятин.
Кроме того, процесс гибки также обеспечивает низкий износ гибочных инструментов.
Панелегиб перемещается вертикально по металлической панели в процессе гибки. Кроме того, есть коммерчески доступные панелегибы, которые вращаются.
Во время процесса гибки к панелегибу прилагается давление 80 тонн, чтобы обеспечить плоскостность металлического листа и избежать вмятин при изгибе.
Система гибки панелегиба позволяет производить передний, обратный, широкий, изогнутый и прямой угол гибки панели в процессе гибки!
Как показано на рисунке ниже.
ДВЕРЬ С РУЧКОЙ
Изготавливается только из одной детали. Предусматривает выполнение 8 сторон и переворачивание панели в течение цикла.
Эта последняя операция может быть выполнена только на полуавтомате.
Для его изготовления необходимо использовать PSA с набором инструментов и двумя лезвиями SA.
НАКЛАДНАЯ ПАНЕЛЬ
Эта панель имеет радиусные изгибы разных размеров, дополненные кромкой без ограждений. Даже если поверхность имеет эффект апельсиновой корки (а значит, очень хрупкая) и ее изготовление производится без использования защитной пленки, на панели нет ни малейшего следа.
Длина 3000 мм.
ДЕМОНСТРАТИВНАЯ ПАНЕЛЬ
Эта панель была создана, чтобы показать возможность выполнения деталей с более чем одним отрицательным изгибом, а также способность выполнять изгибы, которые действительно замкнуты между собой и с изгибами противоположного радиуса.Завиток показывает способность работать очень специфическим образом.
Для его реализации необходимо использование стола с кистями.
РАБОЧИЙ СТОЛ
Новые возможности для реализации рабочих столов, в частности, для предприятий общественного питания. Для них характерно отсутствие уголков и сварных швов. Эта панель также демонстрирует способность создавать радиальные углы, как положительные, так и отрицательные, без необходимости сдерживания.
Они могут изготавливаться длиной до 3000 мм и подъемом до 200 мм.
Для его реализации необходима опция PSA с видеокамерой и одним SA-отвалом.
ЗАДНЯЯ ПАНЕЛЬ С БОЛЬШИМ ОТВЕРСТИЕМ
Вытяжное отверстие было проделано перед процессом гибки, и это показывает критическую ситуацию при обращении.
Фактически панель следует обрабатывать рисунком вверх, а изгибы — вниз.
В конце исполнения панель будет иметь четыре стороны с загибами вниз.
ПЕРЕДНЯЯ ЧАСТЬ ДУХОВКИ-ХОЛОДИЛЬНИКА
Характерный манипулятор, состоящий из вакуумных чашек, позволяет манипулировать панелями с изгибами или центральными рисунками. Изготовление этой панели предусматривает ее переворачивание между первой и третьей стороной, операцию, которую может выполнить только полуавтомат.
ВЫТЯЖНЫЙ ВЕНТИЛЯТОР
Панель изготавливается с фиксированным концом.Это решение позволяет исключить большинство сварных швов, значительно сокращая отходы производства. Кроме того, сварка вертикальных углов больше не требует маскировки.
ДВЕРЬ С РУЧКОЙ
Показанный изгиб был выполнен в последний раз с помощью PSA с двумя функциями, позволяющими выполнять изгиб с отрицательным радиусом.
ЗАЩИТА КОМПРЕССОРА
Реализация изгибов большого радиуса для этой панели определенно не является проблемой, и специальные инструменты не требуются.Все производится стандартными инструментами. Радиусный угол, даже если он высотой 7 мм, может быть выполнен без необходимости герметизации, и в результате не будет никакой деформации.
ПОВЕРХНОСТЬ ФРИТЮРНИКИ
Эта особенность была выполнена с использованием вертикального движения манипулятора для управления нагрузкой вниз для последнего показанного изгиба.
Для производства этой панели необходимо было установить на панелегибе PSA и зажимы для листов.
НАРУЖНЫЕ И ВНУТРЕННИЕ РАЗДВИЖНЫЕ ДВЕРИ
Интересные примеры, демонстрирующие способность создавать отрицательные скрытые изгибы.
Для их исполнения необходим СРП.
ДВЕРНАЯ СТОЙКА
С помощью опции «Режущий блок» можно создавать очень маленькие формы, согнутые только с двух сторон, а затем вырезанные подходящим ножом. Как только форма вырезается, она выгружается в бункер, расположенный со стороны машины.
«Режущий блок» — это опция PSA.
ПАНЕЛЬ
Характеристика этой панели касается нижней центральной части. На самом деле, его невозможно обработать с помощью зажимов для листов.
Панелегиб Система видеонаблюдения
Оператор может визуализировать, что происходит с металлическим листом на этапе гибки, с помощью видеокамеры и может активно вмешиваться, изменяя изгибы что машина работает.
Это решение действительно важно для выполнения панелей впервые или для выполнения гибов на панелях, поступающих из разных партий. Как только желаемый результат будет достигнут, оператор может сохранить примененный процесс, чтобы его можно было выполнить на следующих панелях для гибки. Этого не происходит, потому что использование сложных алгоритмов полезно только при наличии точного знания материала (типа, толщины, длины), а от простого движения джойстика.
С помощью видеокамеры можно контролировать различные упругие отдачи и таким образом получать «первую удачную деталь».
Панелегиб против листогибочного пресса
Упрощение процессов гибки
В листогибочных прессах для работы с панелью часто требуется более одного человека.
Одному человеку становится трудно справиться с конкретным изделием, длина которого превышает 1500 мм.
На самом деле конкретные движения в процессе гибки.
В панелегибе обработка панели касается только ее загрузки на рабочий стол, ее поворота в стороны для сгибания и выгрузки конечного продукта.
Оператору нужно только загрузить металлический лист для гибки, и он должен выгрузить конечный продукт.
В случае расширенного панелегиба оператор выгружает только конечный продукт.
Кроме того, традиционные системы гибки требуют, чтобы оператор запомнил последовательность гибки для выполнения. В полуавтоматическом панелегибе оператору нужно только повернуть панель в нужное для машины положение.
Обработка панели с тормозами
Переворачивание панели на шаровом столе панелегиба
Снижение затрат на рабочую силу
Для пресс-тормозов нужны квалифицированные рабочие с особым опытом и умением следить и контролировать этапы гибки.Панелегибом может пользоваться только один человек без каких-либо специальных навыков: станок автоматически выполняет все этапы гибки. Это может привести к снижению затрат на персонал (наем неквалифицированного персонала) и к более высокой производственной гибкости (использование станка более чем одним человеком)
Где находится рынок для панелегиба ?
Панелегиб — это машина для автоматизированного производства, и до октября 2008 года мало кто в мире знал о существовании полуавтоматических панелегибов.
Только две компании впервые представили свои полуавтоматические листогибочные машины на выставке EuroBLECH.
Согласно исследованию рынка, существуют потенциальные, но неудовлетворенные потребности в области гибки листового металла.
Спрос указывает на то, что в течение многих лет процесс гибки выполнялся вручную на листогибочных прессах.
Почему это потенциальная потребность?
Это потому, что никто не знает другого альтернативного решения для гибки, кроме листогибочного станка.
До сих пор (автоматизация листогибочного пресса) эта попытка не привела к каким-либо значимым результатам.
Панелегибы подходят для следующих областей продукции
1 . Для производства нержавеющей стали
Компания производит или поставляет следующие виды продукции: духовки, системы приготовления пищи (плиты, грили и т. Д.), Системы очистки (посудомоечные машины, посудомоечные машины и т. Д.)), холодильники, морозильные камеры, мебель из нержавеющей стали, системы вентиляции, электрооборудование и аксессуары, лифты….
2 . Для других металлических листов
Компания производит и поставляет следующие виды продукции: лифты, грузовые лифты, окрашенные шкафы, защитные двери, инженерные двери (противопожарные перегородки и т. Д.), Внутренние или внешние покрытия…
Кому нужно панелегиб
- Предприятия, в основном занимающиеся производством изделий из нержавеющей стали.
- Предприятия, ориентированные на качество продукции
- Продукция мелкосерийная или изготавливается на заказ.
- Компании, продукция которых сконцентрирована на производстве и обработке листогибочных прессов
- Предприятия, продукция которых имеет сложные технологические процессы
Цена панелегиба
Как мы все знаем, цена, естественно, различается в зависимости от механизма продукта или производственного процесса.
Продажа панелегиба зависит не только от ценового фактора.
Продажа основана не только на предложении продукта, но и на необходимости предоставить конкретное и жизнеспособное решение.
Решение должно включать сравнение преимуществ использования панелегиба с другими гибочными станками того же типа, всестороннее сравнение и анализ производительности, времени обработки и количества персонала.
Кроме того, если вам нужен более эффективный способ гибки вашей продукции, технология панелегиба может вам в этом помочь.
Он может реализовать процессы гибки, которые невозможны на других листогибочных машинах.
Бессмысленно сравнивать разные товары только по цене. Если сравнение чисто по цене, то переговоры либо заканчиваются, либо всегда заканчиваются неудачей.
Топ-5 производителей панелегибов
В настоящее время самые известные панелегибы, включая 5 брендов:
- Salvagnini
- Prima-power
- RAS
- Trumpf
- Amada
Final Мысли
Панелегиб действительно является чрезвычайно продвинутым и современным гибочным станком, который полностью отделяет качество продукта от уровня квалификации рабочих и обеспечивает производство высококачественной продукции.
В то же время панелегиб значительно снижает трудоемкость рабочих.
Кроме того, он дает суб-инженерам множество новых идей по дизайну и дает большие преимущества для разработки новых продуктов, так что предприятие имеет преимущество на постоянно меняющемся рынке продуктов.