Как варить сварочным аппаратом видео: Как правильно варить сваркой — видео
Содержание
Как правильно варить сваркой — видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.
Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока.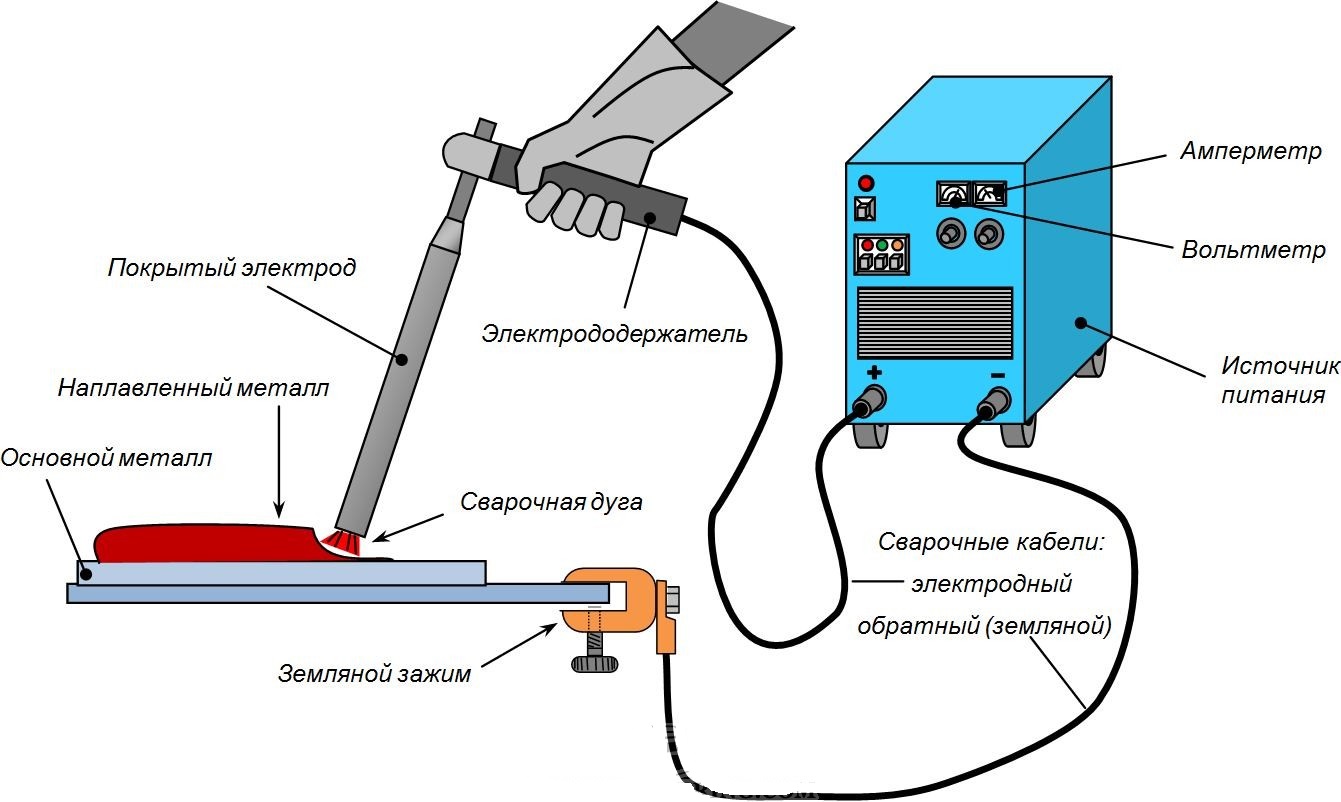 К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить сваркой — руководство с фото и видео
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
Сегодня в домашней мастерской все чаще появляются современные сварочные инверторы, при использовании которых можно положить качественный шов. Даже новичок сможет быстро обучиться азам того, как правильно варить сваркой.
В этой статье Вы сможете разобрать волнующие начинающего сварщика вопросы. Какие основы сварки нужно знать и что может понадобиться? А также понять значение силы тока в таком виде работ.
Виды сварочных аппаратов
В домашних условиях используются два вида сварочных аппаратов: трансформаторные и инверторные. В чем между ними разница и какие есть недостатки и преимущества в этих типах?
В чем между ними разница и какие есть недостатки и преимущества в этих типах?
Трансформаторные
Трансформаторный сварочный аппарат
Исходя из названия, можно понять, что принцип работы таких аппаратов построен на трансформаторе. Электрический ток подается на прибор и в процессе работы повышается его сила. Сам сварочный агрегат не преобразовывает электричество и работает от переменного тока в сети.
Это усложняет обучение и сварочный процесс новичку. В сети напряжение постоянно скачет и, чтобы положить качественный шов, сварщику нужно контролировать свои движения и дугу в частности.
Но большим преимуществом таких аппаратов будет их неприхотливость и живучесть, а также их дешевизна.
Инверторы
Сварочный инвертор намного сложнее трансформатора. Он преобразовывает электрический ток с переменного на постоянный. И опять в переменный, повышая его частоту.
Обучение сварке лучше начать при наличии такого прибора, он более предпочтительный. Дополнительные функции (такие, как антиприлипание и горячий старт) позволяют быстро освоить поджигание дуги и ведение шва. При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
При этом дополнение в виде синергического управления выравнивает электрический ток и сварщику не нужно постоянно контролировать расстояние электрода от свариваемой поверхности.
Сравнение преимуществ и недостатков трансформаторов и инверторов можно рассмотреть в таблице.
Исходя из таблицы, можно понять, что современные инверторы больше подходят для урока по теме сварка для начинающих.
Какие электроды использовать
Для начала обучения стоит обучиться процессу варки черных низкоуглеродистых сталей. В этом процессе подходят стержневые электроды с обмазкой.
Чаще всего в домашних условиях используют электроды диаметром 3 миллиметра (тройка). Более тонкие подходят для сваривания тонкостенных деталей, а номера четыре и пять — для толстых элементов.
Для подбора нужного диаметра соответствующему металлу можно воспользоваться данными из таблицы.
При подборе электрода стоит знать, что чем больший диаметр, тем более высокую мощность нужно выставить на аппарате.
Часто в самодельных трансформаторных агрегатах не хватает мощности для использования электродов выше третьего номера.
Что нужно знать новичку
Весь сварочный процесс можно провести по такому алгоритму:
- Подготовка поверхности свариваемых деталей.
- Подключение сварочного аппарата и массы.
- Поджигание дуги.
- Сварка.
Горизонтальный шов
Стоит знать, что существует три основных вида сварочных швов:
- Горизонтальный. Получается вследствие сваривания деталей в горизонтальном положении. Наиболее простой шов и с него стоит начинать обучение.
- Вертикальный. Детали располагаются вертикально.
- Потолочный. Самый сложный из вариантов и стоит тщательно потренироваться, прежде чем проводить такие сварочные работы.
Итак, как пользоваться сварочным аппаратом?
Подготовка
Две детали нужно хорошо очистить от загрязнения и ржавчины. Также нужно подогнать требуемый размер заранее.
Обязательно стоит уделить внимание одежде. Сварочные работы чреваты брызгами и искрами. Лучше всего — это огнеупорный костюм сварщика, но за неимением такового можно использовать плотную не синтетическую одежду и перчатки.
Обязательно наличие хорошей защитной маски, молотка для сбивания шлака, и защитных очков для глаз.
Подключение
Современные инверторы работают от бытовой сети. Для этого достаточно вставить вилку в розетку.
Кабель массы нужно закрепить к одной из свариваемых деталей. Место, где будет присоединен зажим, желательно зачистить от всякого загрязнения до металла.
Электрод нужно вставить оголенным концом в держатель. Обязательно на аппарате нужно выставить силу тока. Для варки третьим электродом оптимальный показатель в 70 Ампер. Но он может варьироваться. Слишком высокая сила тока будет резать металл, а низкая — не способствует образованию качественной дуги.
Поджигание
В сварочных работах поджигание дуги можно сделать двумя способами: чирканием по поверхности металла или обычным постукиванием.
При чиркании в месте начала сварочного шва концом электрода нужно провести несколько раз по принципу поджигания спички.
Постукиванием кончиком стучат в точке, где начнется сваривание.
Если дуга не зажигается, большая вероятность того, что кабель массы плохо подключен к детали. Также для быстрого поджигания можно плоскогубцами очистить кончик электрода от обмазки.
При постоянном прилипании нужно повысить силу тока, но без особого фанатизма.
Сварочный процесс
Удобство электросварки в том, что шов можно положить в различных положениях: от себя, на себя, слева направо. Зависит от того, как удобно.
Но, если происходит сваривание вертикальных деталей, то шов обязательно ведут снизу вверх.
После поджигания дуги электрод ведут под углом в 30-60 градусов до поверхности. Расстояние зависит от сварочной ванны, образуемой при плавлении, обычно 2-3 миллиметра.
При движении электродом нужно контролировать несколько параметров:
- Постепенно вести шов выдерживая расстояние от свариваемой поверхности.
- Следить за сварочной ванной и ускорять или замедлять ведение шва.
- Двигать электрод нужно по непрямой траектории, а, например, в виде «елочки».
- Следить за направление сварочного шва.

Для лучшего ведения шва вначале лучше всего наметить место сварки мелом.
Когда процесс завершен, нужно сбить шлак и осмотреть место сварки на предмет зашлакованности шва или пропусков.
Какие могут быть ошибки
Чтобы понять, как правильно пользоваться сварочным аппаратом, нужно также знать основные ошибки, допускаемые при сваривании.
- Если образовался неровный шов, то движение электрода было слишком быстрым.
- В случае образования прожогов (дырок) в металле — была слишком медленная скорость ведения шва.
- Если шов получился плоским и неровным — был неправильно выдержан угол электрода к поверхности (в таком случае угол наклона составлял почти 90 градусов при оптимальных 30-60).
- Когда при сбивании шлака оказалось, что металл не проварен, то в таком случае был слишком маленький зазор между электродом и поверхностью. Такой дефект образовывается от «всплывания» шва.
- Как и в предыдущем варианте, при слишком большом зазоре детали также не проварятся и шов будет непрочным.
 Такой дефект образовывается от «всплывания» шва.
Такой дефект образовывается от «всплывания» шва.Указанное выше — это только основы. Их можно быстро освоить, особенно пользуясь для обучения инверторными аппаратами.
Они, имея функции выпрямления и контроля сварочного процесса, позволяют при минимальных навыках положить качественный шов.
Для сваривания тонкостенных деталей или профильных труб понадобится более тщательный подход к делу. Очень тонкие детали можно сваривать путем наложения стержня электрода, очищенного от обмазки, и варки прямо по нему. Но здесь нужен опыт, так как можно попросту расплавить металл по верху деталей и не обеспечить достаточное крепление.
Сварочные работы по алюминию или других цветных металлов и сплавов требуют использования специальных электродов. Как правило, такие работы проводят с использование защитной среды (аргон или углекислота). Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Сегодня можно приобрести универсальные сварочные аппараты с возможностью варки таких материалов.
Отдельно от обычных работ по сварке, применяются полуавтоматические агрегаты для работ с тонкостенными деталями. Здесь процесс соединения идет за счет плавления сплошной проволоки.
Также более сложными являются вертикальный и потолочный швы.
Для самостоятельного обучения можно воспользоваться видео и другими материалами. Лучше всего, чтобы уроки сварки дал опытный сварщик, который покажет разные виды швов.
Если вы, прочитав эту статью, хотите поделиться собственным опытом обучения, то просим поделиться информацией, как правильно варить сваркой, в комментариях к статье. Какими аппаратами пользовались и что лучше учесть при изучении такой работы, как сварка для чайников.
Какими аппаратами пользовались и что лучше учесть при изучении такой работы, как сварка для чайников.
Как правильно варить электросваркой — как самостоятельно научится правильно варить вертикальные швы электросваркой, фото и видео уроки
Многие знают, что сварочный шов является наиболее надежным методом крепления деталей. Именно поэтому каждый мастер периодически пользуется сварочным аппаратом. Некоторые сами умеют варить металл, но чаще всего приходится обращаться за помощью к профессионалам. Однако находятся люди, которые хотят научиться этому ремеслу самостоятельно. Тем более что сегодня можно посмотреть видео, где даются уроки сварки и написано, как и что следует делать.
Подготовительный этап
Прежде чем приступать к самому процессу, необходимо приготовить оборудование. Потребуется:
- сварочный аппарат;
- щетка;
- молоток, чтобы сбивать шлак с поверхности металла;
- комплект электродов.
Защита — важная составляющая сварочного процесса. Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Нужно купить в магазине сварочную маску? рукавицы и одежду из плотной ткани.
Как проходит сварочный процесс
Все знают, что сварка — это процесс высокотемпературный. Под воздействием электрической дуги расплавляется основа и стержень, сделанный из металла. То есть, образуется так называемая сварочная ванна, где металл основы перемешивается с металлом электродным. Что касается величины образуемой ванны, то зависеть она будет от нескольких факторов:
- положения аппарата в пространстве;
- режима сварки;
- размеров кромки;
- скорости, с которой дуга перемещается.
При расплавлении покрытие электрода образует так называемую газовую зону, которая вытесняет весь кислород. Получается, что расплавленный металл не взаимодействует с воздухом, гарантируя более надежное крепление. Когда электрическая дуга удаляется, металл кристаллизуется и образует надежный вертикальный шов, который объединяет свариваемые детали. Шлаковый слой, как уже говорилось, удаляется при помощи молотка.
Основы электродуговой сварки
Если посмотреть видео, которое обучает основам электродуговой сварки, можно увидеть, что там очень большое внимание акцентируется на начале процесса. Действительно, очень важно научиться начинать сварочную работу, так как первый этап самый сложный.
Для начала нужно надежно закрепить деталь и поставить рядом ведро с водой. Очень важно соблюдать технику безопасности и помнить о том, что ни при каких обстоятельствах нельзя сваривать металл на деревянном полу.
Итак, сначала кабель изолируется, а затем заправляется в специальный держатель. Очень важно выставить на сварочном аппарате мощность тока, а потом зажечь дугу. Дальше нужно очень плавно провести ею по поверхности. После появления искры необходимо коснуться электродом металлической поверхности и поднять его на пять сантиметров.
Дуга зажжется только в том случае, если правильно все сделать. Очень важно следить, чтобы на протяжении всей работы удерживался пятимиллиметровый зазор. Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Если металл сваривать по всем правилам, электрод начнет выгорать. Именно поэтому его нужно периодически приближать к поверхности металла.
Может случиться такое, что электрод залипнет. Ничего страшного — достаточно легонько качнуть им в сторону. Иногда не зажигается дуга. Причин может быть много, в том числе и неисправность аппарата. Можно попробовать увеличить силу тока.
Если получается зажигать и удерживать дугу без посторонней помощи, самое время переходить к плавлению. После зажигания дуги нужно методом колебательных движений перемещать электрод по горизонтали. Возникнет ощущение, словно расплавленный металл гнется к центральной части дуги. Если это так, значит, получится крепкий вертикальный шов с едва заметными волнами.
После полного выгорания электрода работу необходимо на время прекратить. Следует поставить новый элемент, тщательно удалить шлак и продолжить процесс сваривания.
Чтобы увидеть наглядно, как правильно варить электросваркой, лучше посмотреть обучающее видео.
Траектория движения дуги
Важно обратить внимание на то, как движется дуга во время сваривания деталей. Траекторий всего три:
- продольная;
- поступательная;
- поперечная.
В первом случае происходит формирование сварочного ролика. Высота его зависит от толщины электрода и скорости его перемещения. Если делать поперечные перемещения, можно получить очень тонкий шов. Сразу сделать это не получится — нужно научиться.
Поступательная траектория предполагает перемещение сварочной дуги вдоль всей оси электрода. Это позволяет без особого труда поддерживать постоянную длину дуги.
Благодаря поперечному движению можно получить ту ширину шва, которая нужна. Сделать это можно путем медленных колебательных движений.
Следует отметить, что на практике сварщики используют все три этих движения. Они накладываются друг на друга и образуют заданную траекторию. Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Конечно, существуют классические варианты, но каждый мастер обладает своим неповторимым почерком. Самое главное, чтобы во время работы получался шов нужной формы.
Научиться сварке не так сложно, как кажется. Но если у кого-то нет желания или возможности самостоятельно осваивать премудрости этого ремесла, можно нанять специалистов. Лучшие сварщики зарегистрированы на сайте Юду. Этот поисковый сервис известен тем, что здесь всегда можно найти профессионалов для выполнения любой работы. С каждым исполнителем можно договориться о стоимости услуг в индивидуальном порядке.
Как правильно варить инверторной сваркой: как научиться
Содержание статьи:
Рекомендации начинающим + (Видео)
Сварочные инверторы (при своей невысокой цене в 7-10 тысяч) образует качественные швы, даже если находятся в руках новичков. Разумеется, работа получиться хорошей, если следовать нехитрым правилам. Все они описаны в статье. Однако перед работой новичкам необходимо прочитать инструкцию к аппарату. Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Там обычно приводится несколько полезных советов, а также техника безопасности. Помните, что научиться сваривать металл может каждый.
Как работает сварочный инвертор
Сварочный инвертор – инструмент для сваривания металла. Своё название он получил из-за того, что преобразует переменный ток в постоянный. И хотя КПД инвертора около 90%, энергопотребление у него низкое, поэтому о больших счетах за электричество можно не беспокоиться.
Чаше всего, сварочный инвертор работает от сети 220 вольт, некоторые виды – от 380. При этом есть возможность работать при пониженном напряжении: электрод 3 мм, например, можно использовать при 170 в.
Производить сварку инвертором, по сравнению с трансформатором или выпрямителем, намного проще. К тому же, удержать дугу сможет даже новичок. Именно поэтому на нём большинство людей обучаются искусству сварки.
Подготовка к работе
Какие электроды использовать
Электрод представляет собой стрежень из металла, который покрыт специальной обмазкой – шлаковой смесью. В неё иногда добавляют газообразующие вещества. Обмазка предохранят расплавленный металл от окисления.
Стержень выбирается в зависимости от вида металла, который предстоит сваривать. Например, чтобы работать с углеродистой или коррозионностойкой сталью, потребуется марка электрода УОНИИ. Существуют также универсальные электроды. К таким относится марка АНО. Их используют при обратном и прямом токе любой полярности.
Электроды разделяют и по диаметру, который варьируется от 1,6 мм до 5 мм. Размер подбирается в зависимости от толщины свариваемого металла: чем она больше, тем больше диаметр. В работе со сварочным аппаратом может пригодиться таблица.
Чем толще стержень, тем большей мощностью должен обладать инверторный сварочный аппарат. Поэтому для начинающих подойдёт диаметр не более 4 мм; тонкий металл может свариться электродом и в 2 мм.
Полярность и значение сварочного тока
Толщина, на которую может проплавиться металл, напрямую зависит от выставленной силы тока. Мощность дуги также определяется этим показателем. Размер электрода задаёт необходимую силу тока.
В зависимости от поверхности, выбирается значение сварочного тока. На горизонтальных поверхностях оно максимальное, на вертикальных – меньше примерно на 15%, на нависающих – на 20%.
Сварочный аппарат бытового типа может выдавать до 200 ампер. На профессиональном инструменте значения доходят до 250 и выше. То, в каком направлении будет двигаться ток, определит полярность. На инверторе существует возможность изменять полярность.
Как известно, ток движется от минуса к плюсу. Поэтому клемма «+» сильнее нагревается. Эта особенность и позволяет осуществлять качественную сварку металла. В том случае, если свариваемые части имеют большую толщину, то положительную клемму подключают к одной из деталей. Этот способ называется прямая полярность.
К тонким изделиям крепят отрицательную клемму. Данный метод подключения имеет название обратная полярность.
Инструкция по сварке
Основы сварки
Прежде, чем приступить непосредственно к свариванию металлических изделий, нужно изучить основные конструкционные особенности инверторного сварочного аппарата. Они представлены на схеме.
Сам инвертор имеет средний вес: до 7-8 кг. У качественного инструмента сбоку на металлическом корпусе есть вентиляционная решётка, которая не даёт трансформатору перегреваться.
На тыльной панели есть кнопка включения/выключения. На лицевой части имеются два разъёма: «+» и «-». К ним подключают кабель, на одном конце которого электрод, а на другом – зажим. Сами кабели должны иметь достаточную длину и быть гибкими.
Пошаговая инструкция, рассказывающая как правильно варить инвертором.
- Инверторная сварка начинается с подготовления защитной экипировки. В вашем распоряжении маска для сварки, плотная куртка, грубые, но не резиновые перчатки.
- Выберите электрод. Если вы новичок, то не используйте стержень толще 4 мм. На передней панели отрегулируйте нужную силу тока. Немного подождите; если поднести электрод сразу к металлу, то произойдёт залипание.
- Крепим зажим (его также называют клеммой массы) к металлической поверхности.
- Поджигается дуга. Затем подносим электрод к металлу и пару раз прикасаемся к нему. Таким образом, стержень как бы «активируется». Расстояние, на котором держится электрод, обычно равно его диаметру.
- Стрежень при сварке может двигаться по таким схемам.
Розжиг дуги в начале сварки + (Видео)
Розжиг дуги – первый этап, и с ним у новичков случаются проблемы. Сначала стержень немного обстукивается о металл, чтобы с него удалилась смазка. Затем применяется метод, похожий на розжиг спички. Электродом водят над поверхностью изделия и чуть задевают её. Если вдруг стрежень прилипнет к металлу, его либо резко отводят с сторону, либо совсем отключают инвертор.
Чиркать нужно до появления яркой дуги. Чтобы дуга не пропала, держите электрод на расстояние 4 мм от металла.
Как передвигать электрод во время сварки + (Видео)
Электрод может двигаться только по определенным траекториям. Они уже были показаны. Если двигать электрод только прямо, то шов выйдет разрывным. Скорость его движения влияет на свойства шва. Если двигать быстро, то шов будет узким и не выпуклым, если медленно – широким и выпуклым. В месте, где будет кончаться шов, электрод задерживается на 3-4 секунды.
Как сформировать сварочный шов и избежать дефектов + (Видео)
Неровный шов, чаще всего, образуется при чересчур быстром движении электрода. Говоря о создании ровного и качественного шва, нужно ввести понятие сварочной ванны. Сварочная ванна — это та часть металла, которая при сваривании находится в жидком состоянии. В эту часть попадает присадочный материал. Появление ванны – хороший признак, означающий, что сварка идёт правильно.
Контур ванны находится под поверхностью металлической детали. Ванна образует хороший шов, если сварочная дуга ровно и на большую глубину проходит в изделие. Нужно следить, чтобы шов не уходил вниз, а оставался на уровне поверхности. Хорошее соединение создать проще, если делать электродом круговые движения. При этом ванна должна распределяться по кругу.
Делая шов на углах, помните, что ванна движется за теплом. Чтобы контролировать размеры ванн, регулируйте силу дуги.
Шов не получиться слишком выпуклым, если держать электрод близко к вертикальному положению. Если наклонить стержень (например, на 45˚), то шов начнёт всплывать. А когда электрод совсем близок к горизонтальному положению, ванна начинает расходиться, и шов искривляется. Поэтому оптимальные углы наклона – от 45˚ до 90˚.
Контроль дугового промежутка
Дуговой промежуток – это расстояние между поверхностью металла и электродом. Промежуток на каждом этапе должен быть одинаковым, чтобы сварка получалась качественной и без дефектов.
Если зазор будет маленьким, то сварочный шов получится слишком выпуклым, и сам материал сплавится плохо. Происходит это по той причине, что изделие не может нагреться. При большом промежутке сварочная дуга будет ходить из стороны в сторону, и шов выйдёт кривым и непрочным. Нужный зазор, показанный на рисунке, даст хороший провар и ровный шов.
Как сваривать тонкие металлические листы + (Видео)
Для сваривания тонкого металла предпочтительно использовать обратное подключение инвертора, т.е. «-» крепится к листу. При этом сила тока должна находиться на средних значениях. Электрод лучше выбрать такой, который будет иметь длительное время плавления. Хорошо подойдёт модель МТ-2. Она используется сварщиками долгое время, поэтому хорошо зарекомендовала себя.
Стержень, в случае с тонким металлом, можно наклонять примерно на 35˚. Сначала вы аккуратно приближаете его к металлу, затем дожидаетесь появления красного пятна, превращающегося в каплю. Плавно перемещайте электрод, чтобы капля оставалась одного размера. Так шов будет ровным.
Техника безопасности
Сварочный инвертор считается безопасным инструментом, поскольку все те части, которые могут поразить током, спрятаны в надёжном коробе. Однако есть и другие возможные опасности. Чтобы они не случились, соблюдайте правила.
- Нельзя работать при отрицательных температурах;
- Не допускать попадания влаги в аппарат;
- Производите сварку только в полном комплекте защитной одежды;
- Подготовить рядом с рабочим местом ведро с водой.
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне. Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
- Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
Как варить потолочный шов электросваркой: советы для начинающих
Вопрос о том, как варить потолочный шов, интересует даже многих профессионалов в области сварки, что уж говорить о новичках.
Основная проблема кроется в самом пространственном положении. Сварщику приходится работать в неудобной позиции, подняв руки вверх, а это провоцирует быструю утомляемость. Существует риск стекания расплава, что чревато не только получением ожога из-за разбрызгивания, но и формированием некачественного шва.
Чтобы получить хороший результат, необходимо подойти к выполнению данной работы с соответствующими знаниями и навыками.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Важно! Необходимо отметить, что если предполагается сварка в помещении с повышенным уровнем влажности, новичкам за нее лучше не браться. Это опасно и тяжело даже для профессионалов с большим опытом.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
Работа дуговой сваркой может выполняться в следующих техниках:
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Полезное видео
Смотрите видео, где показана для начинающих сварщиков сварка потолочного шва без отрыва электродами УОНИ:
На этом видео демонстрируется техника выполнения сварки потолочного шва:
Заключение
Итак, потолочная сварка – процесс довольно сложный, требующий определенной сноровки и опыта. Тем не менее, справиться с ним может и новичок, если речь идет о не слишком трудоемкой операции.
Начинать лучше с малого, соединения простых металлических пластин и деталей. Если же речь идет о сварке труб, находящихся под давлением, то данную работу лучше доверить специалистам. Без соответствующего опыта сложно добиться необходимого результата, да и риск получения травмы значительно возрастает.
видео уроки по сварочным работам
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
Внимание! Правильно вставленный электрод не должен качаться.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
Схема правильного движения электрода для получения качественного шва следующая: электрод удерживается в 2-3 мм от металла, что позволяет сварщику вести контроль за сварной ванной.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
После остывания металла необходимо при помощи молотка сколоть шлак с поверхности ванны и сделать подробный осмотр сделанной работы. Если имеются непроваренные элементы, то необходимо добавить силу тока. Если ток чрезмерно завышен, то это будет видно по большому прожигу металла.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Как правильно пользоваться сварочным аппаратом видео. Как приготовить тонкий металл
- Какие электроды?
- Какой диаметр выбрать?
- Сушка покрытия
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелые сварщики готовятся не один месяц, а настоящее мастерство приходит к ним через опыт. Изготавливать опытные швы сварщик научится только через несколько лет. Тем не менее, стоит дать некоторые рекомендации, которые помогут домашним мастерам научиться сваривать хотя бы на начальном уровне.Зная некоторые правила обращения с электродами и сварочным аппаратом, сварщики-любители уже могут сделать забор, навес, калитку или калитку.
Какие электроды?
Узнав мудрость профессии, специалисты могут определить тип электрода, только взглянув на него. Любителям эти знания в будущем, наверное, не помешали бы, но пока им нужно дать предварительную информацию об электродах, используемых для плавки металлов. Их всего около 10 видов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированных и высокоуглеродистых сталей.
- Электроды для сварки высоколегированных сталей.
- Электроды для сварки жаропрочных металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые разработаны специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды расположены одинаково. Их стержень покрыт защитным покрытием, которое поддерживает горение сварочной дуги и создает в зоне шва область, свободную от окисления. Покрытие не покрывает сердцевину полностью. Один конец оголен для создания дуги при контакте с поверхностью, другая сторона очищается от покрытия на несколько сантиметров, чтобы прикрепить электрод к держателю. Стержни изготавливаются из различных марок стали и даже из полимеров, а их покрытие — из фторидно-кальциевых, рудно-кислотных и рутиловых композиций.
Вернуться к содержанию
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не обжечь свариваемый металл, нужно уметь правильно подбирать электроды. Их поперечное сечение должно быть прямо пропорционально толщине стыкуемых кромок.
- Листы толщиной 2 мм или изделия со стенками до 2 мм сплавлены прутками сечением от 1,5 до 2 мм.
- Для металла толщиной 3 мм 2.Подойдут стержни 5 или 3 мм.
- Толщина 4-5 мм — сечение 3 или 4 мм.
- Листы от 6 до 8 мм наплавляются электродами 4 мм.
- 9-12 мм — диаметр 4 и 5 мм.
- 13-15 мм — сечение стержня 5 мм.
Кстати, толщина электрода определяется именно сечением стального стержня.
Вернуться к содержанию
Как отрегулировать сварочный ток?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать ток для сварки.Это напрямую зависит от того, какой электродный стержень будет использоваться и какая операция со сталью будет производиться. Ниже мы приведем диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Следует добавить, что максимальные значения показывают ток резки металла, а минимальные — ток его сварки. На практике они могут немного отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов.Оптимальный диапазон выбирается в пределах заданных значений. Если сила тока ниже требуемого минимума, то готовить не получится, потому что стержень электрода при соприкосновении с свариваемой поверхностью только отсекает искры. При токе, превышающем допустимый максимум, сталь будет плавиться и гореть.
Вот таблица соответствия между сечением и током:
- 1,5 мм — 30-60 А;
- 2 мм — 30-80 А;
- 2,5 мм — 50-110 А;
- 3 мм — 70-130 А;
- 4 мм — 110-170 А;
- 5 мм — 150-220 А.
В быту в основном используются электроды сечением от 2 до 4 мм, поэтому при выборе сварочных аппаратов следует учитывать этот фактор.
Вернуться к содержанию
Как удерживать электродный стержень и приводить его в движение
Качественно сварить металл — это не только правильно выбрать ток и сечение стержня. Тем не менее, необходимо уметь правильно направлять стержень по шву, держать его под нужным углом и не допускать перегрева стыков или преждевременного затухания дуги.Первоначальное прикосновение стержня к сварным краям должно быть похоже на легкое постукивание или высекание костра спичкой. После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его острием и металлом должно быть от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать необходимый зазор, чтобы стержень не был липовым и дуга не гасла.
Рука сварщика должна быть расслаблена. Это приведет к электроду не по прямой, а легкими волнообразными движениями (как кондитер кладет крем на торт), тогда соседние поверхности не только раскалены докрасна, но и надежно сплавятся с друг с другом.Практикуйтесь в управлении штангой, не включая тренажер. Прикоснитесь ими к стали, слегка отведите руку, проведите электрод по воображаемому шву. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва стержень должен отклоняться от перпендикуляра на 10-15 градусов.
В частном доме, на даче, в гараже и даже в квартире — везде много работ, требующих сварки металла. Особенно остро эта необходимость стоит в процессе строительства.Здесь особенно часто приходится что-то сваривать или резать. А если еще можно резать болгаркой, то можно надежно соединить металлические детали кроме сварки. А если строительство ведется своими руками, то сварочные работы можно провести своими руками. Особенно в местах, где не требуется красота шва. О том, как правильно сварить сварку, мы расскажем в этой статье.
Электросварочные азы
Сварные соединения металла на сегодняшний день — самые надежные: куски или детали сплавлены в единое целое.Это происходит в результате воздействия высоких температур. В большинстве современных сварочных аппаратов для плавки металла используется электрическая дуга. Он нагревает металл в зоне воздействия до температуры плавления, а происходит это на небольшой площади. Поскольку используется электрическая дуга, сварку также называют дуговой сваркой.
Это не совсем правильный способ сваривать)) Как минимум нужно
Виды электросварки
Электрическая дуга может образовываться постоянным или переменным током.Трансформаторы сварочные переменным током сварочные, инверторы постоянного тока.
Работа с трансформатором сложнее: ток переменный, потому что сварная дуга «скачет», сам аппарат тяжелый и громоздкий. Еще очень много раздражающего шума, который издает при работе и дуга, и сам трансформатор. Есть еще одна беда: трансформатор сильно «садится» в сеть. И есть значительные скачки напряжения. Это обстоятельство не очень приветствуется соседями, и ваша бытовая техника может пострадать.
Инверторы
в основном работают от сети 220 В. При этом они имеют небольшие габаритные размеры и вес (3-8 килограммов), работают тихо, практически не влияют на напряжение. Соседи и не знают, что вы начали пользоваться сварочным аппаратом, если не видят. Кроме того, поскольку дуга вызвана постоянным током, она не прыгает, ее легче смешивать и контролировать. Так что, если вы решили научиться сваривать металл, читайте в сварочном инверторе.
Сварочное оборудование
Для создания электрической дуги необходимы два токоведущих элемента с противоположными зарядами.Одна — металлическая деталь, а другая — электрод.
Электроды, используемые для ручной дуговой сварки, представляют собой металлический сердечник, покрытый специальным защитным составом. Есть еще графитовые и углеродные неметаллические сварочные электроды, но они используются в специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющего разную полярность, возникает электрическая дуга. После его появления в том месте, куда он направлен, металл детали начинает плавиться.При этом расплавляется металл электродного стержня, переносимый электрической дугой в зону плавления: сварочную ванну.
Как сформировать сварную ванну. Без понимания этого процесса вы не поймете, как правильно заварить металл (Чтобы увеличить размер рисунка, щелкните по нему правой кнопкой мыши)
В процессе также происходит сжигание защитного покрытия, частичное плавление, частичное испарение и выделение части горячих газов.Газы окружают сварочную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, что также способствует поддержанию его температуры. Чтобы правильно сварить, необходимо следить за тем, чтобы шлак покрыл сварочную ванну.
Сварной шов получается при движении ванны. И он движется при перемещении электрода. В этом весь секрет сварки: нужно двигать электрод с определенной скоростью.Также важно, в зависимости от требуемого типа подключения, правильно выбрать угол его наклона и текущие параметры.
По мере остывания металла на нем образуется шлаковая корка — результат горения защитных газов. Он также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания забивается. При этом разлетаются горячие осколки, поэтому защита глаз обязательна (носить специальные очки).
Как правильно сварить металл
Научиться правильно держать электрод и перемещать ванну для хорошего результата недостаточно.Необходимо знать некоторые тонкости поведения соединяемых металлов. Особенность в том, что шов «натягивает» детали, из-за чего они могут покоробиться. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва детали стыкуются прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга.
Поэтому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями.Кроме того, выполняются швы — короткие поперечные швы, зашитые на несколько десятков сантиметров. Скрепляют детали, придавая изделию форму. При сварке стыков они наносятся с двух сторон: так компенсируются возникающие напряжения. Только после этих приготовлений приступают к сварке.
Как выбрать сварочный ток
Нельзя научиться готовить электросваркой, если не знаешь, какой ток ставить. Это зависит от толщины свариваемых деталей и используемых электродов.Их зависимость представлена в таблице.
А вот с ручной электродуговой сваркой все взаимосвязано. Например, в сети упало напряжение. Инвертор не может просто выводить необходимый ток. Но даже в этих условиях можно работать: можно двигать электрод медленнее, добиваясь хорошего разогрева. Если и это не помогает, измените вид движения электрода — несколько раз проходя через одно место. Другой способ — поставить более тонкий электрод.Комбинируя все эти методы, можно добиться хорошего сварного шва даже в таких условиях.
Теперь вы знаете, как правильно сваривать сварку. Осталось попрактиковаться в навыках. Выберите сварочный аппарат, купите электроды и сварочную маску и начните практиковаться.
Чтобы закрепить информацию, посмотрите видеоурок по сварке.
Несколько десятилетий назад не существовало такой вещи, чтобы люди сами могли выбирать, как варить металл. Были один или два пути. В наше время, в эпоху технического прогресса и требований к качеству материалов, существует множество способов сварки металла.Самый оптимальный и эффективный из них — дуговая сварка. Им пользуется наибольшее количество людей, поэтому этот метод самый популярный.
Принцип работы сварочного аппарата
Достоинством дуговой сварки является температура дуги, которая достигает более 5 тысяч градусов. Он гарантирует сварку абсолютно любых материалов, так как может расплавить даже самый прочный материал. Максимальная зона нагрева сосредоточена в дуговом разряде. Направление дуги можно изменить на прямую дугу и опосредованно действующую.
Рассмотрим разницу между дугой прямого действия и дугой непрямого действия. Возгорание между сварочными металлами и электродом характеризует сварку дугой прямого действия. Непрямая дуга начинает гореть между самими электродами. В этом случае металлы для сплава сварочным током не обрабатываются.
Дуга может быть зажжена только тогда, когда ток течет через основание электрода, а конец электрода находится в контакте с металлом.После этого дуга начинает гореть между металлом, плавящимся в процессе, и основанием электрода. Впоследствии у этой дуги температура мгновенно повышается, и металл начинает плавиться. Одновременно с плавлением металла плавится электрод.
Расплавленный металл имеет небольшую полость и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда электрод плавится, вокруг ванны образуется слой газа, который защищает ванну со шлаком.Если бы на электроды не было нанесено специально разработанное покрытие, расплавленный металл не был бы защищен шлаком. Когда по каким-то причинам в процессе сварки нет необходимости в защитном газе для шлака, можно предусмотреть и выбрать электроды, не обработанные минеральными частицами и различными ферросплавами. Именно эти покрытия электрода при плавлении дадут необходимую газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а движется вперед до проварка.Смещение дуги вызывает охлаждение приготовленного места и его затвердевание. После того, как он остынет, будет виден сварной шов с небольшим налетом шлака, похожим на корку.
Разновидности аппаратов для варки металла: трансформатор сварочный, выпрямитель, инвертор сварочный
На сегодняшний день существует огромное количество разных материалов, требования к их сварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отражается в количестве различных сварочных аппаратов, которые уже можно разделить по типу источника переменного или постоянного тока на три основных типа.
Трансформаторы сварочные
Это простейшее решение для получения нужного тока. Принцип его работы заключается в снижении сетевого напряжения до оптимального для работы сварочного аппарата, с чем и должна справляться его основная часть — трансформатор. Получить выходной ток от трансформатора невозможно, так как он может давать только переменный ток. В процессе эксплуатации часто необходимо регулировать силу тока, о которой производители не забыли, оснащая устройство таким образом, чтобы ток изменялся путем перемещения первичной и вторичной обмоток.Хотя, помимо этого метода, есть еще несколько других. Но, поскольку они используются крайне редко, подробно о них рассказывать нет необходимости.
Сварочный трансформатор имеет все необходимые возможности для качественного и аккуратного приготовления при условии, что для него подобраны специальные электроды на переменный ток. В этом случае шансы на качественную сварку металла только увеличиваются. Раз уж говорить о качестве и экономичности устройства, нельзя забывать о КПД (КПД).Дело в том, что сварочный трансформатор достигает отличных результатов — 90%. Всегда и все устройства различного назначения будут иметь потерю эффективности (нагрев, внешняя среда), и 10% — это относительно небольшой процент. Стоит упомянуть, что только для охлаждения потребуется много усилий, но сварка имеет очень мощные вентиляторы, которые могут охладить температуру в сотни раз.
Что может быть важнее эффективности трансформаторной сварки? Конечно, его стоимость и долговечность.На удивление цена невысокая и полностью себя оправдывает, а срок службы оборудования — главный плюс и козырь трансформаторного сварочного аппарата.
Выпрямитель сварочный
Их основная цель — выпрямить напряжение, преобразовать и сделать постоянный ток, используя прерывистый. Конструкция этих устройств очень проста: один понижающий трансформатор, диодный блок (выпрямитель) и системы настройки защиты, а также запуска. Если сравнить состав этого выпрямителя с компонентами трансформаторной сварки, то однозначно можно подчеркнуть, что выпрямители сложнее трансформаторов.В чем их достоинство, ведь прямо на практике оказывается — работают намного стабильнее — сварочный ток и дуга имеют лучшие характеристики.
Если качество выпрямителей намного выше, чем у предыдущих, качество получаемого шва также значительно лучше.
Ничего не скажешь о плохом качестве швов в трансформаторах, но выпрямители делают его еще лучше и надежнее. Здесь есть небольшие минусы: большой вес выпрямителя и он работает под очень высоким напряжением, что сказывается на ухудшении напряжения в сети во время его работы.
Современные сварочные аппараты — инверторы
Также бывает, что для нормальной работы напряжения 50 Гц недостаточно, и применение трансформаторов, а также выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря современным технологиям, широко выпускаются новые, гораздо более мощные сварочные аппараты. Они называются инверторными и работают с частотой более 500 Гц.
Для передачи энергии нужен трансформатор не внушительных размеров, а достаточно небольшой, который будет постоянно обеспечивать протекание постоянного тока.Для того, чтобы сравнить, во сколько раз силовой трансформатор весит меньше обычного, нужно оттолкнуть от них одинаковые параметры силы тока. Силовой трансформатор для выработки тока 160 А не должен весить 20 кг и более. А это снижает вес всей сборки инвертора в 5-7 раз. А обычному трансформатору не удается избежать нескольких десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше).Это очень удобно и компактно, так как при транспортировке устройства затрачивается гораздо меньше усилий.
Компоненты инвертора немного похожи на выпрямитель.
В состав инвертора входят сетевой фильтр, два выпрямителя, преобразователь переменного напряжения, работающий на очень высоких частотах, и последний — цепи управления. Они могут работать гораздо дольше, без перебоев, так как его работа максимально стабильна. Кроме того, инвертор позволяет сварщику расширить выбор сварочного тока.Переключатель находится на самом инверторе и может очень точно переходить на разные значения тока. Это просто необходимо, если готовка требуется тонкими электродами.
При выборе любого типа сварочного аппарата нужно ориентироваться на диапазон допустимых изменений сварочного тока. Именно этот показатель указывает на его активную емкость. От широкого диапазона зависит очень многое: выбор электродов (большой диапазон позволяет использовать и большие электроды, и маленькие).Также важно, насколько быстро прибор сможет зажечь дугу, это в некоторой степени зависит от производительности труда. Как понять, будет ли этот агрегат быстро зажигать дугу или задерживать? Очень просто, эти параметры конкретно указываются в технических характеристиках любого сварочного аппарата в графе — ток холостого хода. Рекомендуемое значение этого параметра 60 — 80В, если больше — лучше, и дуга загорится мгновенно.
Редко встречаются сварочные аппараты, использующие углекислый газ, которые называют полуавтоматами.
Обладают профессиональным качеством сварки металла, работают с довольно тонкими металлическими листами. Стоимость полуавтоматов довольно внушительная, поэтому в домашнем сварочном процессе они не распространены, а широко используются в более ответственных и крупных масштабах.
Какое бы устройство ни использовал сварщик, трансформаторное или инверторное сварочное оборудование, все равно нельзя начать процесс без неотъемлемой части сварочного аппарата — электрода. Таким образом, следующим этапом успешного процесса является подбор электродов под определенные требования и в зависимости от материалов металла.
Какие бывают электроды и как не ошибиться в их выборе?
Электрод похож на тонкий металлический стержень с защитным покрытием. Так оно и есть на самом деле, электрод — это самый натуральный металлический стержень, а образующееся покрытие — ферросплавы и минералы. В процессе плавления металла и образования сварочной ванны они будут защищать его, создавая слой защитного газа, через который воздух не может проникнуть и окислить сварочную ванну.
Электрод должен расплавиться в процессе сварки, а также расплавить необходимое пространство металлического листа.Это достигается за счет пропускания тока значительной величины по самому электроду. Электрический ток, который входит в электрод, начинает проходить и попадает в то место, где вскоре образуется шов, потому что электрод будет соприкасаться с металлическим листом.
Электроды различаются по типу:
- Чугун, сталь и сталь с добавлением минералов.
- Плавка с полученным поперечным сечением.
- Неплавкий для работы при контактной сварке..
Электроды нестандартные, бывают всех возможных диаметров и длин. В зависимости от задач и сложности сварки выбираются либо небольшие длины, снижающие напряжение, либо длинные — их основная задача — повышение сопротивления.
Не все знают, что сварщики различают электроды: профессиональные и обычные. Полуавтоматическая сварка использует только первую. Это вольфрамовые электроды, плазменные. Принцип действия тот же — плавясь, выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но также способствует более устойчивому горению дуги. На электродах можно увидеть разное покрытие: кислотное, основное, целлюлозное и другие, малоиспользуемые.
Самое главное при выборе электродов — покупать только те, которые соответствуют целям сварки. Выбор сварочного аппарата напрямую меняет тип электродов. Чаще всего используются электроды УОНИ-13 / НЖ / 12х13.Применяются при работе с низколегированной сталью и углеродистыми листами. P-3C используется для сварки на переменном и постоянном токе. Используется для тех же материалов.
Технология ручной самодуговой сварки
Все домашние работы, требующие сварочных работ, не обходятся без ручного сварочного аппарата. Даже по прошествии многих лет это устройство не утратило актуальности, а стало еще популярнее и популярнее.
Один из существующих методов — вариант сварки электродом вместе с защитными газами (аргон с добавлением небольшого количества кислорода).Электроды в этом случае используют неплавящиеся и, чаще всего, вольфрамовые.
Важно отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, необходимо правильно подобрать электроды по материалу (они должны быть такого же качества, как и металл). Только тогда плавление и смешение химического состава электрода и металла не будут отличаться и портить его. Сварку ручной дуговой сваркой необходимо проводить постоянным током.Исключение составляет сварка алюминия, которую лучше всего выполнять переменным током и током обратной полярности. Объясняется это тем, что алюминий имеет определенный слой оксидной пленки, а он, в свою очередь, имеет очень высокую температуру плавления (более 1000 градусов), а переменный ток лучше, чем плавится.
Сварка аргоном дороже, чем обычная, и не может похвастаться скоростью, но можно с уверенностью сказать о преимуществах этого вида для работы в промышленных масштабах.Начинающим сварщикам не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят к простым, но покрытым химическим элементам. Один их конец оставляем открытым, так как он будет закреплен в держателе.
Итак, первое, на что нужно обратить внимание, это приступить к работе с дуговой сваркой вручную — подбором силы тока. Оптимальный выбор силы сварочного тока гарантирует качественный шов.Тем, кто не умеет выбирать ток в домашних условиях, не стоит расстраиваться, а достаточно посмотреть в документации к сварочному аппарату, где должно быть указано, как выбрать.
Следующим шагом является рассмотрение скорости сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше он будет плавиться, а значит, скорость немного упадет. Главный показатель выбора скорости — заполнение сварочной ванны расплавленным металлом.Держите электрод на одном месте так, чтобы эта ванна наполнилась и немного приподнялась над остальным металлическим слоем на несколько миллиметров. Слишком медленное перемещение электрода тоже недопустимо, так как при сварке, точнее расплавленный металл, потечет, и будет мешать дальнейший процесс.
Очень важный момент в работе — зажигание сварочной дуги. Именно с ее внешнего вида начинается процесс сварки металла. Его можно поджечь одним способом, однако наиболее активно используемый метод — это контакт электрода и поверхности выбранного металлического листа.Тач или твит без разницы, в любом случае дуга должна появиться. Эти действия производятся только с новым электродом. Любой новичок или опытный сварщик сделает это легко, и бояться этого не стоит. Еще один способ разжигания сварочной дуги — для всех труднодоступных и мало контролируемых мест. Для того, чтобы вызвать дугу, необходимо прикоснуться электродом к поверхности металла, а затем взять несколько миллиметров. Необходимо подвести электрод под прямым (вертикальным) углом.
Как произвести наплавку швов поверхностей, уложенных под углом и внахлест?
При условии, что электрод расположен под углом 45 градусов относительно поверхностей, можно с уверенностью сказать, что шов будет очень качественным и результат будет положительным. В этом случае лучше всего складывать поверхности «Г-образно». Только в таком положении двух поверхностей можно будет сваривать швы большого сечения.
Два перекрывающихся элемента плавятся короткой дугой, при этом электрод перемещается вперед и назад для нагрева всей поверхности.Важно прогреть всю поверхность, так как это повлияет на равномерное заполнение ванны жидким металлом.
Безопасность или как обезопасить себя сварщику?
Важнейшим элементом защиты и безопасной работы на сварочном аппарате является защитный экран и перчатки. Эти элементы просто необходимы для сварки, и их необходимо надевать еще до включения дугового устройства. Если на голове нет защитной маски, сварщик может использовать щит аналогичного типа, но его нужно держать другой рукой.Через защитное стекло будет виден расплавленный металл и место сварки. Стоит отметить, что держать щиток необходимо не все время, от включения сварочного аппарата и до конца. Защитное стекло с подложкой из оргстекла должно защищать глаза только во время зажигания дуги.
Помимо перчаток, сварщик обязательно должен быть одет в специальный защитный костюм, который плохо горит, а значит не будет возможности тления материалов.Хорошо подойдут ткань из брезента и кожи. Во время эксплуатации нельзя гарантировать, что ни одна капля расплавленного металла не упадет на одежду или обувь, поэтому необходимо защитить все части тела.
Чтобы не нарушать правила техники безопасности, работы следует проводить только на том оборудовании, которое было изначально протестировано.
Последнее, важное замечание по безопасности касается плохой консолидации сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. В некоторых случаях это очень опасно, потому что в противном случае горячая или расплавленная часть материала может упасть на пол или на ногу.
Благодаря долговечности и надежности сварочных приспособлений не осталось ни одного сектора промышленности, где бы эта технология не использовалась. Владение электроаппаратурой для сварки позволит возвести любые металлоконструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду. Поэтому мы рассмотрим, как правильно сварить, и расскажем обо всех секретах и нюансах технологии сварки, чтобы ваш первый шов был аккуратным и прочным.
Чтобы научиться правильно сваривать, необходимо знать, что дуговая сварка — это процесс закрепления металла с использованием электрической дуги между электродом и поверхностью обрабатываемого материала. Возникающая в результате повышенная температура способствует одновременному плавлению металлической подложки и электрода. А есть так называемая сварочная ванна, где основной металл соединяется с расплавленным электродом.
Объем ванны напрямую зависит от формы кромок стыкуемых поверхностей, режима сварки, положения изделий в пространстве, скорости движения электрода и т. Д., а имеет ширину 7-15 мм, , глубину около 5 мм и длину 11-32 мм.
Металл с повышенной температурой не позволяет металлическому слою, который образуется при плавлении электродного покрытия, полностью вытеснять кислород из участка плавления. После снятия сварочной дуги металл кристаллизуется и появляется стык деталей, защищенный слоем шлака, после остывания его удаляют.
Basic Преимущества электродуговой сварки:
- наличие;
- возможность приготовления разных материалов без смены устройства;
- хорошая производительность;
- расходных материалов в наличии;
- отличное качество шва.
К недостаткам способа можно отнести необходимость подготовки под сварку кромок и наличие электричества.
Подбор оборудования и материалов
Перед тем, как приступить к сварке, необходимо для себя понять, что этот процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением ядовитых газов.
Потому что для безопасного приготовления необходимо запастись не только качественным оборудованием, но и необходимым оборудованием .Для начала приготовления вам понадобится:
Качественный сварочный аппарат с возможностью регулирования напряжения 10-200 А поможет научиться правильно сваривать сварку. Естественно, вы можете самостоятельно собрать простой сварочный трансформатор, но в этом случае можно даже не думать о том, как приготовить тонкий металл, для этой работы требуются минимальные значения напряжения. Заводские устройства делятся на:
- Сварочные инверторы. Эти машины предлагают множество возможностей для варки с электродами с любыми оптимальными характеристиками.Электронные компоненты инверторной системы позволяют регулировать силу тока, ускорение дуги, скорость зажигания и т. Д., Что обеспечивает отличную свариваемость деталей. К тому же инверторы легкие и довольно компактные.
- Выпрямители сварочные. Эти устройства оснащены диодным выпрямителем, благодаря которому переменное напряжение переходит в постоянное напряжение, необходимое для образования дуги. Заваривать металл с помощью выпрямителя немного проще из-за стабильной высокой дуги.
- Трансформаторы сварочные. Используется для снижения напряжения при одновременном увеличении силы тока. Являясь производительными и недорогими аппаратами, они достаточно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильного «проседания» напряжения и нестабильной дуги.
О том, какую сварку лучше варить, споры ведутся постоянно. Некоторым сварщикам нравится надежность и простота трансформатора , некоторым нравится ручной сварочный выпрямитель.Но научиться сваривать сваркой удобнее всего с помощью сварочного инвертора. Возможность регулировки напряжения позволит правильно заварить металл буквально на первых этапах.
Как выбрать электроды
Для ручной дуговой сварки используются стержневые электроды с защитной обработкой проволокой. Металлическая проволока должна соответствовать типу свариваемых материалов, поэтому для сварки магниевых, бронзовых или стальных металлов используют разные электроды.
Защитное покрытие Во время сварки проволока плавится и превращается в шлак, который при контакте с внешней стороной сварочной ванны защищает расплав от воздействия азота в воздухе и кислорода.Иногда покрытия имеют газообразующие добавки, при варке они выделяют газ, что ограничивает доступ кислорода к месту плавления.
Как правило, вопрос о том, какие электроды выбрать у новичков, не возникает, потому что с освоения ремесла обычно начинают сварку простейших низкоуглеродистых сталей.
Применение сварочных выпрямителей позволяет использовать для таких, а также нержавеющих металлов электроды марки марки UONI , которые предназначены для приготовления пищи на постоянном токе.
Электроды марки АНО, могут применяться для работы с трансформаторами и выпрямителями, они позволяют работать как с обратным, так и с постоянным током, поэтому их отдают предпочтение любителям гораздо чаще, чем УОНИ.
С учетом толщины свариваемых деталей использовать электроды сечением 1,6-5 мм. В этом случае для резки металлов используются прутки 4-5 мм, выставляющие наибольший ток.
Найдите требуемый диаметр электрода, используя таблицы зависимости этого параметра от толщины материала, а также используя различные формулы.Новички не часто используют электроды диаметром более 4 мм.
Разновидности сварочных работ (стыковая, вылетная, горизонтальная сварка и др.) Практически не зависят от диаметра проволоки, чего нельзя сказать о ширине шва и глубине сварочной ванны.
Поскольку удельный сварочный ток напрямую зависит от диаметра электрода, то концентрация тока выше на конце тонкой проволоки, потому что глубина проплавления больше, чем при использовании толстого стержня.В этом случае использование электрода сечением 4-5 мм расплавляет металл не так прочно, создавая более широкий шов.
То есть сложно ответить, какой выбрать электрод, правильный выбор учитывает ряд нюансов, от типа сварочного агрегата и до необходимой ширины шва.
Выбрать ток и полярность
Для правильной сварки металла необходимый ток определяется по таблицам или расчетом, а затем устанавливается на панели инвертора.Чем выше ток, тем глубже сварочная ванна и больше мощность дуги. Но не превышайте оптимальную цифру — металл прогорит , и шов будет некачественным.
Устанавливая силу тока, всегда нужно учитывать место работы. Максимальный ток выставлен для горизонтальных плоскостей. При вертикальных швах он опускается на 15%, а потолок требует снижения силы тока более чем на 20%.
Если кипятить с помощью выпрямительной или инверторной сварки, на качество сварки влияют как сила тока, так и полярность, а именно направление движения электронов.
Электроны перемещаются с отрицательного заряда на положительный . Для правильного приготовления меняют полярность, выставляют на постоянный ток (продукт на плюс, электрод на минус) и обратную. Как правило, выбирают прямое подключение, деталь в этом случае нагревается больше, но при сварке тонких материалов полярность меняют с помощью инвертора. Обратная полярность применяется также для сварки легированных металлов, склонных к обгоранию легкоплавких лигатур.
Сварочная техника
Сначала попробуйте зажечь дугу и подержать некоторое время.После следуйте инструкциям:
Научившись запускать дугу, попробуйте медленно двигать стержень в направлении «к себе», в это время проделывая перемещение 3-5 мм по сторонам . Постарайтесь перенести расплав с периферии на середину сварочной ванны. Сделав шов размером около 5 см, снимите стержень и дайте металлу остыть, затем постучите молотком по стыку, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неровностей и кратеров.
Чистота шва напрямую зависит от правильного движения электрода и размера дуги.
Как сохранить дугу
- Для широкого шва электрод перемещают поперек его линии, совершая колебательные возвратно-поступательные движения. Размер их амплитуды и зависит от ширины шва, поэтому амплитуда рассчитывается с учетом конкретных условий.
- Продольное перемещение электрода вызвано сплавлением нити ролика, его ширина обычно на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости движения.Нитевидный валик — это самый узкий шов.
- Требуемая длина дуги поддерживается перемещением электрода по оси. При плавлении размер стержня уменьшается, потому что необходимо все время подносить держатель с электродом к металлу, сохраняя необходимый зазор.
Во время сварки применяется комбинация этих трех перемещений.
Защита металла от коррозии
Если вы помните, в самом начале статьи мы говорили о том, что для того, чтобы правильно сварил электросваркой , мало просто посмотреть видео, но еще нужно подготовиться теоретически? Согласитесь, что статья лучше дает возможность изучить теорию.К тому же в ролике почему-то упускается необходимость защиты деталей от коррозии при последующем использовании. Мы постараемся устранить этот недостаток.
Не секрет, что металл под действием кислорода быстро подвергается образованию ржавчины. Поверьте, после сварки швы гораздо быстрее корродируют.
Для защиты металлических изделий от коррозии обычно применяют окрашивание. Чтобы не заниматься такой работой каждый год, делайте ее по всем правилам.
Для начала нужно удалить ржавчину и старую краску . Для этого желательно использовать металлические щетки для болгарки или дрели, но можно поработать и простой металлической щеткой. Не забывайте во время этих работ защищать глаза щитком или очками.
После очистки деталей покройте их нейтрализатором ржавчины, а затем обработайте грунтовочным слоем. Выбирайте состав грунтовки, который специально разработан для работы по металлу. После застывания этого слоя можно приступать к покраске.Отличный результат показали пентафталевые и акриловые эмали, применяемые для наружных работ.
Комментариев:
Комментариев:
- Как делать разные стежки?
- Как удалить шлак?
Люди, живущие в собственном доме, имеющие дачу или хотя бы частный гараж, периодически сталкиваются с потребностью в сварке. Как правило, они пользуются услугами профессиональных сварщиков. Однако многие при желании копят деньги или просто из интереса варится сами, используя для этого специализированное оборудование.Если вы тоже относитесь к таким людям, которые любят все делать самостоятельно, но раньше вам никогда не приходилось заниматься электросваркой — не стоит пугаться. Все можно узнать, в том числе и сварку электросваркой. Самое главное — немного познакомиться с теорией и практикой. И совсем скоро вы получите швы не хуже профессионального сварщика.
Подготовка к работе и выбор электродов
Прежде чем вы начнете учиться готовить электросваркой, вам следует подготовить необходимые инструменты и защитные аксессуары.Подготовьте следующее:
- маскосварщик;
- защитная одежда и перчатки;
- для удаления шлака;
- электродов;
- щетка по металлу;
- сварочный аппарат.
Молоток
Защитная одежда должна быть из плотного материала.
Перед тем, как начать, запомните одно простое правило: электроды нужно подбирать по толщине металла, а ток должен быть установлен на выбранном электроде.Расчет предельно прост. Например, вы используете сварочный трансформатор.
В этом случае 1 мм электрода будет порядка 30-40 А. Если вы работаете сварочным инвертором, то 3 мм электрода будут соответствовать 80 А. Если ток увеличить до 100 А, можно будет резать металл.
Место для сварки должно быть удобным для вас. К нему нет никаких особых требований. Обязательно принесите на рабочее место ведро с водой.
Подготовьте все необходимое для работы, а также сами заготовки.Тщательно очистите сварные швы металлической щеткой. Пока у вас нет опыта, по возможности выставляйте рабочие заготовки с помощью фиксаторов или зажимов.
Чтобы понять технологию работы с электросваркой, сначала потренируйтесь приваривать ролики на ровной поверхности. Лучше всего использовать электроды 3 мм — наиболее распространенный и универсальный вариант.
Не стоит надеяться, что вы научитесь готовить электросваркой «на 1 электрод».Подготовьте хотя бы пучок электродов. Они относительно дешевы, но вы можете много практиковаться.
Вернуться к содержанию
Пошаговая инструкция по применению электросварки
Сначала прикрепите зажим массы к заготовке и вставьте электрод в держатель. Далее вам нужно будет зажечь дугу. Чтобы было проще и понятнее, представьте, что электрод — это карандаш. Его нужно будет установить под углом примерно 70 градусов к заготовке.Выбрав оптимальное расположение электрода, проведите вдоль заготовки со скоростью около 7-10 см в секунду. Если есть характерный треск и искры — все сделано правильно.
Далее примерно под таким же углом нужно будет коснуться заготовки и сразу поднять электрод так, чтобы получился зазор 3-5 мм. В результате дуга начнет гореть. В этом случае расплавится и металл заготовки, и сама дуга. Необходимо стараться поддерживать этот зазор и одновременно перемещать электрод по горизонтали.
Если электрод начинает прилипать, встряхните его из стороны в сторону, оторвав заготовку, и снова зажгите дугу.
Если электрод заедает, это явный признак слишком низкого тока. Поэтому его следует немного увеличить. Практикуйтесь, изменяйте ток, пока не найдете значение, при котором длина дуги между деталью и концом электрода будет 3-5 мм.
Когда вы научитесь зажигать дугу и поддерживать ее устойчивость, вы сможете научиться сваривать ролик.Зажмите дугу и начните плавно перемещать электрод по сварочному шву, т. Е. По горизонтали. Во время такого движения необходимо совершать движения с амплитудой примерно 2-3 мм, как бы «подгребая» расплавленный материал к кратеру дуги. Так получается красивый шов с едва заметными волнами сваренного металла. Шов отличается довольно высокой надежностью.
Вернуться к содержанию
Как делать разные строчки?
Однако описанный выше шов не единственный доступный.Прежде чем приступить к изучению разных швов, необходимо помнить, что главное условие качественной сварки — грамотное обслуживание и движение дуги. Если дуга будет слишком длинной, расплавленный металл начнет окисляться и нитрид, его капли будут разбрызгиваться по поверхности, а шов будет иметь пористую структуру.
Принцип электродной сварки.
Движение дуги может осуществляться в 3 основных направлениях. В первом случае происходит поступательное движение вдоль оси электрода.В этом случае длина дуги будет поддерживаться в нормальном состоянии. Это зависит от скорости плавления электрода. По мере его плавления расстояние между ним и сварочной ванной будет увеличиваться. Чтобы этого не произошло, перемещайте электрод по оси. Благодаря этому дуга будет иметь постоянную длину.
Когда электрод перемещается в продольном направлении вдоль оси шва, используется так называемый «резьбовой сварочный валок, рассмотренный ранее. Толщина такого шва зависит от диаметра используемого электрода и скорости его движения.Ширина валика в большинстве случаев превышает диаметр электрода на 2-3 мм. Ролик — это уже сварной шов, но слишком узкий. Обычно этого недостаточно для создания прочной связи. По этой причине, перемещая электрод по оси шва, необходимо совершить еще одно движение, но уже в поперечном направлении.
Получите необходимую длину шва за счет поперечного перемещения электрода. В этом случае совершаются возвратно-поступательные колебательные движения. В каждом случае ширина этих колебаний определяется индивидуально.Прежде всего, это влияет на размер и положение шва, форму пропила, характеристики обрабатываемых материалов, а также требования к самому сварному стыку. В большинстве случаев ширина шва не превышает 1,5-5 диаметров используемого электрода.
При работе с электросваркой необходимо выбрать подходящее смещение дуги таким образом, чтобы края соединяемых изделий оплавлялись с образованием необходимого количества металла шва и сварного шва заданной формы.
Какие виды сварки бывают разными и какая лучшая?
Наши родственники склеивают металлические части вместе с помощью сварки на протяжении тысячелетий. Но с 19 века было разработано множество различных техник, которые имеют свои преимущества и недостатки друг перед другом.
Здесь мы исследуем, что на самом деле подразумевается под сваркой, и обсуждаем, какие типы лучше всего подходят для каких целей. Мы также познакомим вас с парочкой художников, которые делают интересные работы, используя сварку.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ КАРЬЕРЫ И СОВЕТЫ
Что такое сварка и почему это делается?
Сварка — это производственный процесс, в котором для плавления и сплавления деталей используются высокие температуры. Однако следует отметить, что давление также можно использовать для облегчения процесса или использовать исключительно для получения сварного шва.
Согласно brighthubengineering.com, «процесс сварки не просто связывает две детали вместе, как при пайке и пайке, вместо этого он заставляет металлические конструкции двух частей соединяться вместе, и становится одним благодаря использованию сильного нагрева, а иногда и других металлов или газов.»
Его обычно отличают от методов плавления металлов при более низких температурах, таких как пайка или пайка, которые обычно не расплавляют основной металл.
Сварка обычно также включает использование чего-то, что называется присадочным материалом или расходным материалом. Название предполагает, используется для обеспечения «наполнителя» или ванны расплавленного материала, который помогает облегчить образование прочной связи между основными металлами.
Источник: NZ Defense Force / Flickr
Для большинства сварочных процессов также потребуется некоторая форма экранирование для защиты как основных компонентов, так и наполнителя от окисления во время процесса.
Сварка может выполняться с использованием различных источников энергии. Примеры включают в себя газовое пламя (питаемое таким химическим веществом, как ацетилен), электрическую дугу (электрическую), лазер, электронный луч, трение и ультразвук. Существуют различные методы сварки, которые подходят для работы на открытом воздухе, под водой и даже в космосе.
Какие бывают виды сварки?
Сварка используется в металлургии тысячелетия. Хотя кузнечная сварка, при которой кузнецы соединяют железо и сталь путем нагрева и обработки молотком, какое-то время была единственной жизнеспособной техникой.Все изменилось в 19 веке, когда были разработаны более совершенные методы, такие как дуговая сварка и кислородная сварка.
Платформа обзора сварочного оборудования Welder Station перечисляет некоторые из наиболее распространенных процессов сварки:
- Сварка MIG — газовая дуговая сварка металла (GMAW)
- Сварка TIG — дуговая сварка вольфрамовым электродом (GTAW)
- Сварка палкой — экранированный металл Дуговая сварка (SMAW)
- Сварка под флюсом — порошковая сварка (FCAW)
- Энергетическая сварка пучком (EBW)
- Сварка атомарным водородом (AHW)
- Газовая вольфрамо-дуговая сварка
- Дуговая сварка плазмой
Источник: Технологический институт
Какие бывают типы сварочных аппаратов?
Есть довольно много разных типов сварочных аппаратов.Эти машины выделяют тепло, плавящее металлические части, чтобы их можно было соединить. Однако не существует единого сварочного аппарата, подходящего для всех сварочных целей.
Сварочные аппараты большего размера обычно используются на промышленных предприятиях, например, на заводах, тогда как аппараты меньшего размера лучше подходят для домашних или любительских целей.
Согласно Welding Hub, существует пять основных типов сварочных аппаратов. Это:
- Сварочные аппараты Mig (металлический инертный газ).
- Сварочные аппараты Mig с тиристорным управлением.
- Аппараты для сварки TIG.
- Аппараты для точечной сварки.
- Аппараты для дуговой сварки экранированным металлом.
Источник: sally sally / YouTube
Сварочные аппараты MIG — одни из лучших для большинства типов сварки, будь то дома или на заводе. Они, как правило, могут обрабатывать различные металлы, включая низкоуглеродистую сталь, нержавеющую сталь и даже алюминий.
Сварка МИГ — это процесс дуговой сварки, при котором сплошной проволочный электрод из сплошной проволоки подается через сварочную горелку в сварочную ванну, соединяя два основных материала вместе.Защитный газ, пропускаемый через сварочную горелку, защищает сварочную ванну от загрязнения.
Сварка MIG обычно выполняется довольно быстро и обеспечивает длительное время дуги, даже если электроды не полностью заряжены.
Сварочные аппараты MIG тиристорного типа обычно лучше всего подходят для фиксации объектов или их установки на подходящей поверхности. Эти машины, как правило, хорошего качества и прослужат очень долго.
Такие сварочные аппараты вырабатывают небольшое количество искры, что упрощает управление ими.Эти машины лучше всего подходят для сварки твердых стержневых и флюсовых материалов. Они могут обрабатывать низкоуглеродистую сталь, низкоуглеродистую сталь, легированную сталь и т. Д.
Сварочные аппараты TIG более специализированы, чем другие, и обеспечивают чистый и чистый сварной шов без брызг, искр или дыма. Эти машины могут обрабатывать нержавеющую сталь, латунь, золото, магний, алюминий, медь и никелевые сплавы.
Сварочные аппараты TIG обычно не подходят для полевых работ, но отлично подходят для ремонта поврежденных деталей.
Источник: Джулиан Карвахал / Flickr
Машины для точечной сварки обычно используются для соединения внахлест между такими предметами, как листы стали. Для этого металлические листы обычно защищают с помощью пары электродов, пропуская через них ток.
Сварочные аппараты для точечной сварки имеют много преимуществ перед другими, например, эффективное использование энергии, высокую производительность, простую автоматизацию и т. Д. Эти типы сварочных аппаратов обычно используются в автомобильной промышленности.Кроме того, они обычно намного дешевле, чем их альтернативы.
Дуговая сварка защищенным металлом, также известная как сварка штангой, использует электрический ток, протекающий из зазора между металлом и сварочной штангой. В этом типе сварки электрический ток используется для создания дуги между основным материалом и присадочным стержнем (также называемым электродным стержнем). Присадочный стержень покрыт флюсом, который предотвращает окисление и загрязнение из-за выделения углекислого газа в процессе сварки.
Какой тип сварного шва самый прочный?
Ответить на этот вопрос не так просто, как может показаться на первый взгляд.Наилучший сварной шов зависит от рассматриваемого основного материала и его предполагаемого использования. Каждый метод, от TIG до плазменно-дуговой сварки, имеет свои уникальные преимущества и недостатки по сравнению с другими.
Согласно Crom Weld, самым прочным типом сварного шва может быть сварка электродом: «если важна чистая прочность и толщина материала, который можно сваривать, то лучше всего будет сварка. только один, способный сваривать чугун, кроме того, он также работает на грязных материалах и в суровых погодных условиях.»
Но это не обязательно означает, что сварка штучной сваркой — лучший выбор для всех сценариев. MIG может применяться к более широкому выбору металлов различной толщины, в то время как сварка TIG обеспечивает высочайшее качество сварных швов, особенно когда речь идет о тонких металлах. . »
Источник: Виталий Сова / iStock
Это также зависит от металла, который вы хотите сваривать. Например, сварка алюминия может быть сложной задачей, поскольку это довольно мягкий металл, который не выдерживает слишком большого количества тепла. По этой причине есть только два жизнеспособных метода сварки, которые можно использовать с алюминием: сварка MIG и сварка TIG.
Из этих двух методов сварка TIG считается наиболее подходящей для достижения наилучших результатов.
Сварка нержавеющей стали, с другой стороны, отличается, поскольку это гораздо более прочный металл по сравнению с алюминием. По этой причине он может подвергнуться большему наказанию, прежде чем подвергнет опасности свою силу. Но какой способ сварки обеспечивает наиболее прочный сварной шов, зависит от толщины материала.
Сварка MIG считается лучшим методом для большинства сталей.Когда дело доходит до более толстых стальных листов, многие преклоняются перед превосходством сварки палкой и флюсом.
Если сталь мягкая и нержавеющая, сварка TIG и MIG может использоваться без каких-либо серьезных проблем.
Как правильно выбрать сварочные перчатки?
Помимо качественной сварочной маски и сварочного аппарата, еще одним важным элементом сварочного оборудования являются перчатки. Поскольку их работа — защищать ваши драгоценные, но хрупкие человеческие руки от потенциально серьезных ожогов, выбор пары хорошего качества абсолютно необходим.
Но универсальных перчаток не существует. Принимаются во внимание такие факторы, как тип сварки, для которой вы будете их использовать, и то, какая ловкость вам понадобится.
Источник: meredith_nutting / Flickr
Тип сварки, который вы будете использовать, будет вызывать разное количество искр и другие опасности. Например, сварка MIG обычно приводит к образованию большого количества искр, которые необходимо защищать и затем убирать.
Перчатки также бывают из различных материалов.Для большинства пользователей кожа является наиболее предпочтительным видом, поскольку она прочная, непроводящая и отлично отводит тепло.
Но кожа может быть сделана из различных видов шкур животных. Вот несколько распространенных примеров:
- Козья кожа — Этот вид кожи обеспечивает непревзойденную стойкость к истиранию и растяжению, оставаясь при этом мягкой и эластичной. Это идеально подходит для сварки TIG, когда требуется максимальная ловкость.
- Конская кожа — Конская кожа прочная, но при этом удобная.Хотя кожаные перчатки менее популярны, они также отлично подходят для сварки TIG.
- Свиная кожа — Свиная кожа прочная и очень хорошо работает во влажных и жирных рабочих средах. Этот вид кожи отлично подходит для сварки TIG, MIG и сварки электродом.
- Коровья кожа — Коровья кожа — один из самых распространенных видов кожи. Он очень прочный и удобный, и его обычно предпочитают для ручной сварки и сварки MIG.
- Deerskin — Мягкая и гибкая кожа, обеспечивающая свободу движений, делает ее еще одним отличным выбором для сварки TIG.
- Elkskin — Кожа лося не затвердевает так же быстро, как кожа воловья, при воздействии тепла. Elkskin — еще один отличный выбор для сварки MIG из-за большого количества выделяемого тепла.
Какой сварщик лучший для новичка?
Если вы новичок в мире сварки, некоторые методы намного легче освоить, чем другие. Например, сварка MIG считается самой простой в освоении и эксплуатации. Но почему?
Источник: Weldscientist / Wikimedia Commons
Сварка MIG имеет высокую регулируемость выходной мощности.Он также обеспечивает очень чистые сварные швы по сравнению с большинством других методов. Это также замечательно, поскольку обычно выполняется довольно быстро, что нравится как новичкам, так и мастерам.
Существуют и другие методы, если позволяет ваш бюджет. Вы можете подумать о приобретении чего-то, что называется гибридным сварщиком. Это позволяет вам опробовать несколько техник с помощью одного инструмента. Тем не менее, несмотря на это, многие практикующие сварщики одобряют простоту и надежность сварки MIG для изучения канатов.
Для каких непромышленных вещей можно использовать сварку?
Хотя сварка очень полезна во многих отраслях промышленности по всему миру, ее можно использовать и для других целей.Один из примеров — в мире искусства.
Если вы когда-нибудь смотрели вневременной классический анимационный фильм, The Iron Giant , Дин МакКоппин сделал именно это.
Источник: ShyCityNXR / Flickr
Прослеживая наши шаги назад в реальный мир, многие художники используют упомянутые выше техники для создания великолепных произведений искусства. Из тех художников, которые используют сварку в своих работах, интересным примером является «Сварка прерывателей цепи».
Этот парень использует старые велосипедные цепи для создания прекрасных эстетически приятных скульптур.Вам действительно стоит посмотреть его работы в Instagram.
Еще один великий художник-сварщик — Давид Мадеро. Этот глава создает потрясающие произведения искусства, используя плазменные резаки и методы точечной сварки.
Это всего лишь двое из множества художников со всего мира, создающих интересные работы с использованием вневременной техники сварки.
Учитель 1: Преимущества и недостатки сварки-самоучки
Вы можете научиться менять тормоза автомобиля, модифицировать компьютерную программу и даже правильно чистить банан.
Все мы живем в информационную эпоху , и независимо от того, какие у нас интересы, мы сталкиваемся с одним и тем же сообщением.
Обладая достаточной информацией, вы можете научиться сварке.
Начинающим подводным сварщикам перед тем, как надеть гидрокостюм, необходимо иметь опыт и знания о сварке верхней поверхности. Возможно ли получить этот опыт и навыки в качестве собственного учителя?
Прежде чем включить сварочный аппарат, вы должны понять свой стиль обучения.У большинства людей есть смесь одного или двух доминирующих стилей.
Как только вы лучше поймете свой стиль обучения, вы будете знать, на что сосредоточить свое время и усилия. Также помните, что стили обучения не являются исключительными, поэтому вы можете сосредоточиться, но не создавать туннельного видения. Если каждую минуту вашего обучения посвящать онлайн-видео о сварке, вы будете учиться только под определенными углами обзора. Точно так же, если вы работаете только в «одиночном» режиме, вы не поймете правила техники безопасности и передовые методы работы опытных сварщиков.
Процесс самообучения
Изображение предоставлено: Терри Кинг, Flickr
Определив свой стиль обучения, получите базовый обзор всех сварочных процессов. Возможно, вам захочется немного узнать об истории сварки, так как вы узнаете, что по достоинству оцените передовую сварочную технологию , которая у нас есть в настоящее время (и старожилы будут любить вас за это).
- SMAW
- GTAW
- GMAW
- FCAW
- ПИЛА
- ESW
Затем сосредоточьтесь на процессе сварки, который вы хотите изучить в первую очередь.Подводные сварщики для мокрой сварки в основном используют FCAW из-за ее универсальности, но для сухой подводной сварки можно использовать практически любой тип сварки (хотя SMAW довольно распространено). Самое главное, найдите относительно простой процесс сварки, чтобы вы могли быстро набраться опыта без больших разочарований.
Многие сварщики рекомендуют начинать с ручной сварки, такой как MIG, но то, что легко для одного новичка, может оказаться чрезвычайно трудным для другого. Опять же, найдите то, что работает для вас.
Ресурсы и доступность
Есть много мест, где можно научиться сварке, но это отразится на вашем стиле обучения.Если у вас больше визуального, звукового и логического стиля обучения, эти ресурсы идеально подойдут вам. Если нет, со временем вы захотите пройти практику в сварочной школе или в местном офисе.
- Сайты
- Социальные сети
- Видео
- Форумы
- Подкасты
- Книги
Имея оборудование, инвестирует в инструменты, которые подходят для процесса сварки, который вы хотите изучить. Для начала попробуйте сварочный аппарат и шлем с автозатемнением.Исследуйте оборудование, которое принесет вам максимальную пользу и свободу в вашей практике.
Окрестности, чтобы воспользоваться преимуществами
Посмотрите на свое окружение. Где вы живете? Кто и что вам доступно?
- Сельская местность (старое сельскохозяйственное оборудование, отвалы железа, владельцы ранчо со сварочными принадлежностями)
- Пригород (малые сварочные предприятия)
- Городской (крупные и малые сварочные предприятия, техникумы)
Не сравнивайте себя со своими приятелями-сварщиками, у которых все «лучше», чем у вас, только потому, что их отец владеет сварочным цехом и они уже работают. Лучшие ученики — это те, кому приходится работать над этим. , и в вашем окружении всегда есть что-то или кто-то, у кого вы можете почерпнуть знания в области сварки.
Знай свои ограничения
Безопасность в цифрах: Потенциальные сварщики совершают огромную ошибку, создавая лужи, не зная надлежащих правил техники безопасности. Каждый сварочный процесс требует понимания техники безопасности, а здравый смысл не уведет вас далеко. Вам понадобятся советы сварщиков, которые заботятся о своих пальцах (и глазах, и шее, и предплечьях …)
Прекратите быть перфекционистом: Помните, что сварка — это смесь искусства и науки.Таким образом, вы никогда не добьетесь полного совершенства во всех аспектах сварки. Продолжайте практиковаться, но не зацикливайтесь на одной характеристике.
Начните с малого: Самообучение означает, что в конечном итоге вы захотите использовать свои собственные инструменты. У вас, вероятно, не будет денег, чтобы купить полноценный коммерческий сварочный аппарат и стержни. Поскольку в основном вы будете просто практиковаться на нем, не беспокойтесь о материалах премиум-класса. Однако не экономьте на СИЗ (средствах индивидуальной защиты).
Самоучка Оксюморон: Как сказал один сварщик: «Самоучки не существует.«Авторы учат вас через книги, режиссеры учат вас через онлайн-видео, блогеры учат вас через сообщения … вы понимаете. Важно понимать, что все ваши сварочные знания исходят от кого-то другого — держите свое эго маленьким, а руки — подвижными.
Хобби или профессионал? Оцени свое будущее
Осваивая технику сварки самостоятельно, убедитесь, что вы знаете свою конечную цель. Если вы занимаетесь этим только из-за небольших побочных денег или для того, чтобы закончить ряд ограждений на своем пастбище, вы можете продолжать самообучение столько, сколько захотите.
Однако, если вы в конечном итоге захотите стать подводным сварщиком или профессиональным сварщиком верхнего строения, вам потребуется больше, чем навыки владения электродом «выше среднего». После того, как вы познакомитесь с некоторыми стилями сварки и несколько месяцев попрактикуетесь, лучше всего найти местную сварочную школу или предприятие по производству сварных швов, чтобы продолжить свою карьеру.
Дуговая сварка под флюсом (SAW) — Weld Guru
Дуговая сварка под флюсом (SAW) — это процесс, в котором соединение металлов производится дугой или дугой между неизолированным металлическим электродом или электродами и изделием.
На рабочем месте дуга защищена слоем гранулированного плавкого материала.
Давление не используется.
Компоненты оборудования для сварки под флюсом, необходимые для сварки под флюсом, показаны на рис. 10-59.
Оборудование состоит из сварочного аппарата или источника питания, механизма подачи проволоки и системы управления, сварочной горелки для автоматической сварки или сварочного пистолета и кабельной сборки для полуавтоматической сварки, бункера для флюса и механизма подачи, обычно системы восстановления флюса, и механизм передвижения для автоматической сварки.
Источник питания для дуговой сварки под флюсом должен быть рассчитан на 100-процентный рабочий цикл, поскольку операции сварки под флюсом являются непрерывными, а продолжительность сварки может превышать 10 минут.
Если используется источник питания с 60-процентным рабочим циклом, его номинальные характеристики должны быть снижены в соответствии с кривой рабочего цикла для 100-процентной работы.
Если используется постоянный ток, переменный или постоянный, необходимо использовать систему подачи проволоки с чувствительным к напряжению электродом.
При использовании постоянного напряжения используется более простая система подачи проволоки с фиксированной скоростью.Система CV используется только с постоянным током.
Используются как генераторные, так и трансформаторно-выпрямительные источники питания, но выпрямительные машины более популярны.
Сварочные аппараты для дуговой сварки под флюсом мощностью от 300 до 1500 ампер.
Их можно подключать параллельно для обеспечения дополнительной мощности для сильноточных приложений.
Электропитание постоянного тока используется для полуавтоматических применений, но электропитание переменного тока используется в основном с машиной или автоматическим методом.
Для систем с несколькими электродами требуются специальные типы цепей, особенно когда используется переменный ток.
Для полуавтоматического применения сварочная горелка и кабельная сборка используются для передачи электрода и тока, а также для обеспечения флюса на дуге.
Небольшой бункер для флюса прикреплен к концу кабельной сборки.
Электродная проволока подается через дно этого флюсового бункера через наконечник датчика тока к дуге.
Подача флюса из бункера в зону сварки осуществляется самотеком.
Количество подаваемого флюса зависит от того, насколько высоко находится пистолет над изделием.
Пистолет с бункером может включать пусковой переключатель для инициирования сварки или может использовать «горячий» электрод, чтобы при прикосновении электрода к изделию подача начиналась автоматически.
Для автоматической сварки горелка присоединяется к двигателю подачи проволоки и включает в себя наконечники датчиков тока для передачи сварочного тока на электродную проволоку.
Бункер флюса обычно прикрепляется к горелке и может иметь клапаны с магнитным приводом, которые могут открываться или закрываться системой управления.
Другое оборудование, которое иногда используется, может включать в себя передвижную тележку, которая может быть простым трактором или сложным движущимся специализированным приспособлением. Блок рекуперации флюса обычно используется для сбора неиспользованного флюса подводной дуги и возврата его в питающий бункер.
Система для дуговой сварки под флюсом может стать довольно сложной из-за включения дополнительных устройств, таких как толкатели для швов, ткацкие станки и рабочие вездеходы.
Схема сварки
SAW
Рисунок 10-59. Блок-схема оборудования для сварки под флюсом.
Преимущества SAW
Основные преимущества процесса сварки под флюсом или под флюсом:
- сварной металл высокого качества.
- чрезвычайно высокая скорость и производительность наплавки
- гладкий, однородный шов без брызг.
- мало или совсем нет дыма.
- исключает вспышку дуги, поэтому необходимость в защитной одежде минимальна.
- высокий коэффициент использования электродной проволоки.
- простая автоматизация для высокого оператора.
- в норме, без привлечения манипулятивных навыков.
Сварка под флюсом для создания длинных стальных свай для поддержки океанской платформы.
Основные области применения SAW
Процесс под флюсом широко используется при производстве толстолистовой стали. Сюда входит сварка:
- профили конструкционные
- продольный шов трубы большего диаметра
- производство деталей машин для всех видов тяжелой промышленности,
- производство сосудов и резервуаров для давления и хранения использовать
Он широко используется в судостроении для сращивания и изготовления узлов, а также во многих других отраслях промышленности, где используется сталь средней и большой толщины.
Также используется для наплавочных и наплавочных работ, технического обслуживания и ремонта.
При сварке SAW флюс и проволока разделены. И то и другое влияет на свойства сварного шва, что требует от инженера выбора оптимальной комбинации для каждого проекта.
Ограничения процесса
Основным ограничением SAW (дуговой сварки под флюсом) является ограничение положения при сварке. Другое ограничение заключается в том, что он в основном используется только для сварки мягких и низколегированных высокопрочных сталей.
Высокая погонная энергия и цикл медленного охлаждения могут быть проблемой при сварке закаленной и отпущенной стали.При использовании дуговой сварки под флюсом необходимо строго соблюдать ограничение тепловложения для рассматриваемой стали.
Это может потребовать выполнения многопроходных сварных швов, когда однопроходный сварной шов приемлем для низкоуглеродистой стали. В некоторых случаях экономические преимущества могут быть снижены до такой степени, что следует рассмотреть дуговую сварку порошковой проволокой или какой-либо другой процесс.
При полуавтоматической сварке под флюсом невозможность увидеть дугу и лужу может быть недостатком для достижения корня сварного шва с разделкой кромок и правильного заполнения или калибровки.
Демонстрация процесса сварки пилой.
Принципы работы
Процесс
Процесс сварки под флюсом показан на рисунке 10-60. Он использует тепло дуги между непрерывно подаваемым электродом и изделием.
Рисунок 10-60: Схема процесса сварки под флюсом (SAW)
Тепло дуги плавит поверхность основного металла и конец электрода. Металл, расплавленный с электрода, переносится через дугу к заготовке, где он становится наплавленным металлом сварного шва.
Экранирование достигается за счет слоя гранулированного флюса, который накладывается непосредственно на область сварного шва. Флюс, близкий к дуге, плавится и смешивается с расплавленным металлом сварного шва, помогая очищать и укреплять его.
Флюс образует стеклоподобный шлак, который легче по весу, чем наплавленный металл шва, и плавает на поверхности в качестве защитного покрытия.
Сварной шов погружается под этот слой флюса и шлака, отсюда и название сварка под флюсом. Флюс и шлак обычно покрывают дугу, так что ее не видно.
Нерасплавленная часть флюса может быть использована повторно. Электрод вводится в дугу автоматически из катушки. Дуга поддерживается автоматически.
Путешествие может быть ручным или машинным. Дуга возникает при запуске с плавким предохранителем или системой реверсирования или возврата.
Нормальный метод применения и возможности положения
Самый популярный метод нанесения SAW — это машинный метод, при котором оператор контролирует сварочную операцию.
На втором месте по популярности находится автоматический метод, при котором сварка осуществляется нажатием кнопки.Процесс может применяться полуавтоматически; однако этот способ нанесения не слишком популярен.
Этот процесс нельзя применить вручную, потому что сварщик не может контролировать невидимую дугу. Процесс дуговой сварки под флюсом — это сварочный процесс с ограниченными позициями.
Позиции сварки ограничены, потому что большая ванна расплавленного металла и шлака очень текучие и имеют тенденцию вытекать из стыка. Сварку можно легко выполнять как в горизонтальном, так и в горизонтальном положении.
В соответствии со специальными контролируемыми процедурами, можно сваривать в горизонтальном положении, иногда называемом сваркой на 3 часа.
Для этого требуются специальные устройства для удержания флюса, чтобы расплавленный шлак и металл шва не могли уйти. Процесс нельзя использовать в вертикальном или верхнем положении.
Металлы свариваемые и диапазон толщины
Сварка под флюсом используется для сварки низко- и среднеуглеродистых сталей, низколегированных высокопрочных сталей, закаленных и отпущенных сталей и многих нержавеющих сталей.
Экспериментально он использовался для сварки некоторых медных сплавов, никелевых сплавов и даже урана.
Металл толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,7 мм) можно сваривать без подготовки кромок. Благодаря подготовке кромок сварные швы можно выполнять за один проход на материале от 1/4 до 1 дюйма (от 6,4 до 25,4 мм).
При использовании многопроходной техники максимальная толщина практически не ограничена. Эта информация обобщена в таблице 10-22. Горизонтальные угловые швы можно выполнять до 3/8 дюйма.(9,5 мм) за один проход и в плоском положении можно выполнять угловые швы размером до 1 дюйма (25 мм).
Совместное проектирование
Хотя в процессе дуговой сварки под флюсом могут использоваться те же детали конструкции соединения, что и в процессе дуговой сварки в защитном металлическом корпусе, для максимального использования и эффективности дуговой сварки под флюсом предлагаются другие детали соединения. Для сварных швов с канавкой можно использовать конструкцию с квадратными канавками толщиной до 5/8 дюйма (16 мм).
При превышении этой толщины требуются фаски.Используются открытые корни, но необходимы подкладки, так как расплавленный металл будет проходить через стык.
При сварке более толстого металла, если используется достаточно большая поверхность основания, опорный стержень может быть удален. Однако для обеспечения полного проплавления при сварке с одной стороны рекомендуется использовать подкладные стержни. Там, где доступны обе стороны, можно сделать подкладочный сварной шов, который вплавится в исходный сварной шов, чтобы обеспечить полное проплавление.
Сварочная цепь и ток
При сварке под флюсом или под флюсом в качестве сварочной мощности используется постоянный или переменный ток.Постоянный ток используется в большинстве приложений, в которых используется одиночная дуга. Используются как положительный электрод постоянного тока (DCEP), так и отрицательный электрод (DCEN).
Электропитание постоянного тока с постоянным напряжением более популярно для дуговой сварки под флюсом с использованием электродной проволоки диаметром 3,2 мм и меньшего диаметра.
Система постоянного тока обычно используется для сварки электродной проволокой диаметром 5/3 2 дюйма (4 мм) и большего диаметра. Схема управления мощностью CC более сложна, поскольку она пытается дублировать действия сварщика, чтобы сохранить определенную длину дуги.Система подачи проволоки должна определять напряжение на дуге и подавать электродную проволоку в дугу, чтобы поддерживать это напряжение. При изменении условий подача проволоки должна замедляться или увеличиваться, чтобы поддерживать заданное напряжение на дуге. Это усложняет систему управления. Система не может реагировать мгновенно. Запуск дуги более сложен с системой постоянного тока, так как она требует использования реверсивной системы, чтобы зажигать дугу, отводить и затем поддерживать заданное напряжение дуги.
Для сварки SAW на переменном токе всегда используется постоянный ток. Когда системы с несколькими электродными проводами используются как с дугой переменного, так и с постоянным током, используется система постоянного тока. Однако система постоянного напряжения может применяться, когда два провода подводятся к дуге, питаемой от одного источника питания. Сварочный ток для дуговой сварки под флюсом может варьироваться от 50 до 2000 ампер. Чаще всего сварка под флюсом выполняется в диапазоне от 200 до 1200 ампер.
Скорость наплавки и качество сварки
Скорость наплавки при дуговой сварке под флюсом выше, чем при любой другой дуговой сварке.Скорость наплавки отдельных электродов показана на рисунке 10-62. Скорость наплавки при сварке под флюсом зависит как минимум от четырех факторов: полярность, большой вылет, добавки во флюсе и дополнительные электроды. Скорость осаждения является самой высокой для отрицательного электрода постоянного тока (DCEN). Скорость осаждения для переменного тока находится между DCEP и DCEN. Полярность максимального тепла — отрицательный полюс.
Скорость наплавки при любом сварочном токе можно увеличить, увеличив «вылет».”Это расстояние от точки, где ток вводится в электрод, до дуги. При использовании «длинного вылета» степень проникновения уменьшается. Скорость наплавки может быть увеличена за счет добавок металла во флюс под флюсом. Дополнительные электроды можно использовать для увеличения общей скорости осаждения.
Качество наплавленного металла шва, наплавленного дуговой сваркой под флюсом, высокое. Прочность и пластичность металла сварного шва превышают таковые у низкоуглеродистой стали или низколегированного основного материала, когда используется правильное сочетание электродной проволоки и флюса под флюсом.Когда сварка под флюсом выполняется машиной или автоматически, человеческий фактор, присущий процессам ручной сварки, исключается. Сварной шов будет более однородным и без неровностей. Как правило, размер сварного шва за проход намного больше при дуговой сварке под флюсом, чем при любом другом процессе дуговой сварки. Подвод тепла выше, а скорость охлаждения ниже. По этой причине газам дается больше времени для выхода. Кроме того, поскольку плотность шлака под флюсом ниже плотности металла сварного шва, он будет всплывать в верхнюю часть сварного шва.Однородность и последовательность — преимущества этого процесса при автоматическом применении.
При использовании полуавтоматического метода нанесения может возникнуть несколько проблем. Электродная проволока может искривляться на выходе из сопла сварочной горелки. Эта кривизна может привести к возникновению дуги в месте, не ожидаемом сварщиком. При сварке в достаточно глубоких канавках кривизна может привести к тому, что дуга будет приходиться к одной стороне сварного соединения, а не к основанию. Это приведет к неполному сращиванию корней.Флюс останется у основания сварного шва. Другая проблема, связанная с полуавтоматической сваркой, заключается в том, что сварная канавка полностью заполняется или сохраняется точный размер, поскольку сварной шов скрыт и не может быть замечен во время его выполнения. Для этого нужно сделать дополнительный проход. В некоторых случаях получается слишком много сварного шва. Вариации раскрытия корня влияют на скорость движения. Если скорость движения одинакова, сварной шов может быть недостаточно или переполнен на разных участках. Высокая квалификация оператора решит эту проблему.
Есть еще одна проблема качества, связанная с очень большими наплавками за один проход.Когда эти большие сварные швы затвердевают, все примеси в расплавленном основном металле и в металле сварного шва собираются в последней точке замерзания, которая является центральной линией сварного шва. Если в этом месте будет собрано достаточное количество примесей, может произойти растрескивание по средней линии. Это может произойти при выполнении больших однопроходных плоских угловых швов, если пластины основного металла расположены под углом 45º от плоскости. Простое решение — избегать размещения деталей под истинным углом 45 °. Его следует изменять примерно на 10º, чтобы корень шва не совпадал с центральной линией углового шва.Другое решение — сделать несколько проходов, а не пытаться сделать большой сварной шов за один проход.
Другая проблема качества связана с твердостью наплавленного металла шва. Чрезмерно твердые отложения сварного шва способствуют растрескиванию сварного шва во время изготовления или во время эксплуатации. Рекомендуется максимальный уровень твердости 225 по Бринеллю. Причиной твердого сварного шва углеродистых и низколегированных сталей является слишком быстрое охлаждение, недостаточная обработка после сварки или чрезмерное поглощение сплава металлом шва.Чрезмерное поглощение сплава связано с выбором электрода со слишком большим количеством сплава, выбором флюса, который вводит слишком много сплава в сварной шов, или использованием слишком высоких сварочных напряжений.
При автоматической и машинной сварке дефекты могут возникать в начале или в конце шва. Лучшее решение — использовать вкладки биения, чтобы запуски и остановки находились на вкладках, а не на продукте.
Графики сварки
Процесс сварки под флюсом, применяемый машиной или полностью автоматически, должен выполняться в соответствии с графиками сварочных работ.Все сварные швы, выполненные с помощью этой процедуры, должны пройти аттестацию и испытания, предполагая, что были выбраны правильный электрод и флюс. Если графики отличаются более чем на 10 процентов, следует провести квалификационные испытания для определения качества сварки.
Сварочные параметры
Параметры сварки для дуговой сварки под флюсом аналогичны другим процессам дуговой сварки, за некоторыми исключениями.
При дуговой сварке под флюсом тип электрода и тип флюса обычно основываются на механических свойствах, требуемых сварным швом.Размер электрода зависит от размера сварного шва и тока, рекомендованного для конкретного соединения. Это также необходимо учитывать при определении количества проходов или валиков для конкретного соединения. Сварные швы одного и того же размера могут выполняться за несколько или несколько проходов, в зависимости от желаемой металлургии металла шва. За несколько проходов обычно получается более качественный сварной металл. Полярность устанавливается изначально и зависит от того, требуется ли максимальное проникновение или максимальная скорость наплавки.
Основные переменные, влияющие на сварку, включают подвод тепла и включают сварочный ток, напряжение дуги и скорость перемещения.Сварочный ток — это самое главное. Для однопроходных сварных швов сила тока должна быть достаточной для желаемого проплавления без прожога. Чем выше сила тока, тем глубже проникновение. При многопроходной работе ток должен быть подходящим для получения сварного шва того размера, который ожидается при каждом проходе. Сварочный ток следует выбирать исходя из размера электрода. Чем выше сварочный ток, тем выше скорость плавления (скорость наплавки).
Напряжение дуги изменяется в более узких пределах, чем сварочный ток.Это влияет на ширину и форму борта. Более высокое напряжение приведет к тому, что борт будет шире и ровнее. Следует избегать чрезмерно высокого напряжения дуги, так как это может вызвать растрескивание. Это связано с тем, что чрезмерное количество флюса расплавляется, и избыточные раскислители могут попадать в наплавленный металл, снижая его пластичность. Более высокое напряжение дуги также увеличивает количество потребляемого магнитного потока. Низкое напряжение дуги создает более жесткую дугу, которая улучшает проплавление, особенно в нижней части глубоких канавок.Если напряжение слишком низкое, получится очень узкий валик. У него будет высокий венец, и удалить шлак будет сложно.
Скорость движения влияет как на ширину борта, так и на проникновение. Более высокие скорости движения позволяют получить более узкие валики с меньшим проникновением. Это может быть преимуществом при сварке листового металла, когда требуются небольшие валики и минимальное проплавление. Однако при слишком высоких скоростях возникает тенденция к образованию подрезов и пористости, поскольку сварной шов быстрее застывает. Если скорость движения слишком низкая, электрод слишком долго остается в сварочной ванне.Это создает плохую форму валика и может вызвать чрезмерное разбрызгивание и вспышку через слой флюса.
Вторичные переменные включают угол электрода к изделию, угол самой детали, толщину слоя флюса и расстояние между наконечником датчика тока и дугой. Этот последний фактор, называемый «вылетом» электрода, оказывает значительное влияние на сварной шов. Обычно расстояние между контактным наконечником и деталью составляет от 1 до 1-1 / 2 дюйма (от 25 до 38 мм). Если вылет увеличивается сверх этого значения, это вызовет предварительный нагрев электродной проволоки, что значительно увеличит скорость наплавки.По мере увеличения вылета уменьшается проникновение в основной металл. Этому фактору необходимо уделить серьезное внимание, потому что в некоторых ситуациях требуется проникновение.
Также необходимо учитывать глубину слоя флюса. Если он слишком тонкий, то в потоке или вспышке дуги будет слишком много дуги. Это также может вызвать пористость. Если глубина флюса слишком велика, сварной шов может быть узким и выпуклым. Слишком большое количество мелких частиц во флюсе может вызвать точечную коррозию на поверхности, поскольку газы, образующиеся в сварном шве, могут не выйти.Иногда их называют следами клюва на поверхности борта.
Советы по использованию процесса
Одно из основных применений дуговой сварки под флюсом — это круговые сварные швы, когда детали вращаются под неподвижной головкой. Эти сварные швы могут быть выполнены по внутреннему или внешнему диаметру. При дуговой сварке под флюсом образуется большая сварочная лужа и расплавленный шлак, который имеет тенденцию течь. Это означает, что на наружных диаметрах электрод должен располагаться впереди крайнего верха или положения на 12 часов, чтобы металл сварного шва начал затвердевать до того, как начнется наклон вниз.Это становится еще большей проблемой, когда диаметр свариваемой детали становится меньше. Неправильное положение электрода увеличивает вероятность улавливания шлака или плохой поверхности сварного шва. Также следует изменить угол наклона электрода и направить его в направлении движения вращающейся части. Когда сварка выполняется по внутренней окружности, электрод следует наклонить так, чтобы он находился впереди центра нижней части или в положении «6 часов».
Иногда свариваемая деталь имеет уклон вниз или вверх, чтобы обеспечить различные типы контуров сварных швов.Если работа идет под уклоном, борт будет иметь меньшую глубину проникновения и будет шире. Если сварной шов идет вверх с уклоном, валик будет иметь более глубокий провар и будет уже. Это основано на том, что все остальные факторы остаются неизменными.
Сварка будет отличаться в зависимости от угла наклона электрода по отношению к работе, когда работа находится на горизонтальном уровне. Это угол перемещения, который может быть углом сопротивления или толкания. Он оказывает определенное влияние на контур валика и проплавление металла шва.
Односторонняя сварка с полным проваром корня может быть получена дуговой сваркой под флюсом.Если сварное соединение спроектировано с плотным отверстием в корне и довольно большой поверхностью корня, следует использовать высокий ток и положительный электрод. Если соединение спроектировано с корневым отверстием и минимальной поверхностью основания, необходимо использовать опорный стержень, поскольку нет ничего, что могло бы поддерживать расплавленный металл сварного шва. Расплавленный флюс очень жидкий и будет проходить через узкие отверстия. Если это произойдет, металл шва последует за ним, и сварной шов прожигет соединение. Опорные стержни необходимы всякий раз, когда есть отверстие в корне и минимальная поверхность корня.
Медные опорные стержни используются при сварке тонкой стали. Без подкладных стержней сварной шов будет иметь тенденцию плавиться, и металл шва будет выпадать из соединения. Опорная планка удерживает металл шва на месте до его затвердевания. Медные опорные стержни могут охлаждаться водой, чтобы избежать возможности плавления и захвата меди в металле сварного шва. Для более толстых материалов основа может быть флюсом под флюсом или флюсом другого специального типа.
Варианты процесса SAW
Существует множество разновидностей процесса, которые дают дополнительные возможности для сварки под флюсом.Некоторые из наиболее популярных вариантов:
- Двухпроводные системы — один источник питания.
- Двухпроводные системы — отдельный источник питания.
- Трехпроводные системы — отдельный источник питания.
- Ленточный электрод для наплавки.
- Добавки порошка железа во флюс.
- Сварка с длинным вылетом.
- Электрически «холодная» присадочная проволока.
Многопроволочные системы
Многопроволочные системы обладают преимуществами, поскольку скорость наплавки и скорость перемещения могут быть улучшены за счет использования большего количества электродов.На рис. 10-68 показаны два метода использования двух электродов: один с одним источником питания, а другой — с двумя источниками питания. При использовании одного источника питания одни и те же приводные ролики используются для подачи обоих электродов в сварной шов. При использовании двух источников питания необходимо использовать отдельные механизмы подачи проволоки для обеспечения электрической изоляции между двумя электродами. С двумя электродами и раздельным питанием можно использовать разные полярности на двух электродах или использовать переменный ток на одном и постоянный ток на другом.Электроды можно размещать рядом. Это называется поперечным положением электрода. Их также можно разместить один перед другим в положении тандемного электрода.
Двухпроводной тандем
Двухпроводный тандемный электрод с индивидуальными источниками питания используется там, где требуется очень глубокое проникновение. Ведущий электрод положительный, а задний электрод отрицательный. Первый электрод создает копающее действие, а второй электрод заполняет сварной шов.Когда две дуги постоянного тока находятся в непосредственной близости, существует тенденция к взаимному влиянию дуги между ними. В некоторых случаях второй электрод подключается к переменному току, чтобы избежать взаимодействия дуги.
Трехпроводная тандемная система
Трехпроводная тандемная система обычно использует переменный ток на всех трех электродах, подключенных к трехфазным системам питания. Эти системы используются для изготовления высокоскоростных продольных швов труб большого диаметра и сборных балок. Чрезвычайно высокие токи могут использоваться при соответственно высоких скоростях движения и производительности наплавки.
Система сварки лент
Система сварки полос используется для наплавки низкоуглеродистой и легированной стали, как правило, нержавеющей сталью. Получается широкий валик с равномерным минимальным проплавлением. Этот вариант процесса показан на рисунке 10-69. Он используется для покрытия внутренней части сосудов, чтобы обеспечить коррозионную стойкость нержавеющей стали, используя при этом прочность и экономичность низколегированных сталей для толщины стенок. Требуется устройство подачи ленточных электродов, и обычно используется специальный флюс.Когда ширина полосы превышает 2 дюйма (51 мм), используется устройство колебания магнитной дуги для обеспечения равномерного прожигания полосы и равномерного проплавления.
Другие опции
Другой способ увеличения скорости наплавки при дуговой сварке под флюсом — добавление компонентов на основе железа в соединение под флюсом. Железо в этом материале расплавится под действием тепла дуги и станет частью наплавленного металла шва. Это увеличивает скорость наплавки без ухудшения свойств металла сварного шва.Добавки для металлов также можно использовать для специальных наплавок. Этот вариант может использоваться с однопроводной или многопроволочной установкой.
Другим вариантом является использование электрически «холодной» присадочной проволоки, подаваемой в зону дуги. «Холодный» присадочный пруток может быть сплошным или порошковым для добавления специальных сплавов к металлу сварного шва. Регулируя добавление подходящего материала, можно улучшить свойства наплавленного металла шва. Можно использовать порошковую проволоку для электрода или для одного из нескольких электродов для введения специальных сплавов в наплавленный металл шва.Каждый из этих вариантов требует специальной инженерии, чтобы гарантировать, что правильный материал добавлен для обеспечения желаемых свойств отложения.
Типичные приложения
Процесс дуговой сварки под флюсом широко используется при производстве большинства тяжелых стальных изделий. К ним относятся сосуды под давлением, котлы, резервуары, ядерные реакторы, химические сосуды и т. Д. Другое применение — изготовление ферм и балок. Применяется для приваривания фланцев к стенке. Промышленность тяжелого оборудования является основным потребителем дуговой сварки под флюсом.
Используемые материалы
При сварке под флюсом используются два материала: сварочный флюс и плавящаяся электродная проволока.
Флюс для дуговой сварки под флюсом защищает дугу и расплавленный металл шва от вредного воздействия атмосферного кислорода и азота. Флюс содержит раскислители и поглотители, которые помогают удалять загрязнения из расплавленного металла шва. Флюс также обеспечивает введение сплавов в металл сварного шва. Когда этот расплавленный флюс охлаждается до стекловидного шлака, он образует покрытие, защищающее поверхность сварного шва.Нерасплавленная часть флюса не меняет своей формы и не влияет на ее свойства, поэтому ее можно восстанавливать и использовать повторно. Флюс, который плавится и образует шлаковое покрытие, необходимо удалить со сварного шва. Это легко сделать после того, как сварной шов остынет. Во многих случаях шлак действительно отслаивается, не требуя особых усилий для удаления. При сварке с разделкой кромок затвердевший шлак может быть удален с помощью отбойного молотка сварщика.
Флюсы
предназначены для конкретных применений и для определенных типов наплавленных покрытий.Флюсы под флюсом имеют разный размер частиц. Многие флюсы не имеют маркировки по размеру частиц, потому что размер разработан и произведен для предполагаемого применения.
Нет спецификации для флюсов под флюсом, используемых в Северной Америке. Однако метод классификации флюсов заключается в наплавленном металле сварного шва, полученном с помощью различных комбинаций электродов и запатентованных флюсов для дуговой сварки под флюсом. Это соответствует стандарту Американского общества сварки. Электроды из углеродистой стали и флюсы для дуговой сварки под флюсом.Таким образом, можно назначить флюсы для использования с различными электродами для обеспечения желаемого анализа наплавленного металла шва.
Ссылки для SAW
Процесс дуговой сварки под флюсом
Как проверить сварочный трансформатор за 10 шагов
Проблемы с производительностью сварщика часто могут быть связаны с самим сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P Вам не нужно будет платить кому-либо за диагностику проблем со сварщиком.
Как проверить сварочный трансформатор? Есть 10 шагов для проверки сварочного трансформатора. Вот они:
- Выполните визуальный осмотр
- Определите схему подключения
- Получите мультиметр
- Убедитесь, что питание отключено
- 9
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка целостности первичных обмоток
- Проверка целостности вторичных обмоток
- Устранение проблем с производительностью сварочного аппарата
выполните эти 10 шагов для легкого тестирования сварочного трансформатора, если вы поймете, как выполнять каждый шаг.Ниже вы найдете подробные инструкции по устранению проблем со сварочными трансформаторами.
1. Проведите визуальный осмотр трансформатора.
Начните с получения руководства пользователя для сварщика. Информация в этом документе может быть довольно исчерпывающей в деталях, в чем вы можете убедиться, просмотрев руководство пользователя для одной конкретной модели сварочного аппарата MIG, производимого Hobart.
Глубоко в руководстве пользователя находится схема отдельных частей, на которой показаны многочисленные части, входящие в состав агрегата. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата на случай, если вам придется снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие снимки, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору. Это поможет вам снова собрать сварщика. Фотографии также являются отличным способом показать что-либо необычное производителю или мастеру по ремонту, не показывая им сварщика.
Как только вы получите доступ к трансформатору, обратите внимание на следующие признаки того, что может быть проблема с вашим трансформатором:
- Признаки перегрева: деформации или плавление внешней части трансформатора или частей вокруг него
- Не беспокойтесь о тестировании трансформатора, если есть явные признаки перегрева.
- Ослабленные соединения: ослабленных соединений могут привести к отказу трансформатора.
- Вздутие: трансформатор необходимо заменить, если окажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2.Расчет схемы подключения
Для тестирования трансформатора в сварочном аппарате необходимо понять, как трансформатор был собран. Схема подключения должна быть указана в инструкции по эксплуатации. Руководства по эксплуатации большинства сварщиков содержат сложные электрические схемы.
Как правило, трансформаторы, используемые при сварке, следуют этой конструктивной схеме:
- Отводы первичной обмотки и отводы вторичной обмотки расположены во вторичных обмотках
- Вторичная обмотка подключена к розетке или переключателю тока
- Одна сторона вторичной обмотки подсоединена к сварочному стержню, а другая — к сварным деталям
- Первичный и вторичный ответвители служат для снижения напряжения в системе
- Отводные переключатели (не включены во все сварочные аппараты)
- Они позволяют сварщику регулировать напряжение, поворачивая кран.
После того, как вы получите общее представление о схеме подключения сварочного трансформатора, вы можете приступить к выполнению тестов, чтобы определить, как трансформатор работает, при этом используется недорогое оборудование.
3. Приобретите мультиметр
Первым шагом к проверке сварочного трансформатора является приобретение мультиметра, такого как цифровой мультиметр Etekcity. Доступный по цене мультиметр, например, производства Etekcity, предоставит вам следующие возможности:
- Измерение напряжения постоянного и переменного тока от источника постоянного тока
- Сопротивление
- Диод
- Непрерывность
Перечисленный выше мультиметр может использоваться только для измерения постоянного тока.Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как цифровой мультиметр Etekcity для переменного тока.
Цифровой клещевой мультиметр Meterek — более универсальный вариант. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки целостности, среди других функций режима.
Проверка целостности цепи является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный ток и постоянный ток
4. Убедитесь, что питание отключено.
Перед подключением мультиметра или проведением любого тестирования убедитесь, что система отключен от всех источников питания. Для таких аппаратов, как сварочные аппараты, требуются понижающие трансформаторы, поскольку они требуют, чтобы более высокое напряжение, поступающее в систему, преобразовывалось в более низкое напряжение.
Именно по этой причине те, кто пытается сделать свои собственные рудиментарные аппараты для дуговой сварки в домашних условиях, будут тянуть трансформаторы из микроволн для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа в системе, которая не была полностью отключена от источника питания , сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и удалить воздух из конденсаторов. Термин «обескровливание конденсаторов» просто относится к процессу утечки энергии из конденсаторов.
Пока трансформатор имеет резисторы стока, этот процесс не требует дополнительных вмешательств перед переходом к следующему этапу.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Перечень и требования
Однако, если у трансформатора нет резисторов стока, , возможно, вам придется замкнуть конденсаторы накоротко. Скорее всего, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что трансформатор обесточен.
Рекомендуем вам дважды проверить отсутствие питания на трансформаторе с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на минимальное значение по шкале напряжения. Это можно сделать, перемещая ручку, расположенную в центре мультиметра.
Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как использовать мультиметр для начинающих — Как измерить напряжение, сопротивление, целостность цепи и ток >> Посмотрите видео ниже
Затем соедините 2 вывода мультиметра вместе, чтобы убедиться, что вы получить значение 0. Если на экране дисплея мультиметра отображается любое значение, кроме 0, отрегулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится 0.
6. Проверьте входное напряжение в трансформаторе
Первый тест, который вы захотите выполнить, — это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную обмотки, как описано в книге Принципы и применения сварки .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.
Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для сварочных целей.
Входная и выходная стороны трансформатора должны быть маркированы на внешней стороне трансформатора. Если это не так, то вам нужно будет проверить электрическую схему, включенную в руководство пользователя сварщика.
Затем возьмите мультиметр и убедитесь, что он настроен на испытательное напряжение. Поместите по одному проводу мультиметра с каждой стороны клеммы входного напряжения и запишите напряжение, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и согласованные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.
Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед поиском неисправности трансформатора.
7. Проверьте выходное напряжение
Вы также захотите проверить выходное напряжение трансформатора. Клеммы, на которых подается выходное напряжение, должны быть маркированы на трансформаторе.
В случае, если вы не можете определить, какая клемма передает выходное напряжение, посмотрите схему электрических соединений в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше входного напряжения понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, возможно, проблема во вторичной катушке.
Чтобы измерить выходное напряжение сварочного трансформатора, убедитесь, что центральная ручка мультиметра установлена на измерение напряжения. Поместите по одному выводу на каждый конец выходной клеммы.Проверьте напряжение несколько раз, чтобы убедиться в точности и согласованности показаний.
Показания выходного напряжения должны быть по крайней мере в разумном диапазоне значений, перечисленных в разделе технических характеристик руководства пользователя для вашего сварщика.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно сообщат вам, попадает ли ваше тестируемое значение в ожидаемый диапазон.
Если вы обнаружите неожиданное значение, вам потребуется устранить проблемы со сварочным трансформатором. Если входное напряжение в порядке, но выходное напряжение слишком низкое или высокое, , вероятно, проблема с вторичными обмотками, как упоминалось ранее.
Это может быть или не быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут отремонтировать вторичную обмотку по цене ниже, чем стоимость полной замены трансформатора.
Прежде чем вы продолжите чтение, вот статья, которую мы написали: Если ваш сварочный аппарат продолжает отключать выключатель, прочтите это руководство.
8. Выполните проверку целостности первичных обмоток.
Начните с перемещения ручки на мультиметре, чтобы увидеть сопротивление. Чтобы начать измерение сопротивления, необходимо переместить ручку в секцию омметра мультиметра.
Для начала соедините вместе отдельные выводы мультиметра. Мультиметр должен показывать обрыв.
Непрерывность обычно отображается на мультиметре непрерывным звуковым сигналом. Многие мультиметры не имеют специального режима непрерывности , как этот универсальный мультиметр .
К счастью, вы все еще можете измерить непрерывность мультиметрами без специального режима проверки целостности цепи. В таких системах значение сопротивления должно быть близко к нулю.
Снимите проводку со стороны входа трансформатора. Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Значение сопротивления должно быть близко к 0 , что указывает на целостность цепи. Если это не так, обязательно проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если вы по-прежнему получаете показание сопротивления, которое выходит за пределы ожидаемого диапазона значений, то, вероятно, у вас неисправный трансформатор.
Эта проблема, вероятно, означает, что трансформатор необходимо полностью заменить.По всей видимости, не существует ремонта, который может исправить сварочный трансформатор, который просто вообще не работает.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9. Выполните проверку целостности вторичных обмоток
Вам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора.Убедитесь, что мультиметр настроен на считывание сопротивления.
Для большей точности сначала соедините 2 вывода мультиметра вместе, считывая сопротивление, чтобы мультиметр мог проверить целостность цепи. Мультиметр подаст звуковой сигнал и / или отобразит значение сопротивления, близкое к 0.
Затем подключите каждый провод к каждой выходной клемме. Мультиметр должен показывать обрыв.
Если мультиметр не показывает целостность цепи, следует проверить вторичную цепь на предмет замыкания на массу, , которое часто вызывается оголенным проводом.В этом случае необходимо будет полностью заменить трансформатор.
10. Устранение неисправностей, вызванных трансформатором
Проблемы с работой сварочного аппарата часто могут быть связаны с трансформатором. Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварщик не работает должным образом.
В руководстве пользователя этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик не сможет выполнять сварку вообще. Вы также можете заметить, что сварочный аппарат работает нормально при первом запуске, но вскоре перестает работать.
Если на ваш сварочный аппарат не подается постоянный ток, то такая нестабильная работа сварщика может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать в себя выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему все еще используются сварочные аппараты на базе трансформатора?
Большой спор в области сварочных ям между инверторными сварщиками и трансформаторными сварщиками.На протяжении большей части истории производства трансформаторные сварочные аппараты были нормой. Однако в конце 1980-х инженеры-программисты начали проектировать сварочные аппараты на основе инверторов.
Инверторные сварочные аппараты используют кремниевую технологию. Это компьютеризированные сварочные аппараты, которые могут легко регулировать ток, не прибегая к громоздким трансформаторам и выпрямителям, характерным для традиционных сварочных аппаратов.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их намного проще ремонтировать. Подумайте, насколько легче отремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее работать с трансформаторными сварочными аппаратами.
Сварщики трансформаторов тоже работают намного дольше. Это означает, что на усовершенствование сварочных аппаратов трансформаторов было потрачено больше времени, чем на сварочные аппараты инверторного типа.Честно говоря, инверторы в последние годы немного догнали.
Инверторные сварочные аппараты по-прежнему дороже трансформаторных сварочных аппаратов , хотя средняя стоимость инверторов с годами снизилась. Если в домашней мастерской вы в основном свариваете стальные формы, то вы обнаружите, что трансформатор по-прежнему будет вполне соответствовать вашим требованиям.
Если принять во внимание цену, сварочные аппараты для трансформаторов — действительно лучший вариант для сварщиков своими руками. Инверторы
также требуют больших затрат на ремонт после истечения срока гарантии, говорится в этой статье, появившейся в The Fabricator .Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы постоянно сталкиваетесь с проблемами в компьютерной системе.
Трансформаторы дешевле ремонтировать или заменять, потому что вы можете получить запасные части из металлолома.
Сколько Ом должен показывать трансформатор?
Показания омметра не должны существенно отличаться между результатом теста и сопротивлением, указанным в таблице данных трансформатора.
Сопротивление переменного тока поддерживается проводами, намотанными вокруг его сердечника.Вы измеряете это, касаясь омметром красных и черных контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между данными вашего трансформатора, вам следует подумать о его немедленной замене.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и подлежит замене.
Какая сторона трансформатора имеет более высокое сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная обмотка) обычно имеет более высокое значение, поскольку в этой точке подключается основная электрическая мощность.На выходной (или вторичной) стороне электрический ток направляется на нагрузку.
Напряжение на первичной обмотке понижающего трансформатора всегда выше, чем на вторичной обмотке, поэтому она имеет более высокое сопротивление, чем вторичная проводка.
Таким образом, сторона с большим сопротивлением должна быть первичной стороной. Другие способы найти свой первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провода, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным ответвлением , вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная — три провода.
- Если ваш трансформатор промаркирован, первичное напряжение отображается в верхней части трансформатора, а вторичное меньшее напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток и уменьшить его величину, так как полярность направленного тока меняется несколько раз.
Размагничивание имеет решающее значение для трансформатора, поскольку сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный магнетизм в результате измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может вызвать повреждение катушек или снизить давление зажима.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому повреждению.
Сварщики инвертора лучше, чем сварщики трансформатора?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как площадь, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформаторы, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выдерживать более тяжелые операции, чем инверторы.
Они также имеют более длительный послужной список по долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому они подходят сварщикам, которые работают в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как трансформатор более простой конструкции.
Первоначальная стоимость инвертора выше, чем стоимость трансформатора, но при их сравнительно низком потреблении электроэнергии (около 10%) ваш инвертор экономит деньги с течением времени.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы ориентируетесь на низкоуглеродистую сталь, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего сварщики выбирают преобразователи на базе IGBT или MOSFET, рассчитанные на питание от сети постоянного тока или синтезированного переменного тока, такие как Dekopro Arc Welder.
Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы частоты сети.
Хотя простые системы с отводом первичного контура могут быть достаточно надежными для сварки MIG, колебания подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства сварочных целей.
Ссылки по теме: Что такое дуговая сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, пригодный для сварки.
Рекомендуемая литература:
Как можно сваривать с генератором?
Что такое многофункциональный сварочный аппарат и когда его использовать?
Портативный сварочный аппарат Руководство покупателя: 5 вещей, на которые следует обратить внимание
Что можно сваривать с помощью дуговой сварки на 70 А?
Имея в наличии все виды сварки и множество материалов для сварочного оборудования, может быть сложно понять, что вам действительно нужно или что вам нужно. В этой статье обсуждается дуговая сварка. Дуговая сварка — это то, к чему относятся TIG и MIG, одни из самых распространенных и популярных методов сварки.
Название дает понять, что такое дуговая сварка. Как и любой другой вид сварки, дуговая сварка используется для соединения металла и других материалов вместе с использованием чрезвычайно высоких температур. При дуговой сварке создается электрическая дуга, по которой электричество может течь между металлической заготовкой и металлическим электродом.
Чтобы упростить работу, сейчас на рынке доступны переносные аппараты для дуговой сварки, благодаря которым сварщику очень удобно переносить аппарат и выполнять мелкий ремонт.Аппарат для дуговой сварки на 70 А особенно выгоден и высоко оценен экспертами и профессионалами. Несмотря на простоту использования аппарата для дуговой сварки на 70 А, ограниченная сила тока не позволяет использовать его на любой поверхности. Аппарат для дуговой сварки на 70 А лучше всего подходит для тонких металлических листов толщиной примерно от 1/8 до дюйма и толщиной 18. Кованое железо, автомобильные листы и прицеп для лодок — это лишь некоторые из вещей, которые можно сварить с помощью дуговой сварки на 70 А.
Прежде чем мы поговорим о дуговой сварочной машине на 70 А и о том, что можно сваривать с помощью этого конкретного типа сварочного оборудования, давайте узнаем больше о дуговой сварке.
Что такое дуговая сварка?
Дуговую сварку часто называют сваркой штучной сваркой, потому что она включает в себя заряженную электрическую дугу, которая образуется между заготовкой и электродом. Дуга защищена либо инертными газами, либо флюсом, а затем тепло размягчает металлы, позволяя им свариваться при охлаждении.
Первая техника дуговой сварки была усовершенствована в 19, , веке и широко использовалась для постройки кораблей и самолетов во время Второй мировой войны.Сегодня существует множество импровизированных и усовершенствованных видов дуговой сварки, которые используются при строительстве стальных конструкций, а также в проектах промышленного строительства. Температура при дуговой сварке может достигать в среднем 6500 градусов по Фаренгейту!
Оборудование для дуговой сварки обычно недорогое и доступно для большинства людей. Он включает в себя машину переменного тока, набор электродов, электрододержатели, отбойный молоток, соединительные силовые кабели, зажимы заземления и проволочные щетки. Также необходимо защитное снаряжение, поэтому добавьте в список сварочные перчатки, защитные очки, сварочный шлем и рукава.
Виды дуговой сварки
Есть много разных видов дуговой сварки. К ним относятся сварка MIG, дуговая сварка в среде защитного металла, сварка вольфрамовым электродом в среде защитного газа, дуговая сварка под флюсом и сварка порошковой проволокой. Все эти типы включают создание электрической дуги между заготовкой и электродом, плавление металла и соединение частей вместе.
- Сварка МИГ: Сварка МИГ также известна под другим названием — газовая дуговая сварка металлическим электродом (GMAW). Этот вид сварки включает в себя металлическую проволоку, которая нагревается и плавится, чтобы создать электрическую дугу, которая плавит детали и соединяет их вместе.
- Сварка TIG: Этот вид сварки, также называемый дуговой сваркой вольфрамовым электродом (GTAW), использует электрод на основе вольфрама, который подает ток сварочной дуге. Вольфрам и сварочная ванна защищены смесью инертных газов.
- Сварка под флюсом: Для сварки под флюсом требуется полый электрод, заполненный флюсом. В остальном механизм такой же, как у сварочного аппарата MIG. В пистолет подается непрерывная присадочная проволока.Флюс образует шлак, который защищает сварочную ванну от воздействия окружающей среды.
- Дуговая сварка под флюсом: Дуговая сварка под флюсом — это еще один процесс дуговой сварки, названный так потому, что сварочная ванна, создаваемая электрической дугой, погружена в слой флюса. Когда он расплавлен, поток проводит электричество, обеспечивая путь для прохождения тока.
Преимущества и недостатки дуговой сварки
Причина популярности и повсеместного использования дуговой сварки в нескольких отраслях промышленности заключается в ее эффективности и долговечности.Вот еще несколько причин, по которым дуговая сварка приобрела нынешний статус. Но там, где есть преимущества, есть и недостатки.
Преимущества
- Стоимость — Оборудование не очень дорогое, поэтому и затраты низкие
- Портативность — Эти устройства и части сварочного оборудования очень легко транспортировать и переносить
- Чистота — Дуговая сварка одинаково эффективна на грязных рабочих поверхностях, но очистка приведет к более прочным сварным швам
Недостатки
- Навык — Дуговая сварка — один из наиболее сложных видов сварки, для которого требуется квалифицированный или опытный рабочий.В результате затраты на рабочую силу высоки.
- Эффективность — При некоторых видах дуговой сварки образуется много отходов, что увеличивает стоимость проекта
Для чего нужен аппарат для дуговой сварки на 70 А?
Аппарат для дуговой сварки — это небольшое портативное устройство, которое можно носить в грузовике и использовать для сварки в узких небольших местах. Устройство требует, чтобы вы прикрепили электроды по вашему выбору, и поставляется с зажимами заземления и кабелями для подключения к источнику питания.
Аппарат для дуговой сварки на 70 А идеально подходит для небольшого ремонта в доме.Это также доступная и надежная машина, которая может прослужить вам несколько лет, если вы инвестируете в хорошую. Машину легко транспортировать, и, как только вы освоите ее, ею очень легко управлять.
Однако для новичка дуговая сварка и установка температуры в соответствии с материалами все еще могут быть немного сложными. Сварщики-профессионалы советуют любителям начинать со сварочных аппаратов MIG или дуговой сварки 220 А, а затем переходить к аппаратам с меньшей силой тока. Кроме того, сварка с малым током может занять больше времени, чем у обычного сварщика MIG, поэтому вам, возможно, захочется быть более терпеливым.
Какая связь между током и толщиной?
В школе не учат тому, как настраивать параметры сварочного аппарата. Опытные сварщики могут сказать, какими должны быть идеальные настройки сварки, наблюдая за сварочной ванной, создаваемой каждой настройкой; если брызг слишком много, температура слишком высока, и вам следует немного уменьшить ее. Для новичков и учащихся есть диаграммы усилителей, которые помогут выбрать идеальные температуры для сварки различных материалов.
Используемая сила тока также сильно зависит от того, какой металл вы свариваете, и от его толщины. Чем толще металлический лист, тем выше сила тока, которая вам понадобится. Как правило, 70 ампер идеально подходят для сварки листов из мягкой или нержавеющей стали толщиной 1/8 дюйма. Для более толстых листов лучше подойдет сварочный аппарат MIG.
Что можно сваривать?
Аппарат для дуговой сварки на 70 А может сваривать нержавеющую сталь толщиной 1/8 дюйма или толщиной 18. Идеально подходит для сварки
- Лодочные прицепы
- Кованое железо
- Листовой металл для автомобильной промышленности
Аппарат для дуговой сварки может быть полезным инструментом для дома, поскольку он может сваривать практически все, если вы позаботитесь о материале и толщине свариваемого металлического листа.
На рынке доступно множество различных марок аппаратов для дуговой сварки на 70 А, все в пределах доступного диапазона цен. Многие из них имеют некоторые дополнительные функции, такие как защита от перегрева, и предназначены для более плавного образования дуги. В общем, это отличное вложение для сварщиков-любителей и любителей домашнего ремонта.
Часто задаваемые вопросы
Сколько стоит аппарат для дуговой сварки на 70 А?
Аппарат для дуговой сварки на 70 А от одного из лучших брендов на рынке может стоить от 100 до 200 долларов.Однако такой сварщик легко прослужит вам пару лет. Таким образом, приобретение такого сварочного аппарата — хорошая идея.
Можете ли вы сами сделать дома дуговой сварочный аппарат на 70 А?
Да, действительно можно, если вы достаточно разбираетесь в сварке и оборудовании. На YouTube есть видео и руководства, которые помогут вам создать собственный аппарат для дуговой сварки в домашних условиях, но мы не рекомендуем этого делать. Это сложно, и если вы сделаете какие-либо ошибки, это тоже может быть опасно.
Сколько имеется аппаратов для дуговой сварки?
Доступны аппараты для дуговой сварки на 70, 110 и 220 ампер.Есть и более мощные. Для более толстых металлических листов вам следует подумать о покупке аппарата для дуговой сварки с большей силой тока.
Как узнать, слишком ли горячий или слишком холодный электрод с помощью аппарата для дуговой сварки?
Опытные сварщики могут определить температуру электрода, просто взглянув на сварочную ванну. Слишком много следов означает, что температура слишком высока, а громоздкий сварной шов указывает на низкие температуры. Сначала потренируйтесь и понаблюдайте за сварочной ванной, регулируя силу тока до нужной температуры.
От каких факторов зависит сила тока сварочного аппарата?
Это зависит от двух вещей:
- Металл
- Толщина металлического листа
Подобные сообщения:
Аппарат для ручной сварки пластиковыми стержнями (видео)
В посте на этой неделе мы поговорим о ручном сварочном аппарате с пластиковыми стержнями. Этот вид сварки очень прост, но должен выполняться правильно, здесь мы шаг за шагом опишем, как это сделать.
Здесь у вас есть видео , в котором вы можете увидеть процесс ручной сварки стержнем, который вы могли видеть более подробно .
………… ..
Сначала поговорим о необходимом материале. У нас должен быть ручной сварщик с горячим воздухом и подходящие сопла, чтобы правильно сваривать пруток, который мы собираемся использовать.
Хотя нам и нужны некоторые фитинги, этот набор для сварки — самый дешевый способ сварки пластмасс.
Здесь мы оставляем ссылку, где вы увидите этот набор для сварки и всю доступную фурнитуру.
>>> КОМПЛЕКТ РУКОВОДСТВА ШТАНГА
Когда у нас есть необходимое оборудование для выполнения этого типа сварки, самое главное — распознать пластик, который мы собираемся сваривать. Пластик можно сваривать только друг с другом, то есть, если у нас есть полиэтиленовый наплавленный материал, стержень, который мы должны использовать, сделан из полиэтилена, если наплавленный материал сделан из АБС-пластика, сварочный стержень должен быть из АБС-пластика, а также со всем остальным. термопласты.
Невозможно сварить два разных пластика .
Обычно легко распознать пластик, он сделан из того, что мы собираемся сваривать, он может быть помечен, или на нем могут быть технические характеристики, если это не так, мы можем позвонить производителю, и он скажет нам . Если нам не удается распознать пластик ни по одному из трех вышеупомянутых вариантов, мы всегда можем попытаться выяснить это сами, есть несколько методов, которые могут помочь нам узнать это. Здесь мы оставляем две ссылки на наш блог, где вы увидите два сообщения, которые мы опубликовали несколько месяцев назад о , как можно распознать пластик (часть 1) , чтобы таким образом мы могли соотнести стержень.
>>> КАК РАСПОЗНАТЬ ПЛАСТИК (часть 2)
После того, как мы определили материал и получили стержень, мы приступаем к сварке термопласта.
Первый шаг, который мы должны сделать, — это поцарапать материал.
Материал обычно имел блеск из-за окисления пластика в процессе его изготовления. Этот блеск необходимо поцарапать на любом типе лезвия, и с него необходимо удалить эту маленькую яркую пленку, чтобы таким образом пористость была открыта, а сцепление было выше.Мы должны поцарапать не только лист, но и стержень. Этот шаг обычно не выполняется или выполняется неправильно, что приводит к плохой сварке и будущим проблемам.
Царапание должно выполняться всегда и хорошо.
Что ж, теперь приступим к сварке.
Во-первых, мы собираемся нагреть сварщика, температура будет варьироваться в зависимости от пластика, но особенно, температура всегда будет соответствовать скорости рабочего, который будет выполнять сварку.Если рабочий проходит обучение и сваривает быстро, мы можем повысить температуру, но, наоборот, если рабочий работает немного медленнее, мы должны немного снизить температуру, чтобы пластик не плавился слишком сильно. Обычно потенциометр сварщика обычно находится в пределах от 6 до 8 от его положения. Примерно между 300 ° и 450 °.
Когда все будет готово, приступим к сварке. Мы пропускаем стержень через быстрое сопло (27 — 27B) и прижимаем этот стержень к области, которую мы будем сваривать, давление всегда действует на стержень, машина только сопровождает, машина только опирается на стержень и перемещается назад во время сварки стержня.