Сварка инвертором вертикальных швов видео: Сварка вертикальных швов
Содержание
Сварка вертикальных швов
В процессе сварки металлов нередко сталкиваешься с ситуациями, когда необходимо соединить две заготовки, расположенные в разных плоскостях. Это усложняет сам процесс, потому что стык двух деталей располагается или под углом, или вертикально, или в потолочной плоскости. Сварка вертикальных швов (потолочных и наклонных) – дело непростое. Оно связано с тем, что даже расплавленный металл, расположенный между двумя металлическими заготовками, подвержен закону всемирного тяготения, то есть, его тянет все время вниз. Отсюда и трудности сварки.
Поэтому существует два важных принципа сварки вертикальных швов:
- Расплавленный металл в зоне сварки должен кристаллизоваться быстрее, чем при обычной нижней позиции. А это будет возможно, если капли расплавленного металла будут небольших размеров. Этого добиться можно лишь уменьшением длины дуги, причем, выполняя сварку инвертором или полуавтоматом, необходимо электрод перемещать вглубь и наружу короткими и быстрыми движениями.
 Движение держака будет похоже на постукивание электродом по свариваемой поверхности.
Движение держака будет похоже на постукивание электродом по свариваемой поверхности. - Сварка вертикального шва переменным током производится снизу вверх. Заполняя кратер шва, производится его наполнение снизу. Таким образом, металл, расположенный внизу, будет выполнять функции своеобразной подставки для металла, который заполняет сварочную ванну выше.
Правда, не всегда технология снизу вверх применима для сварки вертикального шва. Встречается немало ситуаций, когда приходится варить шов и сверху вниз. Чтобы капли расплавленного металла не стекли, необходимо придерживаться некоторых условий сварки.
- Дуга должна быть короткой.
- Электрод в начале пождига должен располагаться перпендикулярно плоскости соединения двух заготовок.
- При варке он наклоняется вниз со стороны держака, то есть, сам электрод должен располагаться под острым углом по отношению к сварочному шву. При этом дугой он должен поддерживать металлические капли, чтобы они не стекали вниз.
- Если стекание остановить не удается, то необходимо увеличить силу тока и увеличить перемещение электрода вниз. Рекомендуется также увеличить ширину сварочного шва, за счет перемещения расходника из стороны в сторону.

Эта технология соединения свариваемых заготовок вертикальным швом намного легче, чем снизу вверх. Но качество шва намного хуже.
Как правильно варить вертикальный шов
Перед тем как варить вертикальный шов электросваркой полуавтоматом или инвертором, необходимо выбрать технологию сварки. Это зависит от толщины свариваемых заготовок, от расстояния между их кромками, а также от формы притупления кромок.
- Технология сварки треугольником. Ее обычно используют, если соединяются детали толщиною не более 2 мм. При этом используется максимальное притупление кромок. В основе этой технологии лежит принцип сварки снизу вверх, при этом жидкий металл располагается сверху застывающего. Он постепенно стекает вниз, закрывая собой кристаллизующийся металлический шовный валик. При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
- Елочка. Этот вид сварки вертикальных швов оптимально подходит для зазоров между заготовками в 2-3 мм. Здесь используются достаточно сложные перемещения электродом. Сварку надо начинать от плоскости одной из кромок. То есть, по стенке кромки от глубины на себя надо электродом наплавить металл во всю толщину заготовки. Затем, не останавливаясь, нужно спустить электрод до самой глубины зазора. Здесь задержаться, чтобы произошла проплавка, после чего сделать все те же манипуляции по другой кромке. И таким образом, продолжать снизу вверх, до самого верха сварочного шва. Этим достигается равномерное распределение расплавленного металла в пространстве зазора. Самое важное – не допускать образования подрезов кромок и подтеков металла.
- Лестница. Этот способ сварки вертикальных швов используется при максимальном зазоре между соединяемыми металлическими заготовками и при минимальном притуплении кромок (или полном отсутствии притупления). Сам сварочный процесс – это переход от одной кромки к другой при минимальном подъеме электрода. То есть, сварка ведется зигзагообразным движением от кромки к кромке снизу вверх. При этом электрод длительно останавливается на кромках, а переход должен, наоборот, производиться быстро. При такой технологии валик будет иметь небольшое сечение, поэтому сварщики его называют «легким».
 При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.
При этом стекающийся вниз шлак не мешает проплавлению металла кромок, потому что он перемещается по уже затвердевшей ванне. По сути, ванна получается под определенным углом, это и есть основа технологии треугольником. Потому что по внешнему виду сварная ванна похожа на эту фигуру. Здесь важно правильно двигать электрод, чтобы полностью заполнить стык. Поэтому сначала набирается в нижней позиции зазора полочка, после чего электрод перемещается, к примеру, к левой кромке, где производится заполнение, затем к правой. Таким образом, и заполняется шов. Для этой технологии дуговой сварки лучше использовать электрод диаметром 3 мм, ток 80-100 ампер.Все технологии могут производиться инвертором или полуавтоматом. Сваривать можно детали толщиною до 4 мм.
Сваривать можно детали толщиною до 4 мм.
Зажигание дуги
Для качества сварки вертикальных швов очень важно правильно зажигать дугу. И неважно, варите вы инвертором, трансформатором или полуавтоматом. Если электрод закончился, то его нужно быстро поменять, потому что задержка – это снижение температуры в ванне.
Но даже в этом случае начинать поджиг надо с самой верхней точки кратера. Кстати, это может быть центр кратера или сбоку, все зависит от того, где сварка была до этого закончена. Первый проход в глубину надо делать быстро. Именно таким образом можно избежать зашлакованности зазора. Потому что дуга еще нестабильна, а температура ванны не на необходимом уровне. После поднятия электрода, нужно задержаться на проплавке точки начала сварки, где дуга стабилизируется, а ванна наберет необходимую температуру. После этого можно спускаться вглубь зазора.
Варить вертикальный шов достаточно сложно. Не зря столько вариантов предлагается. Начинающим сварщикам придется потратить немало времени, чтобы научиться этому.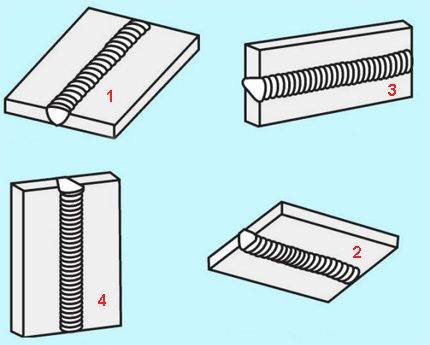 Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Поэтому предлагаем посмотреть видео – как правильно варить электросваркой вертикальный шов.
Поделись с друзьями
0
0
3
0
Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
06Дек
Содержание статьи
- Сваривание вертикала
- Общие определения
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
 То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Как правильно варить вертикальный сварочный шов для начинающих
Электрическая сварка предусматривает оказание воздействия электрической дуги на обрабатываемый металл. Она формируется между изделием и используемым электродом из токопроводящего материала. Слишком высокая температура становится причиной расплавки металла, за счет чего и происходит соединение отдельных деталей. Место соединения принято называть сварным швом. Для изменения его показателей меняются технические параметры сварки, к примеру, амплитуда и скорость движения. Следует рассматривать особенности вертикальной сварки подробнее.
Как варить вертикальный шов
Особенности вертикальной сварки
Проводимая сварка вертикальных швов характеризуется довольно большим количеством различных особенностей. К ним можно отнести следующие моменты:
- При тепловом воздействии на сплав образуются капли, которые стремятся скатится вниз. Этот естественный процесс создает довольно много трудностей, так как раскаленные капли не позволяют оказывать качественное воздействие на обрабатываемую зону.
- Рекомендуется делать вертикальные швы более короткой дугой, за счет чего действие сил поверхностного натяжения упрощает переход электрода в кратер шва.
- Для того чтобы дать капле затвердеть во время проведения сварки нужно отводить стержень в сторону. Отсутствие источника тепла приводит к тому, что металл быстро кристаллизуется.
- В верхней зоне, как правило, металл плавится быстрее. При этом процесс кристаллизации ускоряется в зоне стыков и соединения.
- Важно правильно выбирать показатель силы тока. Как правило, он выбирается из более низкого диапазона, нежели при проведении обычных сварочных работ.
- Есть возможность использовать точечную технологию, которая обеспечивает относительно низкое крепление двух элементов.
Положение сварных швов в пространстве
Вертикальная сварка довольно сложно дается неопытным мастерам, но она проводится крайне часто. Это связано с тем, что заваривают электродом самые различные дефекты и им создают ответственные, а также несущие конструкции.
Применяя подобный способ сварки важно соблюдать все правила и рекомендации, так как в противном случае вертикальный шов получиться некачественным
Как варить вертикальный шов?
Существует довольно много правил, соблюдение которых позволяет повысить качество получаемого шва. Исключить вероятность стекание капель раскаленного металла довольно сложно.
Основными рекомендациями можно назвать нижеприведенные моменты:
- Электрическая дуга должна быть исключительно короткой. Длинная может привести к расплыванию сплава, так как он стекает под воздействием силы притяжения.
- На момент поджога рабочая часть размещается исключительно перпендикулярно обрабатываемой поверхности. При этом важно, чтобы он располагался перпендикулярно обоим обрабатываемым поверхностям, за счет чего и обеспечивается высокое качество обработки.
- При работе рекомендуется наклонять электрод немного вниз. За счет выдерживания острого угла можно обеспечить задержку раскаленного металла, не давая ему стекать вниз.
- В некоторых случаях исключить вероятность стекания металла невозможно. Тогда рекомендуется увеличить показатель силы тока и ускорить перемещение рабочей части. Однако, при увеличении этого показателя нужно быть осторожным, так как это приводит к увеличению дуги. Кроме этого, рекомендуется увеличить ширину шва, перемещая инструмент со стороны в сторону.
Способы сварки в вертикальном положении
Приведенная выше технология намного проще в исполнении, если сравнивать вариант проведения электрода снизу вверх.
Вертикальный шов полуавтоматом
От качества сварочного шва зависит то, насколько прочной будет получаема конструкция и на какую нагрузку она будет рассчитана. Кроме этого, в некоторых случаях важно сохранить привлекательный эстетический вид. Больше всего проблем возникает с созданием вертикального сварочного шва, так как металл вытекает из ванны. Довольно распространенным вопросом можно назвать то, как варить вертикальный шов. Среди особенностей отметим нижеприведенные моменты:
- Проводится подготовка материала в зависимости от того, какие именно работы будут проводится. Учитывается толщина материала и степень обрабатываемости.
- Выбирается короткая дуга со средним показателем рабочего тока.
- Стержень со специальной обмазкой располагается под углом 80 градусов относительно обрабатываемой поверхности.
- Создавая вертикальный шов рекомендуется манипулировать стержнем по всей ширине формируемого валика.
Сварка полуавтоматом
Качественный вертикальный шов можно получить при сварке с отрывом дуги от поверхности. Для начинающих сварщиков подобный метод подходит в большей степени, так как проще в исполнении. Это связано с тем, что на момент отрыва дуги металл может остыть. Однако, есть и существенный недостаток – снижается показатель производительности.
Среди особенностей применения этого метода, связанного с отрывом стержня от поверхности, назовем нижеприведенные моменты:
- При сварке наконечник можно опирать на полочку сварного кратера.
- Схема движения рабочей части из сторону в сторону, за счет чего охватывается весь вертикальный шов. Кроме этого, можно применять схему петель или короткого валика при движении рабочей части сверху вниз.
- Устанавливаемая сила тока во многом определяет форму шва и его основные параметры. В общем случае рекомендуется снизить показатель на 5 А от обычного значения для конкретной толщины сплава
Стоит учитывать, что основные параметры проводимой работы практически во всех случаях выбираются экспериментально. Именно поэтому умения сварщика во многом определяют качество соединения и его надежность.
Создание шва электродом
Создаваемые швы электрическим инвертором имеют довольно обширную классификацию. При определении основных параметров учитывается тип соединяемых деталей. При рассмотрении того, как правильно варить вертикальный шов электросваркой, нужно учитывать их особенности. Наибольшее распространение получили следующие разновидности соединений:
- Стыковые.
- Тавровое.
- Внахлест.
- Угловое.
Создание шва электродом
Стоит учитывать, что для обеспечения стабильной дуги нужно провести очистку поверхности от самых различных загрязняющих веществ.
Именно поэтому сварка вертикального шва проводят при тщательной подготовке поверхности.Применяемые технологии позволяют получить качественный шов только при правильном выборе толщины электрода. Она должна быть несколько меньше, чем ширина шва, так как для исключения вероятности стекания сплава рекомендуется водить стержень из стороны в сторону.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
Принципы вертикальной сварки
Выделяют и несколько других распространенных технологий, которые могут применяться для получения шва. Среди них отметим:
- Технология треугольника подходит для случая, когда толщина металла составляет не более 2 мм. Она должна проводится только после затупления кромок, которые будут соединяться. По форме получаемая ванная напоминает треугольник. Для подобной технологии рекомендуется выбрать электрод, диаметр которого составляет 3 мм. Сила тока должна быть не более 100 Ампер.
- Елочка применяется крайне редко, так как она подходит для основания с толщиной 2-3 мм. Она предусматривает хаотичное и сложное перемещение дуги.
- Лесенка применяется в том случае, если нужно образовать максимально широкий шов, кромки минимально притуплены. Среди особенностей подобной технологии можно отметить то, что стержень должен быстро переходить от одной кромки к другой при минимальном вертикальном перемещении. Надолго задерживать инструмент на крае не нужно, после чего его быстр переводить на противоположную сторону. Применяется лесенка в случае, когда толщина сплава составляет 4 мм.
Вертикальная сварка проще проходит при применении современного сварочного инвертора, который позволяет регулировать основные параметры с высокой точностью.
Условия для качественного вертикального шва
Практически все начинающие специалисты не знакомы с основными условиями получения качественного вертикального шва. Кроме этого, он должен характеризоваться высокой прочностью, быть выполненным качественно и иметь эстетичный вид.
Можно выделить несколько основных ошибок, которые допускаются при проведении подобной работы:
- На момент поджога стержень должен находится в перпендикулярном состоянии. Если будет угол, то дуга может быть нестабильной.
- Чем меньше длина дуги, тем быстрее происходит кристаллизация материала. За счет этого снижается риск появления подтеков. Однако, многие не соблюдают эту рекомендацию, так как небольшая дуга снижает показатель производительности.
- Стержень накланяется для снижения вероятности появления подтеков, но выдерживать острый угол достаточно сложно.
- При появлении подтека рекомендуется увеличить силу тока и ширину шва. За счет этого можно существенно ускорить процесс кристаллизации вещества.
Для получения соединения с высоким показателем качества нужно уделить внимание подготовительному этапу. Примером можно назвать удаление пыли и грязи, остатков краски и масла, ржавчины. В некоторых случаях проводится точечная сварка, за счет чего риск появления потеков снижается в несколько раз.
Качественный вертикальный шов
В заключение отметим, что качество сварочного шва зависит от довольно большого количества параметров. Примером можно назвать мастерство сварщика или характеристики соединяемых материалов. В зависимости от некоторых из приведенных выше параметров проводится выбор наиболее подходящей технологии.
советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
- включается и выключается тумблером;
- величина напряжения и тока устанавливается ручками на передней панели;
- панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
- спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
- Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
- Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
- Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Сварка углового шва — как сделать правильный сварочный шов ВИДЕО
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую — вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина — больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка — начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов — видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить вертикальный шов инвертором без отрыва?
В рабочем процессе сварки нередко возникает ситуация, когда требуется приварить две детали, расположенные в разных плоскостях. Попробуем детально разобраться, как варить вертикальный шов инвертором, так плоскости, как правило, располагаются в таких плоскостях, где нет возможности использовать обычные методы сварочных технологий. Как правило, одна плоскость располагается в вертикальном положении, а вторая часть в потолочной плоскости. В целом, как правильно варить вертикальный шов полуавтоматом задача непростая, требует сноровки, терпения и большого опыта мастеров – сварщиков. Достаточно упомянуть одну простую истину, даже расплавленный металл, который расположен между двумя плоскостями, подвержен силе закона всемирного тяготения вниз, что приводит в свою очередь к деформации и нарушению конструкционной части деталей.
Начало сварки вертикального шва
Принципиальные варианты проведения вертикальной сварки
Чтобы понять, как правильно варить вертикальный шов инвертором, рассмотрим два принципиальных варианта проведения сварочных работ, которые включают в себя следующие принципы работы:
- В верхней зоне соединения, металл плавится быстрее, чем в ее нижней части, таким образом, проходит быстрая кристаллизация металлоконструкции в частях стыковки и соединения. Особенности сварки вертикальных швов предусматривают использование мелких дисперсионных частичек раскалённого металла, которые можно добиться только в режиме перемещения электродом вглубь, а также наружу, быстрыми и резкими движениями. При этом обязательно уменьшаем длину дуги сварочного аппарата. Образно говоря, в данной ситуации задача, как варить вертикальный шов полуавтоматом, чем – то напоминает постукивание электродом по поверхности обрабатываемых частей.
- Сварочный процесс как варить вертикальный угловой шов при помощи переменного тока осуществляется исключительно снизу вверх. Тут потребуется постепенное заполнение кратера обрабатываемого шва, причём наполняемость будет производиться исключительно снизу. Образно говоря, нижняя плоскость металла будет подставкой для заполнения раскалённого металла, который поступает сверху, рабочая плоскость ванны наполняется постепенно.
Требования к сварке в вертикальном положении
Ради справедливости, не всегда есть вероятность того, что необходимо только сварка вертикальных швов без отрыва. Встречаются ситуации, когда шов необходимо варить только сверху вниз. Но и здесь потребуется выполнение ряда технологических условий, которые необходимы для качественного проведения операции сварки металлов различных групп.
«Важно!
Чтобы капли раскалённого металла не стекли вниз, потребуется соблюдение ряда условий для определения задачи, как варить вертикальный шов инвертором металл 1.5 мм.»
- Электрическая дуга должна быть исключительно короткой.
- В начале режима поджига, электрод должен располагаться только перпендикулярно, причём одновременно двум рабочим плоскостям имеющихся заготовок.
- В процессе варке, электрод наклоняется вниз относительно основного корпуса держака. Электрод должен располагаться только под острым углом наклона относительно основной части сварочного шва. Дуга обязательно должна «ловить» капли раскалённого металла, для предотвращения стекания вниз.
- В некоторых случаях сварка полуавтоматом вертикальных швов не может остановить стекание раскалённых участков обрабатываемой поверхности металла. Очень аккуратно увеличиваем силу тока, и соответственно скорость перемещения электрода в режиме вниз. В ряде случаев, что эффективно решить проблему, как правильно варить потолочный и вертикальный шов, рекомендуется незначительно увеличить обрабатываемый сварной шов. Увеличить шов можно плавным перемещением расходника из стороны в сторону.
Вышеописанная технология является намного легче, чем аналогичный вариант проведения сварки сверху вниз. Но, данная методика показывает, что качество сварки будет в несколько раз хуже, чем предыдущий вариант исполнения.
Способы проведения сварочных работ
Теперь рассмотрим вопрос, как правильно варить вертикальный шов. Для этих целей берём во внимание одну из разновидностей работы – треугольник, ёлочка или лесенка.
Схема сварки вертикального шва
- Технология треугольник. Для этой технологии используем металл, который имеет толщину не более чем 2 мм. Для выполнения технологического процесса, максимально притупляем кромки. В основе это работы, лежит технология сварки снизу вверх, но жидкий метал должен застывать сверху. Такой расплавленный металл постепенно стекает в нижнюю часть, аккуратно кристаллизируется образующийся металлический корпус шовного валика. Шлак, который стекает вниз, не препятствует проплавлению имеющихся кромок на части металла, так как происходит перемещение по уже застывшей ванне. По своей сути, форма ванны имеет вид треугольника, и это указывает на основное пояснение названия данной технологии. В данном случае необходимо правильно двигать электродом, чтобы можно было заполнить форму ванны, точнее ее стык. К примеру, в нижней части зазора образуется полочка, после этого электродом перемещаем к левой кромке, после этого плавно переходим к правой кромке, и таким образом формируется наполнение ванночки. Для технологии треугольником, лучше всего использовать электрод диаметром 3 мм, а сила тока не более 80-100 ампер.
- Технология ёлочка. Этот вариант оптимален только для материала стали, которая имеет толщину в диапазоне 2-3 мм. Здесь используются очень сложные схемы перемещения электродом. Сварочные работы необходимо начинать в одной из плоскостей кромки. По одной стенке необходимо наплавлять раскалённый металл на себя, таким образом, формируем толщину зазора. Далее не останавливаясь, направляем электрод в глубину зазора. После этого необходимо опять же не останавливаясь задержаться в верхней части зазора на некоторое время, и опять же не останавливаясь отправлять электрод к другой части кромки. По идее, этот процесс напоминает больше петлю, где нужно каждый шаг отрабатывать до автоматизма. Таким образом, вы добьётесь равномерного распределения расплавленных частей в зазоре металла. В этом процессе необходимо предотвратить образование порезов кромок, а также образования подтёков.
- Технология лесенка. Этот метод можно использовать только в том случае, если вы обеспечите образование максимального размера шва при минимально возможном притуплении кромок. Сам процесс заключается в переходе от одной части кромки к другой при минимальном режиме подъёма электрода. Образно говоря, сварочная технология выполняется зигзагообразными действиями от одной кромки к другой, причём снизу – вверх. В данном случае рекомендуется электрод надолго задерживать на основаниях кромки на определённое время, после этого быстро обеспечивать переход к другой кромке там опять задерживаемся и быстро переходим к другой части и т.д. Данная технология актуальна для металла, который имеет толщину до 4 мм.
Варить вертикальный шов в принципе очень тяжело. Только опытным путём, настоящий профессионал может выполнить качественную работу.
«Обратите внимание!
Примечательно, чтобы научиться данной технологии, понадобится несколько месяцев практических навыков.»
Большое количество вариантов шва позволяет обеспечить высокое соединение стыковых соединений. Вертикальный шов, один из немногих, который позволяет добиться высокого качества соединения разнородных по группе металлов и конструкционных решений.
Видео: Как научится варить вертикальный шов?
Видео сварка электродом
Темы: Ручная дуговая сварка, Электроды сварочные, Сварка видео.
1. Смотрите на форуме разделе «СВАРКА : технологии, материалы, оборудование и принадлежности» Ручная дуговая сварка, видео обучающее. На англ. языке, с русскими субтитрами. От обозначений в маркировке электродов до практическиx приемов сварки электродами.
2. Видео сварка электродом горизонтальных швов, потолочных швов.
3. Видео сварка электродом при пониженном напряжении сети инвертором MobiARC 160.
Сварка при 140В в сети! Инвертор Merkle MobiARC 160 пoдключаем к сети через лаборатоpный автотрансформатор. Последовательно выставляем напряжение нa автотрансформаторе 220В, потом 200В, 180В, 160В, до 140В и тестируем, как аппарат варит.
Сварочный ток: 90-100А.
Материал: пластины 5 мм из конструкционной стали,
Используемые электроды: УОНИ 13/55 и АНО-21 d.2,5mm.
4.Видео сварка электродомвертикальных швов.
5. Работа сварочным инвертором ЭлсвА ВД-160И от генератора электродами диаметром 3 и 4мм, и сравнили его c французским IMS 1600.
6. Заварка электродами отверстия в топливном баке и проверка.
7. Сварка электродами труб (инвертор в ролике марки ИИСТ-140).
8. Сварка электродом полуавтоматом «MobiMIG» при напряжении в сети 220В-140В.
Другие страницы сайта, относящиеся к теме »
Видео сварка электродом
«:
- < Свариваемость сталей, классификация по свариваемости
Учебное пособие по дуговой сварке
Это руководство предназначено для предоставления практических советов начинающим сварщикам.
Он был изготовлен при большой помощи и под руководством профессиональных сварщиков.
чье время финансировалось участниками форума и сторонниками.
Пройдите руководство медленно и практикуйтесь в работе, описанной на каждой странице, прежде чем
переходя к следующему.
Дуговая сварка (сокращенно от ручной металлической дуговой сварки (MMA), также известной как Stick
и SMAW) — это очень сложная тема, и мы охватываем ее только для того, чтобы вы
разгоняться, набирать скорость.Есть много книг по этой теме, и более подробная информация
можно найти в другом месте в Интернете. Также у нас есть очень
дружелюбный форум, который может помочь.
Как и при любом другом процессе электросварки, кожа и глаза должны быть
должным образом защищен от УФ-излучения. Поражение электрическим током, пары, ожоги и
пожар — другие риски.
На странице безопасности обсуждается, как минимизировать эти риски.
Дуга зажигается при кратковременном прикосновении электрода к
перед подъемом электрода завершите электрическую цепь.
установить дугу.
«Запуск метчиком» и «запуск с нуля» — два распространенных метода
запуск дуги. Какой из них использовать — это личное предпочтение, и можно
зависит от типа прутка и сварщика. Оба метода проиллюстрированы
с видео на этой странице.
Основы дуговой сварки описаны на этой странице с практической укладкой.
бусины в плоском положении.
Угол поворота стержня, длина дуги, скорость перемещения и сварочное движение показаны.
с фотографиями и видео, а видео показывает эффект изменения
длина дуги.
Изучая новый процесс, вы, скорее всего, начнете что-то делать
неправильный. Сравниваются профили и участки сварных швов с различными дефектами.
с хорошими сварными швами на этой странице.
К числу неисправностей относятся неправильная скорость движения, неправильная длина дуги,
и неправильные усилители.
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии.
объединений легко избежать.Это позволяет работать с более толстым материалом.
с использованием нескольких проходов сварного шва.
На этой странице описана подготовка суставов и методы, используемые в нескольких
проход дуговой сварки.
Потратив время на получение корневого шва прямо на предыдущей странице
вы обнаружите, что угловая сварка — это легкий ветерок.
Многопроходные соединения также часто используются в угловых соединениях. Эта страница
охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения.
Для большинства людей инвертор постоянного тока — лучший тип дуговой сварки.
для. У них много преимуществ перед старыми типами, но они могут упасть.
по затратам на ремонт и долговечности.
На странице описано, что нужно искать в инверторных сварочных аппаратах и других типах.
дуговой сварки.
Дуговая сварка существует уже давно, и есть большие различия
между технологиями, используемыми в старых бывших в употреблении сварочных аппаратах, и новыми.
На этой странице обсуждаются плюсы и минусы различных типов аппаратов для дуговой сварки.
Как сварить что угодно, от атомной электростанции до велосипеда
Рамка!
В этом разделе кратко описаны сварочные процедуры и расходные материалы, которые
может использоваться для сварки наиболее широко используемых типов стали, включая
Мягкая сталь, Corten,
Weldox, Hardox, нержавеющая сталь
Сталь, хромомолибден, EN19,
EN24 / EN24T, EN8, литой
Стали чугунные, литые и марганцевые, кованые
Железо и наплавка.А также есть
страница, объясняющая водородное охрупчивание.
Скоро:
Вертикально вверх — это следующий позиционный сварной шов, который мы рассмотрим, и страница, посвященная выбору стержней.
и сварка различных марок стали уже на подходе. А пока есть
еще много информации о дуговой сварке на форуме
библиотека.
Кредиты
Большое спасибо всем, кто помог финансировать и подготовить этот учебник. В частности,
Snowcat за выполнение большей части сварных швов и отличный совет по нескольким вопросам.
сеансы сварки и письма, TechnicAl для страницы о выборе стержней
для различных типов стали, Мэтт из Lorch, который одолжил мне h280, когда моя микроволновая печь
собрали вещи, и Weldequip, который пожертвовал много снаряжения и расходных материалов для поддержки
учебник.
Сварные валики — Введение
Как и при зашивании шва, есть несколько способов пропустить валик вдоль стыка. Однако, в отличие от портных, сварщикам часто приходится выполнять свою работу в неудобном положении. Гравитация также играет роль в том, как расплавленный металл осаждается между металлическими пластинами или секциями труб. Например, если вы выполняете сварку над головой, вам нужно двигаться быстро, иначе металл шва окажется на вашем лицевом щитке, а не в стыке.После подготовки стыка к сварке, выбора подходящего стержня (в случае сварки штангой) и выбора правильных настроек машины сварщик должен использовать определенный вид хода руки (и правильную скорость), чтобы правильно опустить валик.
Вообще говоря, манипуляции с горелкой практически одинаковы, независимо от того, подаете ли вы сварочную ванну отдельным присадочным прутком или используете электрод с подачей проволоки или стержневой электрод. (Если вы еще не знакомы со сварочными процессами, щелкните здесь для обзора.) Ниже вы найдете описание четырех наиболее распространенных типов бусинок, используемых как в магазине, так и на поле:
Бусины косы
Это простой валик, в котором вы либо «тянете» (тянете), либо проталкиваете резак поперек стыка с минимальным (если есть) движением из стороны в сторону. Перетаскивание означает, что электрод направлен назад к луже, ведя ее. Это обеспечивает максимальное проплавление и надежный сварной шов.
MillerWelds.com
Для термочувствительных или тонких металлов или при сварке в вертикальном положении сварщики «толкают» горелку, что означает направление электрода вперед.(См. Фото выше.) При сварке вертикально вверх расплавленный металл стремится падать вниз, поэтому направление тепла от лужи позволяет сварному шву быстро затвердеть. Недостатком толкания является то, что проникновение в основной металл намного меньше, чем при перетаскивании (вытягивании) резака.
WeldingEngineer.com
Стрингеры обычно не очень широкие и могут использоваться в любом положении при сварке. Даже если вы двигаетесь по прямой линии, все же важно убедиться, что вы «затянули» кончик сварного шва с обеих сторон.Помните, цель сварки — не просто заполнить стык новым металлом. Очень важно добиться плавления сварного шва и основного металла. Иногда достаточно медленно перемещать горелку, чтобы сварочная лужа текла по обеим сторонам стыка, — это все, что требуется для достижения хорошего сплавления. В других случаях необходимы небольшие манипуляции из стороны в сторону, как показано ниже:
TheFabricator.com
Опять же, манипуляции из стороны в сторону незначительны. Если вы будете двигаться слишком далеко из стороны в сторону, у вас получится переплетение бусинок.(См. Ниже.) Бусины стрингера также используются при наплавке твердым покрытием — операции наплавки, которая помогает продлить срок службы совков, крыльев, плугов и других внешних металлических деталей промышленного оборудования. Однако здесь бусины предназначены не для сплавления с основным металлом, а для создания защитной поверхности над ним.
Бусины плетеные
Для более широких сварных швов можно плести из стороны в сторону вдоль стыка. Для толстого шва плетение — самый быстрый способ скинуть сварочное задание.Это особенно актуально для сварных швов с разделкой кромок на толстой заготовке. Переплетение также распространено на угловых швах.
Есть, конечно, разные виды переплетений, и у каждого сварщика есть свои любимые. Ваша рука может выполнять зигзагообразную, серповидную или фигурную технику. Помимо обеспечения более широкого валика, плетение используется для контроля нагрева сварочной ванны. Кроме того, вам обычно нужно делать паузы на каждой стороне сварного шва, чтобы добиться хорошей стыковки и предотвратить подрезку кромок.Однако, когда вы перемещаетесь по центру сустава, вам нужно поторопиться. В противном случае у вас может получиться высокая корона (т. Е. Выпуклость посередине). При плетении лучше иметь плоскую или слегка выпуклую поверхность сварного шва.
Треугольное переплетение полезно, когда вам нужно заполнить крутой карман. Например, при сварке вертикально вверх этот метод переплетения позволяет построить за лужей своего рода полку, которая не дает расплавленному металлу скользить вниз.
Чтобы лужа не перегревалась или не расширялась, вы можете попробовать плетение полукругом, при котором центральная точка или гребок пересекает перед лужей (или прямо перед ней).Если вам нужно больше тепла в луже, проденьте полукруг (или полумесяц) обратно через лужу, как показано на предыдущем рисунке.
Плетение в верхнем положении может быть проблемой, поскольку сила тяжести имеет тенденцию вытягивать расплавленный металл из сварного шва. Даже с практикой уложить бусину верхнего переплетения полдюйма или шире может быть непростой задачей. Но сварщики учатся это делать, так как плетение экономит время по сравнению с бусинами стрингера.
Движение хлыстом
При сварке с открытыми канавками сварщик палкой обычно выполняет взбивающее движение запястьем на корневом проходе, что является первой выполненной сварочной операцией.Здесь цель состоит в том, чтобы соединить рабочие пластины вместе внизу с помощью плоского валика сварочного металла. Наиболее распространенными стержневыми электродами для корневых проходов на низкоуглеродистой стали являются стержни E6010 и 6011 для быстрого замораживания.
Схема сварного шва с бороздкой (слева) — соединение труб с замочной скважиной, полученное сваркой (предположительно) сверху вниз.
Сварщик перемещает электрод вверх через зазор и вдоль него. Это важно для достижения полного проникновения. Вы увидите замочную скважину, появившуюся в отверстии в начале лужи.(См. Фото справа вверху.) Это один из самых сложных приемов, которым учатся сварщики. Помимо наблюдения за лужей, вы также должны поддерживать размер замочной скважины. Если он станет слишком большим (то есть более чем в два раза больше диаметра стержня), вы не сможете соединить стороны вместе. Вот почему во время корневого прохода очень важно контролировать тепло.
В дополнение к правильному дизайну стыка и настройкам сварочного аппарата, вы можете контролировать размер ключевого отверстия с помощью частоты движений хлыста.Прежде чем замочная скважина расширится бесконтрольно, вы поднесете стержень немного вверх и впереди сварного шва. Это действие охлаждает все и сохраняет размер замочной скважины неизменным. Это также позволяет затвердеть бусинке в задней части лужи. В этот момент вы возвращаетесь к расплавленной луже, и еще одна капля сварочного металла должна упасть с вашего стержня (если вы выполняете сварку клещами), образуя следующую копейку.
Все это происходит довольно быстро. Скорость взбивания определяется уровнем нагрева, который вы наблюдаете в сварном шве.Например, когда вы впервые начинаете сварку, возможно, вы вообще не будете взбивать, потому что еще недостаточно тепла. Однако к тому времени, когда вы дойдете до конца сварного шва, вы можете щелкнуть запястьем на устойчивом зажиме из-за сильного тепла, протекающего через основной металл. В следующем видео показана техника:
Вариант хлыстового движения называется J-образным переплетением. Это комбинация серповидных и хлыстовых движений, и используется во втором ( или «горячем») проходе соединения с V-образной канавкой.Здесь вы перемещаете свой E6010 или другой электрод быстрого замораживания с одного пальца ноги на другой, ненадолго останавливаясь с каждой стороны, а затем на мгновение крутите стержень вперед и вверх вдоль одной стороны сустава. Для этой задачи может пригодиться дуга большей длины. И так же, как при корневом проходе, после рывка вперед вы возвращаетесь к следующему открытому участку на левом (или правом) носке сварного шва и повторяете ход.
«Ходьба по кубку»
На корневом проходе трубы сварщики часто используют горелку TIG для получения более точного шва, чем при сварке стержнем.Этот процесс обычно включает в себя особый удар рукой, известный как «ходьба по чашке». В данном случае чаша представляет собой керамический изолятор, окружающий наконечник горелки, и сварщик перемещает его вперед и назад по основному металлу с обеих сторон от стыка. Видео ниже описывает технику:
Далее: Параметры сварки
Ресурсы / Документы
Ручная сварка TheFabricator.com
Введение в наплавку
Stoody
Совершенствование техники сварки штангой MillerWelds.com
Стрингер по стыку внахлест видео
Стыковое соединение с открытым корнем и V-образной канавкой 3G вертикальное вверх видео
Использование параметров CLAMS в сварке стержнем
TheFabricator.com
GWS | Портальные Сварочные Системы
PROMOTECH Sp. z o.o. защищает ваши данные — прочтите следующий информационный пункт.
Перед тем, как вы предоставите нам свои данные, проверьте:
• Кто является администратором ваших данных?
• С какой целью мы собираем данные?
• Каковы ваши права в отношении предоставления данных?
• Кто обрабатывает ваши данные, которые вы нам предоставляете?
• Кто является администратором ваших данных?
Доводим до вашего сведения, что ваши персональные данные будут обрабатываться Promotech Sp.z o.o. со штаб-квартирой в Белостоке, ул. Элеваторская 23/1, 15-620 Белосток, KRS 0000098853 (далее «Администратор»).
С какой целью мы будем обрабатывать ваши данные и какова правовая основа?
Мы будем обрабатывать ваши данные только после того, как вы дадите явное согласие на их обработку (статья 6 (1) (а) GPRD). Мы будем обрабатывать данные для достижения наших целей, то есть для выполнения договора купли-продажи и оказания услуг (пункт 1 статьи 6, буква b) GDPR), чтобы предлагать наши продукты и услуги (прямой маркетинг, пункт 1 статьи 6 буква а) GPRD и для аналитических и статистических целей (статья 6 (1) (f).Общие данные не будут профилированы.
Как долго мы будем обрабатывать ваши данные?
Мы будем обрабатывать ваши данные до тех пор, пока вы не отзовете свое согласие на их обработку, но не дольше, чем истечет срок действия требований по заключенному контракту или пока не истечет обязательство хранить данные, вытекающее из закона.
Можем ли мы поделиться вашими данными?
Персональные данные, предоставленные вами, если это разумно, могут быть переданы организациям, которые обрабатывают персональные данные от имени Администратора, включая: поставщиков ИТ-услуг, где такие организации обрабатывают данные на основе соглашений, заключенных с Администратор и только в соответствии с инструкциями Администратора.
Как с нами (или с Администратором) связаться?
С Администратором можно связаться по адресу электронной почты Администратора по адресу электронной почты: [email protected] по всем вопросам, касающимся обработки персональных данных и использования прав, связанных с обработкой персональных данных.
Какие у вас права?
Вы имеете право:
• доступ к своим данным, запросы на исправление, удаление или ограничение их обработки
• возражать против обработки персональных данных в той степени, в которой основанием для обработки персональных данных является законный интерес Администратор.В частности, вы имеете право возражать против обработки данных в целях прямого маркетинга
• подать жалобу президенту Управления по защите личных данных
• отзыв согласия в той мере, в какой это основание для обработки личные данные — это согласие. Отзыв согласия не влияет на законность обработки, которая была произведена на основании согласия до его отзыва
• передача личных данных, то есть получение от Администратора информации об обрабатываемых личных данных в структурированном, широко используемом компьютере- читаемый формат в той степени, в которой ваши данные обрабатываются для завершения и оказания услуги.Переданные личные данные могут быть отправлены другому администратору данных.
Как вы можете использовать свои права?
Чтобы воспользоваться вышеуказанными правами, обратитесь к Администратору данных, контактные данные которого были указаны выше.
Файлы cookie
Этот веб-сайт использует Google Analytics для сбора анонимной информации, такой как количество посетителей сайта и наиболее популярные страницы. Сохранение этого файла cookie включенным помогает нам улучшать наш веб-сайт.
Мы используем Hotjar, чтобы лучше понимать потребности наших пользователей и оптимизировать эту услугу и удобство использования. Hotjar — это технологическая служба, которая помогает нам лучше понять опыт наших пользователей (например, сколько времени они проводят на каких страницах, какие ссылки они выбирают для перехода, что пользователям нравится, а что нет, и т. Д.), И это позволяет нам создавать и поддерживать наш сервис с отзывами пользователей. Hotjar использует файлы cookie и другие технологии для сбора данных о поведении наших пользователей и их устройствах (в частности, об IP-адресе устройства (фиксируется и сохраняется только в анонимной форме), размере экрана устройства, типе устройства (уникальные идентификаторы устройства), информации о браузере, географическом местоположении). (только страна), предпочтительный язык, на котором отображается наш веб-сайт).Hotjar хранит эту информацию в псевдонимизированном профиле пользователя. Ни Hotjar, ни мы никогда не будем использовать эту информацию для идентификации отдельных пользователей или для сопоставления ее с дополнительными данными об отдельном пользователе. Для получения дополнительных сведений см. Политику конфиденциальности Hotjar, перейдя по этой ссылке.
Вы можете отказаться от создания профиля пользователя, хранения Hotjar данных об использовании вами нашего сайта и использования Hotjar файлов cookie для отслеживания на других веб-сайтах, перейдя по этой ссылке для отказа.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов.Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .
Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)
Также известная как Газовая дуговая сварка металла (GMAW) , использует защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)
Также известна как ручная дуговая сварка металлом (MMA или MMAW) , дуговая сварка под защитным флюсом или дуговая сварка — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну. Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварочную ванну от окружающей атмосферы.Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует расходный порошковый электрод с непрерывной подачей и источник постоянного напряжения, что обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Сварка под флюсом (SAW)
Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом.Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход. ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и краев пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока.Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для образования соединения, с другой металлической деталью.
Методы использования неизрасходованных электродов
Сварка вольфрамом в среде инертного газа (TIG)
Также известная как для газо-вольфрамовой дуговой сварки (GTAW) , используется неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменная дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака. Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде, чтобы достичь опорной плиты. Таким образом плазма отделяется от защитного газа.
MIG-сварка: основы: методы и советы для достижения успеха
Для новых сварщиков важно разработать правильные методы MIG-сварки, чтобы добиться хорошего качества сварки и максимальной производительности.Передовые методы безопасности также являются ключевыми. Однако не менее важно, чтобы опытные сварщики знали основы, чтобы не приобретать привычки, которые могут отрицательно повлиять на качество сварки.
От использования безопасной эргономики до правильного угла наклона горелки MIG, скорости хода сварки и многого другого — хорошие методы сварки MIG обеспечивают хорошие результаты. Вот несколько советов.
Надлежащая эргономика
Комфортный сварщик — более безопасный.Надлежащая эргономика должна быть в числе первых основ, которые необходимо установить в процессе MIG (конечно, наряду с надлежащими средствами индивидуальной защиты).
Комфортный сварщик — безопаснее. Надлежащая эргономика должна быть в числе первых основ процесса сварки MIG (конечно, наряду с соответствующими средствами индивидуальной защиты). Эргономику можно определить просто как «изучение того, как можно расположить оборудование, чтобы люди могли выполнять работу или другие действия более эффективно и с комфортом».” 1 Важность эргономики для сварщика может иметь далеко идущие последствия. Окружающая среда на рабочем месте или задача, из-за которой сварщик постоянно дотягивается, перемещается, сжимает или поворачивается неестественным образом и даже остается в статической позе в течение длительного периода времени без отдыха. Все это может привести к повторяющимся стрессовым травмам с пожизненными ударами.
Надлежащая эргономика может защитить сварщиков от травм, а также повысить производительность и рентабельность сварочных операций за счет сокращения отсутствия сотрудников.
Вот некоторые эргономические решения, которые могут повысить безопасность и производительность:
1. Использование сварочного пистолета MIG с блокирующим спусковым крючком для предотвращения «щелчка». Это вызвано приложением давления к спусковому крючку в течение длительного периода времени.
2. Использование сварочного пистолета MIG с поворотной шейкой, чтобы облегчить сварщику движения для достижения стыка с меньшими нагрузками на тело.
3. Держать руки на уровне локтей или немного ниже во время сварки.
4.Располагайте работу между талией и плечами сварщика, чтобы гарантировать, что сварка будет завершена в максимально нейтральной позе.
5. Снижение нагрузки от повторяющихся движений за счет использования пистолетов MIG с задними вертлюгами на кабеле питания.
6. Использование различных комбинаций углов рукоятки, углов шейки и длины шейки для удержания запястья сварщика в нейтральном положении.
Правильный рабочий угол, угол перемещения и перемещение
Правильный сварочный пистолет или рабочий угол, угол перемещения и техника сварки MIG зависят от толщины основного металла и положения сварки.Рабочий угол — это «отношение между осью электрода и заготовкой сварщика». Под углом перемещения понимается использование либо угла толкания (указывающего в направлении движения), либо угла сопротивления, когда электрод направлен против движения. (Справочник по сварке AWS, 9-е издание, том 2, стр. 184) 2 .
Плоское положение
При сварке стыкового соединения (соединение под углом 180 градусов) сварщик должен держать сварочную горелку MIG под рабочим углом 90 градусов (по отношению к заготовке).В зависимости от толщины основного материала нажмите на пистолет под углом горелки от 5 до 15 градусов. Если соединение требует нескольких проходов, легкое движение из стороны в сторону, удерживаемое на носках сварного шва, может помочь заполнить соединение и минимизировать риск подрезов.
Для Т-образных соединений держите пистолет под рабочим углом 45 градусов, а для соединений внахлест подходит рабочий угол около 60 градусов (15 градусов против 45 градусов).
Горизонтальное положение
В горизонтальном положении сварки хорошо работает рабочий угол от 30 до 60 градусов, в зависимости от типа и размера соединения.Цель состоит в том, чтобы предотвратить провисание или перекатывание присадочного металла на нижней стороне сварного шва.
Вертикальное положение
От использования безопасной эргономики до использования правильного угла горелки MIG, скорости хода сварки и многого другого — хорошие методы MIG обеспечивают хорошие результаты.
Для тройника сварщик должен использовать рабочий угол немного больше 90 градусов по отношению к стыку. Обратите внимание, что при сварке в вертикальном положении существует два метода: сварка в направлении вверх или вниз.
Направление вверх используется для более толстого материала, когда требуется большее проникновение. Хорошая техника для Т-образного соединения — это перевернутая буква V. Эта техника гарантирует, что сварщик сохраняет однородность и глубину проплавления в корне сварного шва, где встречаются две детали. Эта область является наиболее важной частью сварного шва. Другой способ — это сварка под уклон. Это популярно в трубной промышленности для сварки открытого корня и при сварке тонкостенных материалов.
Положение над головой
Целью сварки MIG над головой является удержание расплавленного металла шва в соединении.Это требует более высоких скоростей движения, а рабочие углы будут определяться расположением шарнира. Сохраняйте угол хода от 5 до 15 градусов. Любая техника плетения должна быть сведена к минимуму, чтобы бусинка оставалась маленькой. Чтобы добиться наибольшего успеха, сварщик должен находиться в удобном положении по отношению как к рабочему углу, так и к направлению движения.
Вылет проволоки и расстояние от контактного наконечника до рабочей поверхности
Вылет проволоки изменяется в зависимости от процесса сварки.Для сварки коротким замыканием рекомендуется поддерживать вылет проволоки от 1/4 до 3/8 дюйма, чтобы уменьшить разбрызгивание. Более длительный вылет увеличивает электрическое сопротивление, снижает ток и приводит к разбрызгиванию. При использовании струйного переноса дуги вылет должен составлять около 3/4 дюйма.
Правильное расстояние между контактным наконечником и рабочей поверхностью (CTWD) также важно для достижения хороших сварочных характеристик. Используемый CTWD зависит от процесса сварки. Например, при использовании режима переноса распылением, если CTWD слишком короткий, это может вызвать ожоги.Если он будет слишком длинным, это может привести к разрыву сварного шва из-за недостаточного покрытия защитным газом. Для сварки распылением подойдет CTWD 3/4 дюйма, а для сварки коротким замыканием подойдет от 3/8 до 1/2 дюйма.
Скорость сварочного хода
Скорость движения в значительной степени влияет на форму и качество сварного шва. Сварщикам необходимо будет определить правильную скорость сварочного хода, оценив размер сварочной ванны по отношению к толщине шва.
При слишком высокой скорости сварочного хода операторы получат узкий выпуклый валик с недостаточным закреплением на концах сварного шва. Недостаточный провар, деформация и непоследовательный сварной шов вызваны слишком быстрым перемещением. Слишком медленное перемещение может привести к слишком большому нагреву сварного шва, что приведет к получению слишком широкого сварного шва. На более тонком материале это также может вызвать прожиг.
Заключительные мысли
Когда дело доходит до повышения безопасности и производительности, опытный сварщик-ветеран, как и новая сварка, должен установить и правильно следовать технике MIG.Это помогает избежать потенциальных травм и ненужных простоев из-за доработки сварных швов низкого качества. Помните, что сварщикам никогда не помешает освежить свои знания о сварке MIG, и в их интересах и в интересах компании продолжать следовать передовым методам.
1. Словарь Коллинза, «эргономика», collinsdictionary.com/dictionary/english/ergonomics.
2. Справочник по сварке , 9 изд., Vol. 2, Сварочные процессы, часть 1. Американское общество сварщиков: Майами, Флорида., п. 184.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу.Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric.«Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что ремонтная зона должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь.”
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы.Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3.Правила для угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Он экономичен и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоком уровне тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока для сварки MIG: Хороший общий диаметр проволоки для сварки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, что сводит к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Обычный стержень — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может работать с алюминием, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом появляется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварочного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем предварительно прогрейте место ремонта перед сваркой.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Это препятствует растрескиванию, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем продолжайте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите кромки под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке. Я пишу это, чтобы познакомить таких людей, как она, со сваркой. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка.Я знаю «Обучающее пособие» Тима Андерсона: «Дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать. Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Абзац «Определения», который следует за ним. Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими сварочными аппаратами . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые нужно сделать, чтобы получить хороший сварной шов с помощью сварочного аппарата, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно.Упомяну немного о сварке кислородно-ацетиленовой марки (газовой). Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем сварка с подачей проволоки с сердечником из флюса . У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой.У меня нет опыта сварки TIG , и я не буду это обсуждать.
Определения :
Stick Сварочные аппараты имеют такое название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую вы можете подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики в сварочном аппарате, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу от одной стороны стыка к другой, чтобы гарантировать, что сварной шов проникает в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При ткачестве, особенно с помощью сварочного аппарата с механизмом подачи проволоки, важно «удерживать углы». То есть, когда дуга находится с одной стороны сустава, либо с другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и с этой стороны. Расплавленный сварочный материал тянется к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Провисание — это расплавленный металл, который вытекает из стыка при сварке под действием силы тяжести. Это может быть проблемой, когда сварной шов выполняется вертикально, над головой или горизонтально вдоль стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для контроля сварного шва и противодействия провисанию.
Аппараты для кислородно-ацетиленовой сварки используют два резервуара, один заполненный кислородом, а другой ацетиленом.Оба газа проходят через шланги под контролируемым давлением, чтобы смешаться и гореть очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с подачей проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлак . После того, как сварной шов остынет, отколите его или счистите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педального управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка в защитном металлическом корпусе — ручная сварка
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка металлическим электродом — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фотография взята из Bing Images.